Способ заполнения капсул гранулированными порошками труднодеформируемых сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
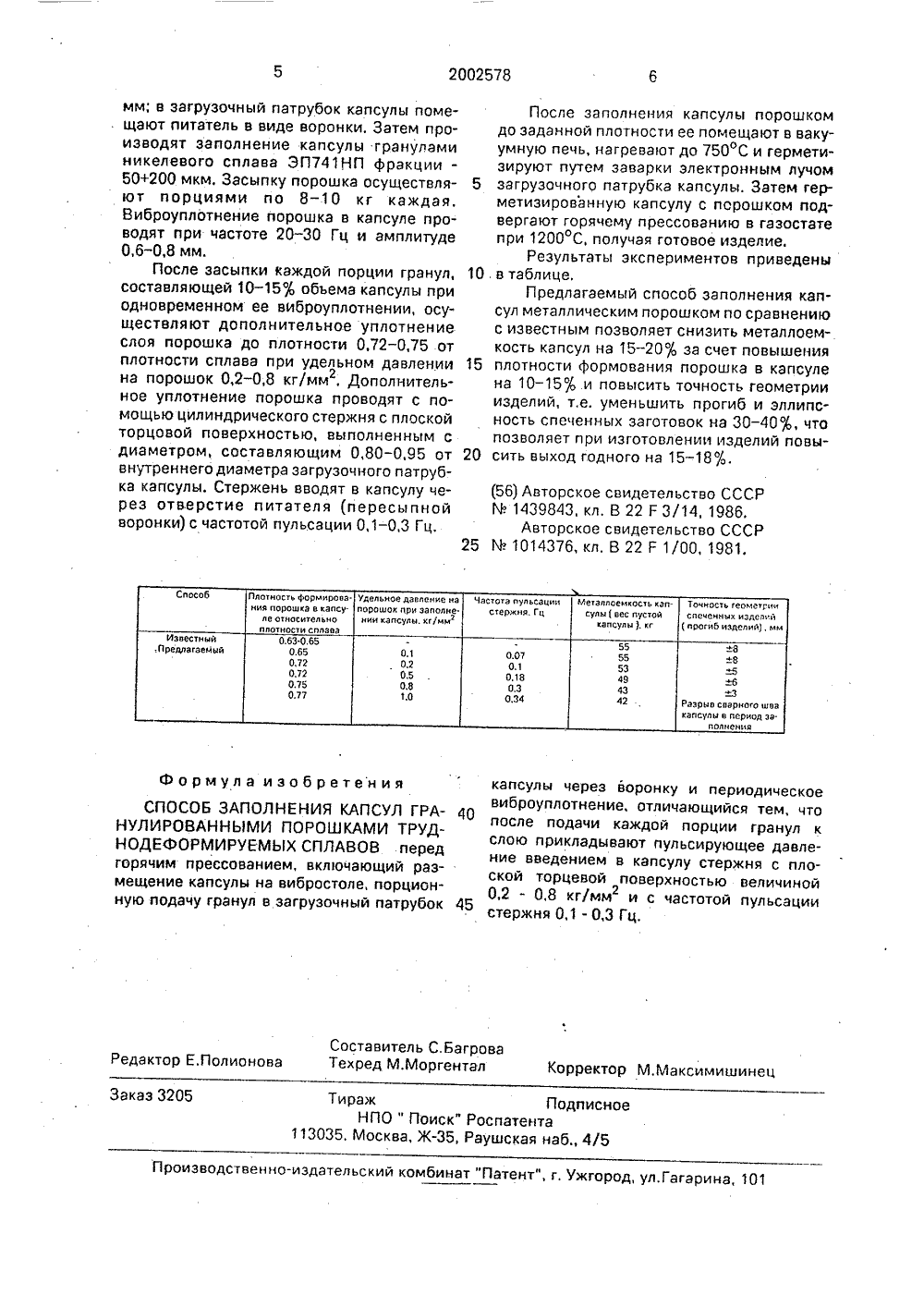
ОБРЕТ Комитет Российской Федерации по патентам и товарным знакам ОПИСАНИ ПАТЕНТУ(71) Всероссийский государственный институт лег -ких сплавов(73) Всероссийский институт легких сплавов(54) СПОСОБ ЗАПОЛНЕНИЯ КАПСУЛ ГРАНУ -ЛИРОВАННЫМИ ПОРОШКАМИ т РУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ(57) Способ заполнения капсул металлическим лов 19) ЮУ (и) 2 ОО 2578 С 1(51) 5 В 22 Р 1 ОО рошком включает размещение капсулы на вибростопе, порционную подачу гранул в загрузочный патрубок капсулы через воронку и периодическое виброуплотнение. После подачи каждой порции гранул к слою прикладывают пульсирующее давление в капсулу стержня с плоской торцовой поверхностью, при этом удельное давление на слой составляет202-0.В кг/мм, а частота пульсации стержня равна 0,1 - 0,3 Гц. Способ заполнения капсул позволяет снизить металлоемкость капсул на 15 - 20% и повысить точность геометрии изделий на 30 - 40%. 1 табаИзобретение относится к порошковой металлургии, в частности к способу заполнения капсул металлическим порошком перед горячим изостатическим прессованием,Известен способ изготовления спеченных изделий, по которому загрузку порошка в нагретую капсулу, виброуплотнение, герметизацию капсулы и горячее изостатическое прессование, виброуплотнение.10проводят в три стадии; на первой стадиипри частоте 15 - 20 Гц, на второй при 40-50Гц и на третьей - при 60 - 90 Гцдо плотности65-69 Я, 1 . Недостатком известного способа является то, что он не обеспечивает высокой плотности заполнения капсул несимметричной.формы, а также капсул квадратного сечения или прямоугольной формы, Крометого, из-эа низкой плотности формования порошка в капсуле необходимо изготавливать капсулы больших геометрических размеров для получения требуемой формы изделий при горячем прессовании, что связэно с повышением металлоемкости,Известен способ засыпки металлических порошков в оболочку, по которому заполнение капсулы порошком производят порционно при виброуплотнении до плотности формования 64,5, после чего герметизированную капсулу подвергают горячему иэостатическому прессованию, получая спеченное изделие по конфигурации, заданной конфигурации металлической оболочки 2Недостатком известного способа является то, что он не обеспечивает высокой плотности формования порошка в капсуле, что вызывает необходимость делать большие припуски, что повышает металлоемкость капсул. Кроме того, этот способ не Ьбеспечивает достижения равномерной плотности металлического порошка при заполнении капсул прямоугольной формы икапсул сложной формы с поднутрениями.