Устройство для автоматического управления процессом формования
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 571036
Авторы: Дудкин, Кустов, Розенфельд

Текст
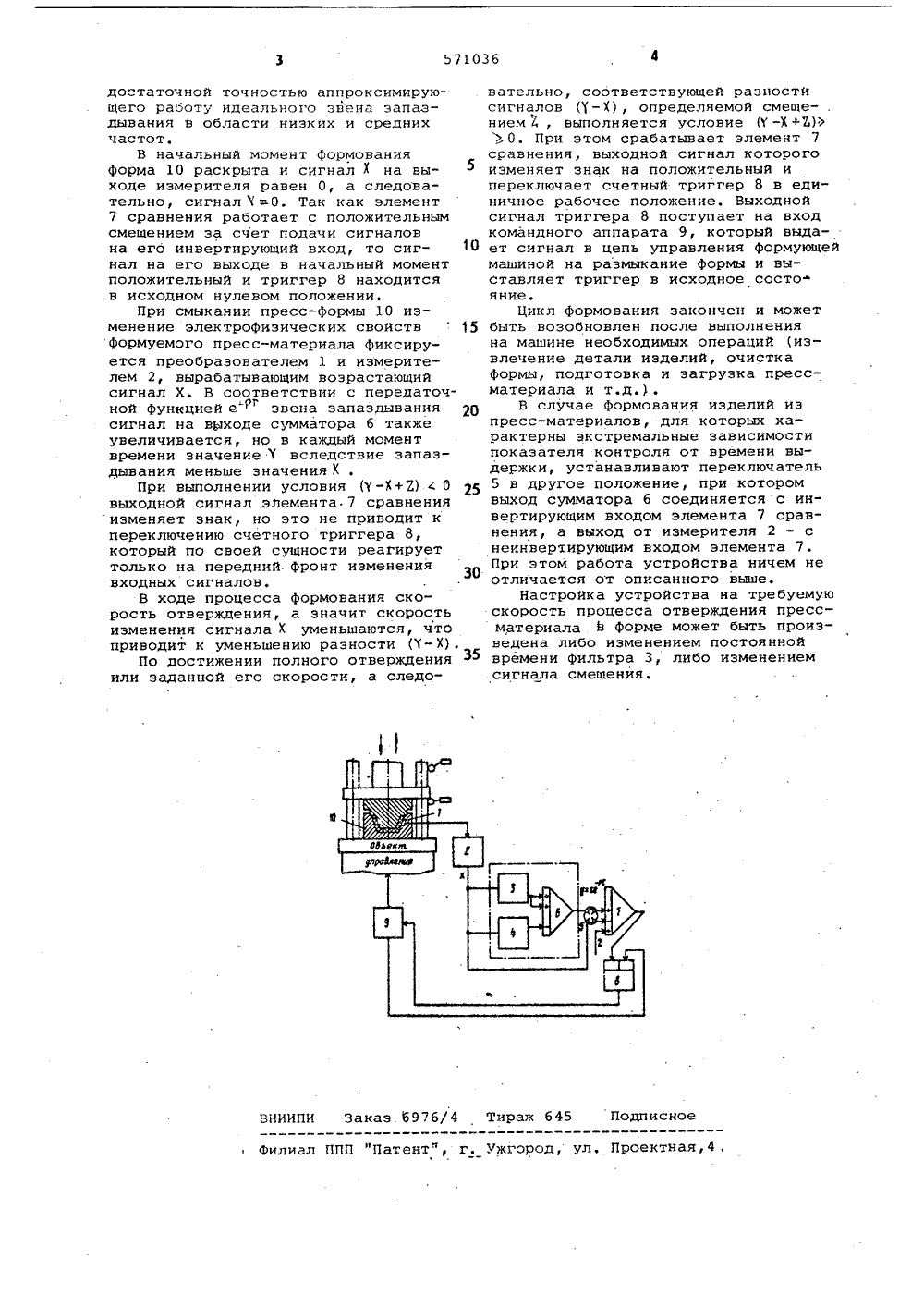
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 5 ОПИСАНИЕ ИЗОБРЕ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ НИ и ханизация пластие1 етельство СССР 27/22, 1959.ОСУДАРСТВЕННЫЙ. КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(54)(57) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ФОРМОВАНИЯреактопластов в форме, содержащееемкостной преобразователь, установленный непосредственно в форме, измеритель электрофизических свойств,соединенный с емкостным преобразователем, конечные выключатели, Фиксирующие положение подвижной полуформы,командный аппарат, соединенный с конечными выключателями и цепью управления работой формующего оборудования и формирующий сигнал на размыкание формы, о т л и ч а ю щ е е с я(51) В 29 6 1/00; С 05 Р 21/О тем, что, с целью обеспечения коррекции времени выдержки изделий в форме для достижения требуемого уровня их качества в зависимости от технологических свойств реактопластов, оно снабжено двумя фильтрами низких частот с различными постоянными времени, сумматором, двухпозиционным переключателем, элементом сравнения с положительным смещением точки срабатывания и триггером со счетным входом, причем выход измерителя электро- физических свойств подключен к вхо- дам Фильтров низких частот и кодному из двух входов переключателя, выход фильтра с большей постоянной времени подключен к двум суммирующимР входам сумматора, выход фильтра с меньшей постоянной времени - к разностному входу сумматора, выходы переключателя подключены к входам элемента сравнения, выход которого подключен к счетному .входутриггера, Я выход триггера - к входу командного аппарата, один из выходов которого подключен к сбрасывающему входу счет. ного триггеоа.Изобретение относится к устройствам автоматического управления оборудованием для Формования изделий полимерных материалов.Известно устройство для автоматического управления размыканием Формы, которое содержит конечные выключатели, фиксирующие положение подвижной полуформы, реле времени и командный аппарат, соединенный с реле времени конечными выключателями и цепью управления работой формующей машины и формирующий сигнал на размыкание Формы по истечении определенного времени выдержки, устанавливаемого на реле времени вручную 1 .15В этом устройстве фиксируемое время выдержки конкретного изделия, формуемого из разных партий пресс-материалов, не связано с моментом дости- Я жения полной или требуемой степени отверждения связующего пресс-материала.Однако, так как исходные материалы имеют значительные колебания технологических свойств (время отверждения, текучесть и т.д.), то выбор режима прссования необходимо задавать с большим превышением для получения изделий из различных партий пресс- материалов, что не позволяет эффективно использовать автоматическое и полуавтоматическое формующее оборудование, приводит к снижению его производительности и получению изделий с различным уровнем качества.