Способ изготовления оболочковых форм по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1770032
Авторы: Васин, Евстигнеев, Куренков, Ри, Сапченко

Текст
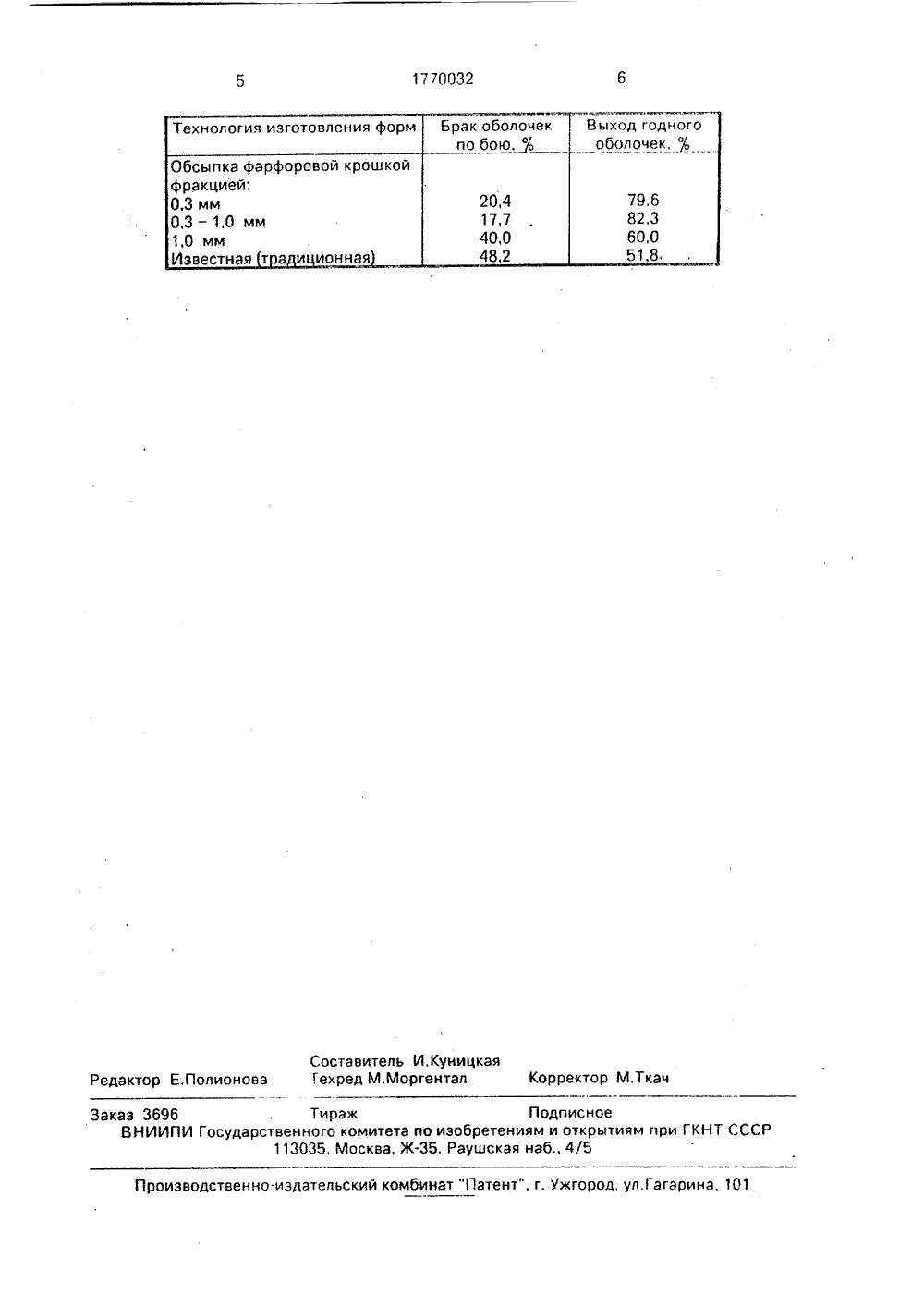
ОЮЗ СОВЕТСКИХОЦИАЛИСТИЧЕСКИХЕСПУБЛИК 19) вюзи В 22 С 9/04 ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВ(56) Литье по выплавляемым моделям. Подред.: Я,И.Шкленника и В.А.Озерова, - М,;Машиностроение, 1971, с. 234-250.Карасев А,И. и др. Обсыпка шамотнойкрошкой оболочек при литье по выплавляемым моделям. Литейное производство,1974, М 6, с, 39-40.Авторское свидетельство СССР%759204, В 22 С 9/04,1980,Армирование оболочковых форм слюдой при литье по выплавляемым моделям.Литейное производство, 1980, М 7, с. 20-21. Изобретение относится к области литейного производства, а именно к способам изготовления оболочковых форм по выплавляемым моделям.Известен способ изготовления оболочковых форм по выплавляемым моделям, включающий послойное нанесение на модель суспензии пылевидного огнеупорного материала в связующем растворе и присыпку каждого слоя зернистым огнеупорным материалом (1). В известных способах в качестве присыпочного материала применяют кварцевый песок(1), зерновый шамот(2), аглопорит, пеношамот, зольный керамзит(3), слюду (4).Однако форма, изготовленная с применением кварцевого песке обладают низкой термостойкостью, вследствие чего такие(54) СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ(57) Использование: изобретение относится к литейному производству, в частности к способам изготовления оболочковых форм по выплавляемым моделям. Сущность изобретения: при формировании оболочки ее промежуточные слои присыпают огходами фарфорового производства в виде крошки фракции 0,3-1,0 мм, В результате резко со- кращаются потери оболочек от растрескивания при их прокаливании без опорного наполнителя, повышаются выход годного оболочек и отливок, снижаются потери формовочных материалов от снижения брака оболочек по бою. оболочки имеют повышенный бой при прокаливании их без опорного наполнителя. Применение зернового шамота, аглопорита, пеношамота, зольного керамзита. слюды позволяет незначительно повысить термостойкость формы, Кроме того. эти материалы дефицитны и дороги.Эти недостатки устраняются предлагаемым техническим решением. Целью изобретения является сокращение потерь оболочковых форм от растрескивания в процессе прокаливания их без опорного наполнителя, Указанная цель достигается тем, что промежуточные слои оболочек присыпаются отходами фарфорового производства в виде крошки фракцией 0,3-1,0 мм.