Способ заполнения капсул гранулированными порошками труднодеформируемых сплавов включает размещение капсулы на вибростоле, порционную подачу гранул взагрузочный патрубок капсулы через воронку и периодическое виброуплотнение, По. сле подачи каждой порции гранул к слою прикладывают пульсирующее давление введением в капсулу стержня с плоской торцовой поверхностью, при этом удельное давление на елой соответствует 0,2-0,8 кг/мм, а частота пульсации стержня равна 0,1-0,3 Гц.Отличием предлагаемого изобретения от прототипа является то, что после подачи каждой порции гранул к слою прикладыва 1525 3040 ют пульсирующее давление введением вкапсулу стержня с плоской торцовой поверхностью, при этом удельное давление составляет 0,2-0,8 кг/мм, а частотапульсации равна 0,1 - О,З Гц.Предлагаемый способ позволяет снизить металлоемкость капсул за счет повышения плотности заполнения капсулгранулами и повышение точности геометрии изделий сложной конфигурации.формование порошка в капсуле приудельном давлении на порошок 0,2-0,8кг/мм обеспечивает достижение заданнойплотности уплотнения, исключает сегрегацию частиц по крупности, что позволяетполучать высокую точность геометрии спеченных изделий несимметричног формы,имеющих глубокие полости, например иэделий прямоугольной формы, что снижает металлоемкость,При удельном давлении на порошок менее 0,2 кг/мм не обеспечивается достаточное его уплотнение, что связано сповышением металлоемкости капсул.Удельное давление на порошок более 0,8кг/мм вызывает повреждение сварныхшвов капсулы, и кроме того, приводит к деформации тонкостенных капсул, что вызывает брак по геометрии спеченных изделий,Оптимальной частотой пульсации стержня является частота 0,1 - 0,3 Гц, котораявыбрана экспериментальным путем. При частоте пульсации менее 0,1 Гц не обеспечивается уплотнение глубоких слоевзасыпанного порошка, что снижает плотность формавания порошка за счет его разрыхления во всем обьеме капсулы иприводит к повышению металлоемкостикапсул и снижает точность геометрическихразмеров изделий после горячего прессования, При частоте пульсации стержня болееО,З Гц плотность формования гранулированного порошка в капсуле не увеличивается иэто связано с дополнительными энерго- итрудозатратами,Таким образом, все предлагаемые признаки направлены на снижение металлоемкости, повьшение плотности заполнениякапсул и на повышение точности геометриииэделий за счет дополнительного пульсирующего давления, передаваемого на каждыйзасыпаемый слой гранул в капсулу с помощью стержня с плоской торцовой поверхностью,Способ заполнения капсул гранулированным металлическим порошком осуществляют следующим образом,П р и м е р. На вибростол устанавливаютстальную капсулу прямоугольной конфигурации сечением 300 х 200 мм и высотой 650(56) Авторское свидетельство СССР Ь 1439843, кл, В 22 Г 3/14, 1986.