Прототипом изобретения является устройство для автоматического управления процессом прессования реактопластов в форме, содержащее емкостной преобразователь, установлен ный непосредственно в форме, измеритель электрофизических свойств, соединенный с емкостным преобразователем, конечные выключатели, Фиксирующие положение подвижной полуформы, 45 командный аппарат, соединенный с конечными выключателями и цепью управления работой формующего оборудования и формирующий сигнал на размыкание Формы (2 .50С целью обеспечения коррекции вре. мени выдержки изделий в форме для достижения требуемого уровня их качества в зависимости от технологических свойств реактопластов предлагаемое устройство снабжено двумя Фильтрами низких частот с различными постоянными времени, сумматором, двухпозиционным переключателем, элементом сравнения с положительным смещением точки срабатывания и триг гером со счетным входом, причем выход измерителя электрофизических свойств подключен к входам фильтров низких частот и к одному из двух входов переключателя, выход фильтра 65 с большей постоянной времени подключен к двум суммирующим входам сумматора, выход фильтра с меньшей постоянной времени - к разностному входу сумматора, выход сумматора - к оставшемуся входу переключателя, выходы переключателя подключены к входам элемента сравнения, выход которого подключен к счетному входу триггера, выход триггера в .к входу командного аппарата, один из выходов которого подключен к сбрасывающему входу счетного триггера.На чертеже показана схема предлагаемого устройства для автоматического управления размыканием формы.Устройство состоит из емкостного преобразователя 1. введенного в форму, установленную на формующей машине, измерителя 2 электрофизических свойств реактопластов, вход которого соединен с емкостным преобразователем 1, а выход подключен к фильтрам 3 и 4 низких частот, отличающихся постоянной времени, причем Т больше Т, и к одному из входов двухпозиционного переключателя 5.Выход фильтра 3 подключен к двум суммирующим входам сумматора б, к разностному входу которого подключен выход фильтра 4, а выход сумматора 6 подключен к оставшемуся входу переключателя 5.Выходы, переключателя 5 соединены с входами (инвертирующим и неинвертирующим) элемента 7 сравнения с положительным смещением рабочей точки за счет подачи на неинвертирующий вход элемента сравнения опорного сигна- лаЕ .Выход элемента 7 сравнения соединен со счетным входом триггера 8, вход которого соединен с входом командного аппарата 9 формующей машины. Один из выходов командного аппарата подключен к сбрасывающему входу триггера 8, а остальные - к цепям управления формующей машины.Предлагаемое автоматическое устройство работает следующим образомПри формовании изделий из пресс- материалов, имеющих монотонную зависимость электрофизических свойств от времени выдержки, переключатель 5 соединяет выход сумматора 6 с неинвертирующим входом элемента 7 сравнения, а выход измерителя- с инвертирующим входом элемента 7 сравне. ния Изменение электрофизических свойств формуемого пресс-материала в зоне установки преобразователя 1 фиксируется измерителем 2, выходной сигнал от которого поступает на вхо-. ды фильтров 3 и 4, связанных с сумматором б. Так как постоянная= ТТ, то указанное соединение фильтров 3 и 4 сумматора 6 обеспечивает полу-чение реального звена запаздывания с571036 45 Подписное НИИПИ Заказ 697 б/4 Ти илиал ППП "Патент", г. Ужгород, ул, Проектная достаточной точностью аппроксимирующего работу идеального звена запаздывания в области низких и среднихчастот.