В Большой Советской энциклопедии (Т, 27, с. 211) отмечается " фарфор облада 1770032ет высокой механической прочностью, термической и химической стойкостью, электроизоляционными свойствами; фарфор получают высокотемпературным отжигом (до 1450" С) тонкодисперсной смеси каолина, пластичной глины, кварца и полевого шпанка". "сопоставительный анализ сравнивае 1мых решений показал, что,как в известном способе (прототипе) использования слюды, так и"в предлагаемом, обсыпку слоев оболочки осуществляют армирующим материа 5 10 лом, т,е. в известном решении - слюдой в виде удлиненных пластин размером 3 - 10 мм, в предлагаемом - крошкой из отходов фарфорового производства фракции 0,3-1,0 мм, так называемого политоя.Кром", гого, обсыпку дробленной слюдой рек. мандуется проводить только одноувеличении снижается прочность как у сухих, так и у прокаленных форм (4),Такая замена одного армируощего материала (слюды) другим (фарфоровой крошкой) и увеличение количества армирующих слоев обеспечивает следующие преимущества;- резкое сокращение потерь оболочковых форм при их прокаливании без опорного наполнителя; 25 30- повышение выхода годного оболочек и отливок;- снижение потерь формовочных материалов (песка, маршалита, этилсиликата, кислот и ПЛВ) от сних .нил брака оболочек по бою;- снижение себестоимости изготовления оболочкооых Форм.В качестве отходов Фарфорового производства использовался бой политая Вла 35 40 дивостокского Фарфорового завода следующего химического состава; Р 02 -71,9; А 120 з - 21,6; Г 20 з - 0,5:.%02 - 0,4; СаО1; М 900,8; К 20 " Ма 20 3,6,Армирование оболочковых форм отходами фарфорового производства осуществляется следующим образом. На блок моделей наносят по обычнойтехнологии слой суспензии и обсыпают его кварцевым песком, После сушки первого слоя покрытия наносят второй аналогичным образом. Затем на блок наносят третий слой суспензии и обсыпают его фарфоровой крошкой, тем самым армируя форму, После сушки этого слоя покрытия, по аналогии, наносят требуемое количество армирующих слоев, а последние один - два слоя образуют по традиционной технологии,При этом состав суспензии принимался следующим: 50 55 го промежуточного слоя, поскольку при их,20 ЭТС42,6 /о Ацетон 55,3 % Вода 21%Сверх 100 %Н 2504 180 мл.НС 1 80 ммГлицерин 165 мл НзВО 3 кгПек 0,76 кг Кварц пылевидныйпрокаленный 46 - 52 кг Обсыпку крошкой проводили вручную (для фракции более 1 мм) и в пескосыпе "кипящего слоя" (для фракции до 1 мм),Выплавление модельного состава производится в расплаве модельной массы при температуре 120-150 С в течение 15 мин с последующей пятнадцатиминутной. промывкой в горячей воде при температуре 95-100 С, После выплавления модельной формы подсушиваютсл на воздухе, а затем . прокаливаются без опорного наполнителя путем нагрева их до 900 С и охлаждения с печью до 500 С с последующим охлаждением на воздухе до 100-300 С.Сущность изобретения иллюстрируется сравнительными показателями потерь оболочковых форм при и прокаливаии без опорн "о напачнителл, представленными в табл и:.