Авторское свидетельство СССР 25 Иу 1014376, кл. В 22 Р 1/00, 1981. Способ Плотность 41 ормирова. Удельное давление на нил порошка в капсу- порошок При заполнеле относительно нии капсулы, кг/мм2плотности сплава Частота пульсации стерхтнл. ГдТочность геометрии спеченных изделий( прогиб изделий) . мм тйеталлаемкость капсулы ( вес пустой капсулы 1, кг+8 5 разрыв сварного шва капсулы в период з полненил55 55 53 49 43 42 0,1 0,2 0.5 0,8 1.0 0.07О,10,180,30,34 Составитель С.БагроваТехред М.Моргентал Корректор М.Максимишинец Редактор Е.Полионова Заказ 3205 Тирак Подписное НПО "Поиск Роспатента113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г, Ужгород, ул.Гагарина, 101 мм; в загрузочный патрубок капсулы помещают питатель в виде воронки. Затем производят заполнение капсулы гранулами никелевого сплава ЭП 741 НП фракции+200 мкм, Засыпку порошка осуществляют порциями по 8 - 10 кг каждая. Виброуплотнение порошка в капсуле проводят при частоте 20 - 30 Гц и амплитуде 0,6-0,8 мм.После засыпки каждой порции гранул, составляющей 10-15 ообьема капсулы при одновременном ее виброуплотнении, осуществляют дополнительное уплотнение слоя порошка до плотности 0,72 - 0,75 от плотности сплава при удельном давлении на порошок 0,2-0,8 кг/мм . Дополнитель 2ное уплотнение порошка проводят с помощью цилиндрического стержня с плоской торцовой поверхностью, выполненным с диаметром, составляющим 0,80-0,95 от внутреннего диаметра загрузочного патрубка капсулы. Стержень вводят в капсулу через отверстие питателя (пересыпной воронки) с частотой пульсации 0,1 - 0,3 Гц. Формула изобретенияСПОСОБ ЗАПОЛ Н ЕНИЯ КАПСУЛ ГРАНУЛИРОВАННЫМИ ПОРОШКАМИ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ перед горячим прессованием, включающий размещение капсулы на вибростоле, порционную подачу гранул в загрузочный патрубок После заполнения капсулы порошкомдо заданной плотности ее помещают в вакуумную печь, нагревают до 750 С и герметизируют путем заварки электронным лучом 5 загрузочного патрубка капсулы. Затем герметизированную капсулу с порошком подвергают горячему прессованию в газостате при 1200 С, получая готовое изделие.Результаты экспериментов приведены 10. в таблице.Предлагаемь 1 й способ заполнения капсул металлическим порошком по сравнению с известным позволяет снизить металлоемкость капсул на 15 - 20 за счет повышения 15 плотности формования порошка в капсулена 10-15 ои повысить точность геометрии изделий, т,е. уменьшить прогиб и эллипс- ность спеченных заготовок на 30-40% что позволяет при изготовлении изделий повы сить выход годного на 15 - 18%. капсулы через воронку и периодическое виброуплотнение, отличающийся тем, что после подачи каждой порции гранул к слою прикладывают пульсирующее давление введением в капсулу стержня с плоской торцевой поверхностью величиной 0,2 - 0.8 кг/мм и с частотой пульсации стержня 0,1-0,3 Гц,