В начальный момент формованияФорма 10 раскрыта и сигнал )( на выходе измерителя равен О, а следовательно, сигнал 1( =О. Так как элемент7 сравнения работает с положительнымсмещением за счет подачи сигналовна его инвертирующий вход, то сигнал на его выходе в начальный моментположительный и триггер 8 находитсяв исходном нулевом положении,При смыкании пресс-формы 10 изменение электрофизических свойств15формуемого пресс-материала фиксируется преобразователем 1 и измерителем 2, вырабатывающим возрастающийсигнал Х. В соответствии с передаточной функцией езвена запаздывания щсигнал на выходе сумматора б такжеувеличивается, но в каждый моментвремени значение ( вследствие запаздывания меньше значения )( .При выполнении условия (У-Х+2) с 0 р 5выходной сигнал элемента 7 сравненияизменяет знак, но это не приводит кпереключению счетного триггера 8,который по своей сущности реагируеттолько на передний фронт изменениявходных сигналов,В ходе процесса Формования скорость отверждения, а значит скоростьизменения сигнала Х уменьшаются, чтоприводит к уменьшению разности - Х),По достижении полного отвержденияили заданной его скорости, а следовательно, соответствующей разности сигналов (1( - Х), определяемой смещением 1, выполняется условие (1-Х +Ь ) О. При этом срабатывает элемент 7 сравнения, выходной сигнал которого изменяет знак на положительный и переключает счетный триггер 8 в единичное рабочее положениеВыходной сигнал триггера 8 поступает на вход командного аппарата 9, который выдает сигнал в цепь управления Формующей машиной на размыкание формы и выставляет триггер в исходное состо яние.Цикл формования закончен и может быть возобновлен после выполнения на машине необходимых операций (извлечение детали иэделий, очистка формы, подготовка и загрузка пресс- материала и т.д.).В случае формования изделий из пресс-материалов, для которых характерны экстремальные зависимости показателя контроля от времени выдержки, устанавливают переключатель 5 в другое положение, при котором выход сумматора б соединяется с инвертирующим входом элемента 7 сравнения, а выход от измерителя 2 - с неинвертирующим входом элемента 7. При этом работа устройства ничем не отличается от описанного выше,Настройка устройства на требуемую скорость процесса отверждения пресс- материала Ь форме может быть произведена либо изменением постоянной времени фильтра 3, либо изменением сигнала смещения.
СмотретьЗаявка
2119667, 03.04.1975
ПРЕДПРИЯТИЕ ПЯ Р-6594
РОЗЕНФЕЛЬД В. И, ДУДКИН Н. И, КУСТОВ В. Н
МПК / Метки
МПК: B29G 1/00
Метки: процессом, формования
Опубликовано: 15.04.1983
Код ссылки
<a href="https://patents.su/3-571036-ustrojjstvo-dlya-avtomaticheskogo-upravleniya-processom-formovaniya.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для автоматического управления процессом формования</a>
Устройство контроля времени задержки сигнала

Номер патента: 357669
Опубликовано: 01.01.1972
Авторы: Астрахан, Мермельштейн
МПК: H03K 17/28, H03K 5/19
Метки: времени, задержки, сигнала
...фазах на входе и выходе контролируемой схемы сигнал не инвертируется; при этом разрешение на прохождение сигнала поступает на вход 11, а вход 10 в это время запрещен. Таким образом, на входах 8 и 9 поступающие сигналы всегда находятся в противофазе. Сигнал на входе 9 отстает по времени от сигнала на входе 8 на время задержки сигнала контролируемой схемы. Задержка сигнала, происходящая в блоке 1 управления фазой сигнала, постоянна во всем диапазоне задержек и учитывается при калибровке устройства.При поступлении на входы 8 и 9 сигналов на выходе формирователя 2 задержки сигнала контролируемой схемы образуется отрицательный импульс, длительность которого равна длительности задержки сигнала контролируемой схемы. Триод 14 запирается...