еидно, наилучшие результаты по выходу гол о оболочек получены при использова ии фарфоровой крошки фракцией 0,3-1,0 1 м когда бой оболочек составил 17,7%, в го время при уменьшении фракции он возро" на 2,7%, а при увеличении фракции - на 22.3%, По сравнению с контрольными оболочками брак снизился в 2,7 раза. Внедрение технического решения позволяет резко, сократить потери оболочковых форм от растрескивания при их прокаливании без опорного наполнителя и, как следствие, количество дефектов отливок по "гребешкам", а также снизить себестоимость изготовления форм. Формула изобретения Способ изготовления оболочковых форм по выплавллемым моделям включающий послойное нанесение на модель этилсиликатной суспензии и присыпку каждого слоя огнеупорным материалом, о т л и ч а ющ и й с я тем, что, сцелью сокращения потерь оболочковых форм от растрескивания при прокаливании оболочек без опорного наполнителя, промежуточные слои оболочек присыпают отходами фарфорового производства в виде крошки фракцией 0,3 - 1,0 мм,1770032Составитель И.КуницкаяРедактор Е.Полионова Гехред М.Моргентал Корректор М,Ткач Заказ 369 б Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., 4/5Производственно-издательский комбинат "Патент". г. ужгород, ул,Гагарина, 101
СмотретьЗаявка
4810643, 05.04.1990
КОМСОМОЛЬСКИЙ-НА-АМУРЕ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ЕВСТИГНЕЕВ АЛЕКСЕЙ ИВАНОВИЧ, КУРЕНКОВ ВЛАДИМИР ИВАНОВИЧ, РИ ХОСЕН, ВАСИН ВАЛЕРИЙ ВИКТОРОВИЧ, САПЧЕНКО ИГОРЬ ГЕОРГИЕВИЧ
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемым, моделям, оболочковых, форм
Опубликовано: 23.10.1992
Код ссылки
<a href="https://patents.su/3-1770032-sposob-izgotovleniya-obolochkovykh-form-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления оболочковых форм по выплавляемым моделям</a>
Смесь для изготовления литейных форм по постоянным моделям

Номер патента: 1068205
Опубликовано: 23.01.1984
Авторы: Воронцов, Ермошкин, Корнеев, Кузьмин, Курбатов, Носов, Яковлев
МПК: B22C 1/18
Метки: литейных, моделям, постоянным, смесь, форм
...содержаниеА 1 Оз, а также практическое отсутствие других окислов в составе, кроме АЛОЭ и СаО (присутствующие окис лы 80 и Сг О являются. примесямиКроме того, соотношение окислов в алюминате кальция приводит к формированию диалюмината кальция СаО 2 А 10 З, в то время, как в гоп 65 и на огнеупорные свойства смеси вли яют в незначительной степени). Таким образом, система по существу является двухкомпонентной. Увеличение количества компонентов системы ведет к более раннему появлению в ней расплава, т.е. к ухудшению огнеупорности При этом существенное влияние на огнеупорность смеси ока-зывает природа огнеупорного материала. В качестве огнеупорного мате риала в предлагаемой смеси использован корунди глинозем, представляющие собой окись...