СмотретьЗаявка
05029179, 24.01.1992
Всероссийский государственный институт легких сплавов
Бувин Евгений Платонович, Белов Сергей Александрович, Ломакин Борис Георгиевич, Мешалин Виктор Сергеевич, Казмирук Владимир Иванович, Касаткин Владимир Васильевич, Зелинский Эдуард Мечиславович, Ларин Аркадий Борисович
МПК / Метки
МПК: B22F 1/00
Метки: гранулированными, заполнения, капсул, порошками, сплавов, труднодеформируемых
Опубликовано: 15.11.1993
Код ссылки
<a href="https://patents.su/3-2002578-sposob-zapolneniya-kapsul-granulirovannymi-poroshkami-trudnodeformiruemykh-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ заполнения капсул гранулированными порошками труднодеформируемых сплавов</a>
Устройство для дегазации и герметизации капсул с порошком

Номер патента: 1588507
Опубликовано: 30.08.1990
Авторы: Дятленко, Мокров, Степанов
МПК: B22F 3/00
Метки: герметизации, дегазации, капсул, порошком
...между пр 3 Стыи: доя,.н из смачиВ 1 ЕМСГО ( и ИЕСМЫВ 1(1 ГО .1 ДЫ 1 ИМИприпоем материалов.м стрсистВ ре 360 гает ( едуОц 16., Обсе.В КапСУ.1 У 1 За Ы:ИЮТ ООСИ 1 ОК 8. 333 ОГВ.рстии капсуль уста 12 В)ИВакт ПОрис 10таблетку припоя 5, покрыт.) пористыми слоями из смычивыемсго б и несмы-и ВыемГо 7,ы 33 ьм припоем мя ср 33,2, Га капС, ИЫД О ВЕ(Г 1 С 1; Г НЫВЛВЫГТС,у ИЛТИИТЕЛИ. ЫХ Ирскл ЫДКЫ.; 4 О ГССЫНЫ:СЦИЙк 51 и)к . )е О(з Отве)стие 3 В 1 лиг( ир.Сходит дегазыц 351 хансурсваипого 1,роиКЫ 8. 1(ОС,. ОКОНЧЗНИ 51 д ВЗапи 1 1)ср.(И 010чсть 2 суп 1, Где наход и гся и(33 ПО 1, и ыре -В 210 т с исм 01 цью 1)иенег ) ис(чяка теплаГ 1 срис Г 25 таблетка стали из порошка Х 18 1115 ГОСТ 13084 - 67) фракции +100- - 315 мкм, толщина таблетки 5...
Способ изготовления разовых стержней для литья под давлением

Номер патента: 1220840
Опубликовано: 30.03.1986
Авторы: Волынкин, Воронов, Макельский
МПК: B22C 3/00
Метки: давлением, литья, разовых, стержней
...действует конечное давление, которое может достигать более 2000 кгс/см 4,создавая в них напряжения во многораз больше прочностных возможностейстержневых смесей,Превращение пористого стержня вмонолитный за счет его пропитки солью является наиболее простым и технологичным способом его усиления, гарантирующим сопротивляемость высоким давлениям металла в форме бездеформации и разрушений. Согласноданному способу изготовления стержней целесообразно применять малопрочностные смеси, обеспечивающиестержням при извлечении из оснасткипосле отверждения манипуляторнуюпрочность в пределах 8-12 кгс/смпри разрыве (при нормальной температуре). Применение таких стержней дает экономию дорогостоящего связующего и облегчает решение задач по их удалению...