Устройство для контроля времени задержки сигнала

Номер патента: 699667
Опубликовано: 25.11.1979
Авторы: Петухов, Слободянюк
МПК: H03K 5/18
Метки: времени, задержки, сигнала
...импульса на выходе элемента ЗЗ, соответствует задержке на включение контролируемой схемы (Гк фиг.2), При поступлении на входы 22, 23 противоположных по п(- лярности сигналов длительность отрицательного импульса на выходе элемента.33 соответствует задержке на выключение контролируемой схемы (Г, , фиг.2). Транзистор 34 запирается на время длительности этого импульса, что обуславливает заряд интегрируюшего конденсатора 4 через формирователь 5 предельно допустимого времени задержки, На один из входов 6 формирователя 5 предельно допустимого времени задержки поступает сигнал, вводящий один иэ транзисторных ключей 35 в насыщение, Зтим обеспечивается подключение источника питания к соответствуюшему резистору 36, которому соответствует своя,...
Устройство для определения моментов времени квантования сигнала

Номер патента: 855991
Опубликовано: 15.08.1981
Авторы: Авдеев, Брусаков, Родимов, Семенов
МПК: H03K 13/02
Метки: времени, квантования, моментов, сигнала
...блока 5 образуется напряжение, равное разностимежду напряжением входного сигналаО ( т. ) и постоянным (опорным)напряжением О, С помощью формирователи 6 вычисляется абсолютное значение этой разности, которое затем сумомируется с напряжением смещения Оо всумматоре 7. Выход сумматора 7 блокаподключен ко второму входу блока 4сравнения, который срабатывает придостижении равенства:)ЯО - О 0) +О,Е( )=Кгде К - коэффициент передачи по напряжению последовательно соединенных блоков 1 и 2 и интегратора 3.При срабатывании блока 4 сравненияна его выходе формируется сигнал дискретизации, Одновременно происходит сброс" интегратора 3 и запоминание первой производной сигнала 0 ( Ф ) в блоке 2, после чего начинается следующий интервал дискретизации,...
Устройство для временного сжатия входного сигнала

Номер патента: 1100632
Опубликовано: 30.06.1984
Авторы: Живилов, Прянишников, Сметанин, Якименко
МПК: G08C 19/00
Метки: временного, входного, сжатия, сигнала
...с первым, вторым и третьим входами устройства, выход генератора тактовых импульсов, выход коммутатора и выход второго счетчика соединены соответственно с первым, вторым и третьим выходами устройства.Блок определения аргумента содержит формирователи импульсов, счетчики, триггеры, делители, регистр иэлементы И, выход первого элемента Исоединен с входом первого триггера,выход которого соединен непосредственно с первым входом второго элемента И и через последовательно соединенные первый формирователь импульсов и второй триггер с первымвходом первого элемента И, выходвторого элемента И:,через первый счетчик соединен с первым входом первого делителя, выход третьего элемента И соединен с входом третьеготриггера, выход которого через...
Устройство для определения моментов времени квантования сигнала

Номер патента: 1325695
Опубликовано: 23.07.1987
Авторы: Журавин, Рубцов, Семенов, Трошкин
МПК: H03M 1/12
Метки: времени, квантования, моментов, сигнала
...г,ния, блок 5 измерения модуля производной, фильтр 6 нижних частот и сумматор 7.Устройство работает следующим образом.20Входной сигнал Б(с) поступает надифференцирующий блок 1, на выходекоторого формируется напряжение, пропорциональное первой производнойвходного сигнала 1(С), Этот сигнал 25подается на вход запоминающе-вычитающего блока 2, где происходит запоминание напряжения, пропорционального первой производной сигнала в начале каждого интервала дискретизации 1(с ) (в точке отсчета), и вычисоление разности между запомненным значением и его текущим значением О(с)-БИ)=дН(с). Эта разность поступаетна вход интегратора 3. На выходе ин 35тегратора формируется напряжение,пропорциональное текущей погрешностиаппроксимации Б(с), которое...
Предыдущий патент: Необрастающая краска
Следующий патент: Всасывающий вакуум-фильтр
Случайный патент: Устройство для подавления пылевыбросов при сливе расплава в ковш