Смесь для формовки оболочковых форм в литье по выплавляемым моделям

Номер патента: 1400758
Опубликовано: 07.06.1988
Авторы: Иванцов, Кириллов, Крапивина, Морозов, Осинский, Паповян, Соловьев
МПК: B22C 1/18
Метки: выплавляемым, литье, моделям, оболочковых, смесь, форм, формовки
...35 40 45 50 55 повышенные пластические свойства и дополнительно снижает оседание кварцевого песка, упрочняет смесь во время прокалки форм, сохраняя прочность на сжатие на уровне о = 1,1 - 1,3 МПа, что компенсирует побочное влияние МОПЦ или МЦ без увеличения концентрации КАЦ.Кроме того, в сочетании с КАЦ каолин выполняет функции поверхностно-активного вещества (ПАВ), увеличивая жидкогекучесть до 160 170 мм.Введение в состав смеси ПК снижает пористость керамики. Перемещение ПК (ЯО) и гидроокиси алюминия (АГ(ОГ после затворения КАЦ водой повышает плотность сырой формовочной смеси. 1)осле прокалки форм при 900 950"С А 0 (ОН)з переходит в АГОз и в виде мелкодисперсной фазы распределяется между зернами ПК и песка, повышает плотность керамики,...
Камерное сушило для сушки оболочковых форм при литье по выплавляемым моделям

Номер патента: 1792792
Опубликовано: 07.02.1993
Авторы: Крупин, Недопекин, Удальцов
Метки: выплавляемым, камерное, литье, моделям, оболочковых, сушило, сушки, форм
...на сброс в атмосферу,Сопоставительный анализ заявляемоготехнического решения с прототипом показывает, что заявляемое устройство отличается тем, что устройства для нагревавоздуха размещены с двух сторон камерына входах в нижнюю ее часть, вентиляторустановлен на выходе из камеры, а клапаныразмещены перед каждым из устройств длянагрева воздуха и между ними и камерой.Такое взаимное расположение нагревательных устройств, вентилятора и клапановотносительно нагревателя и камеры позволяет получить новый эффект в сочетанииразряжения и необходимой температуры.Сравнение заявляемого техническогорешения с прототипом и другими техническими решениями показывает, что взаимное расположение нагревательныхустройств, вентилятора и клапанов относительно...
Способ изготовления литейных оболочковых форм по постоянной модели

Номер патента: 740383
Опубликовано: 15.06.1980
МПК: B22C 9/00
Метки: литейных, модели, оболочковых, постоянной, форм
...уплотнение слоя смеси, прилегающегок поверхностимодели. После этого междумоделью и смесью создается разность по 55тенциалов, Под воздействием постоянногоэпектрйческого йолямолекулы воды начинают перемещаться от анода (модель) ккатоду., В связи с атим происходит обез 3 4.воживание прилегающего к поверхности модели слоя смеси. При этом связующее вещество твердеет и происходит образованиеоболочки. Скорость формирования оболочкипрямо пропорциональна величине напряжен-ности электрического поля.В начальный момент процесса смесь,приготовленная на водных связующих веществах, обладает высокой проводимостью,и во избежание сильного разогрева, который может привести к образованию дефектов поверхности, формы, напряженностьэлектрического поля...
Суспензия для изготовления литейных форм по разовым моделям методом электрофореза

Номер патента: 722649
Опубликовано: 25.03.1980
Авторы: Гонцова, Демидова, Каширин, Клочко, Козлов, Лучко, Максюк, Мелешко, Некрасов, Рыжков, Сыч
МПК: B22C 1/16
Метки: литейных, методом, моделям, разовым, суспензия, форм, электрофореза
...и форетическая суспензия были по свойствам подобны и близки. Поэтому в сочетании с предлагаемой суспензией рексиендуется 40 применять токопроводящее покрытие следующего состава, вес.:Кальцийалюмохромфосфатное связующее 15-25Электролит - 20-30-ный 45водный раствор солянойкислотыПоверхностно-активноевещество (ОП, контакт Петрова) О, 02-0,08Кремнезоль 3-5Пеногаситель 0,02-0,005Изготовляли оболочковые формы по выплавляемьи моделям методом электрофореза с использованием предлагаенитель. После окончания перемешивания суспенэию выстаивали в течение30 мин для лучшего распределения составляющих по всему объему. Во времяприготовления суспенэии контролировали: температуру, вязкость, седиментационную устойчивость, выход иплотность осадка и...
Предыдущий патент: Способ изготовления литейных форм и стержней
Следующий патент: Надставная литниковая чаша
Случайный патент: Шоеооюзная j