Смесь для изготовления стержней для литья под давлением заготовок из стали и высокотемпературных сплавов и способ изготовления стержней из данной смеси

Номер патента: 778897
Опубликовано: 15.11.1980
Метки: высокотемпературных, давлением, данной, заготовок, литья, смеси, смесь, сплавов, стали, стержней
...1 х) -80 вес.% смолы СФ,15 и 5 вес,% стеарина. -Навеску смесей(130 г)., составы которых приведены в таблице, засыпают в холодную камеру прессования машины литья стали под давлением модели С 71109 и запрессовывают в подогретую до 200 С закрытую полость пресс-Формы сЬ скоростью впрыска 5-20 м/с и с удельным давлением 1000 кгс/см, Продолжительность выдержки смеси под давлением составляет 15 с. После это го пресс-поршень отводят, изменяют скорость его перемещения до 0,1" 0,2 м/с и дважды проводят допрессовку. После выдержки течение 2-4 мин готовый стержень из екают из прессформы.Сравнительные испытания смесей йоказйвают следующие результаты. 80 вес.% порошка феноло-Формальдегид- ной смолы Сф(ГОСТ 18694-73), 15 вес,% уротропина...
Смесь для изготовления стержней для литья под давлением деталей из стали и высокотемпературных сплавов

Номер патента: 787136
Опубликовано: 15.12.1980
Авторы: Акутин, Белов, Кабаков, Канарейкин, Морозова, Портной, Салина
МПК: B22C 1/22
Метки: высокотемпературных, давлением, литья, смесь, сплавов, стали, стержней
...согласно ГОСТ 4426-71, в качестве алюминиевого порошка продукт согласно ГОСТ 5494-71.Примером ФенолФормальдегидного олигомера может служить смола Сф(ГОСТ 18694-73) , совмешенная с уротропином (ГОСТ 1381-73) и стеарином (ГОСТ 6484-64).Стержни иэ предлагаемой смеси могут быть изготовлены любым известным способом например на машине для литья стали под давлением путем впрыска иэ холодной камеры в разогретую Форму со скоростью 5-20 м/с.Готовые стержни подвергают обжигу по следующему режиму: подьем температуры до 600 С в течение 2 ч, выдержка при 600 ф С в течение 4 ч и охлаждение вместе с печью. ФенолФормальдегидный олигомер - смола(СФ) Олигооксипропиленгликоль прии = 14 и = 30 Алюминиевый порошокГраФитированный порошок В табл.1...
826400

Номер патента: 826400
Опубликовано: 30.04.1981
Авторы: Степаненко, Шепотиновский
МПК: G09B 23/28
Метки: 826400
...4Оринер. Собаке-самцу весом 20 кг дан общий наркоз, введением в вену 20 мл 2%-го нембутала. С соблюдением всех правил асептики в поясничной области произведен разрез длиною 6 см параллельно реберной дуге и, отступя от нее вниз на 4 см, обнажена левая почка с ее ножкой и частью аорты. В паховой области слева произведен разрез длиною 2 см и обнажена бедренная артерия. Дистальный конец артерии перевязан шелковой лигатурой, выше лигатуры артерия надсечена и в образовавшееся отверстие введен сосудистый катетер, который через аорту подведен к устью почечной артерии и пальцем направлен в просвет почечной артерии на расстояние 6 см до упора в паренхиму почечной ткани. Шприцем, присоединенным к катетеру,в междолевые артерии вцики введены...
Предыдущий патент: Шиберный затвор
Следующий патент: Способ взрывного прессования порошков
Случайный патент: Способ измерения постоянного магнитногополя