Способ получения листов из порошков металлов и сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
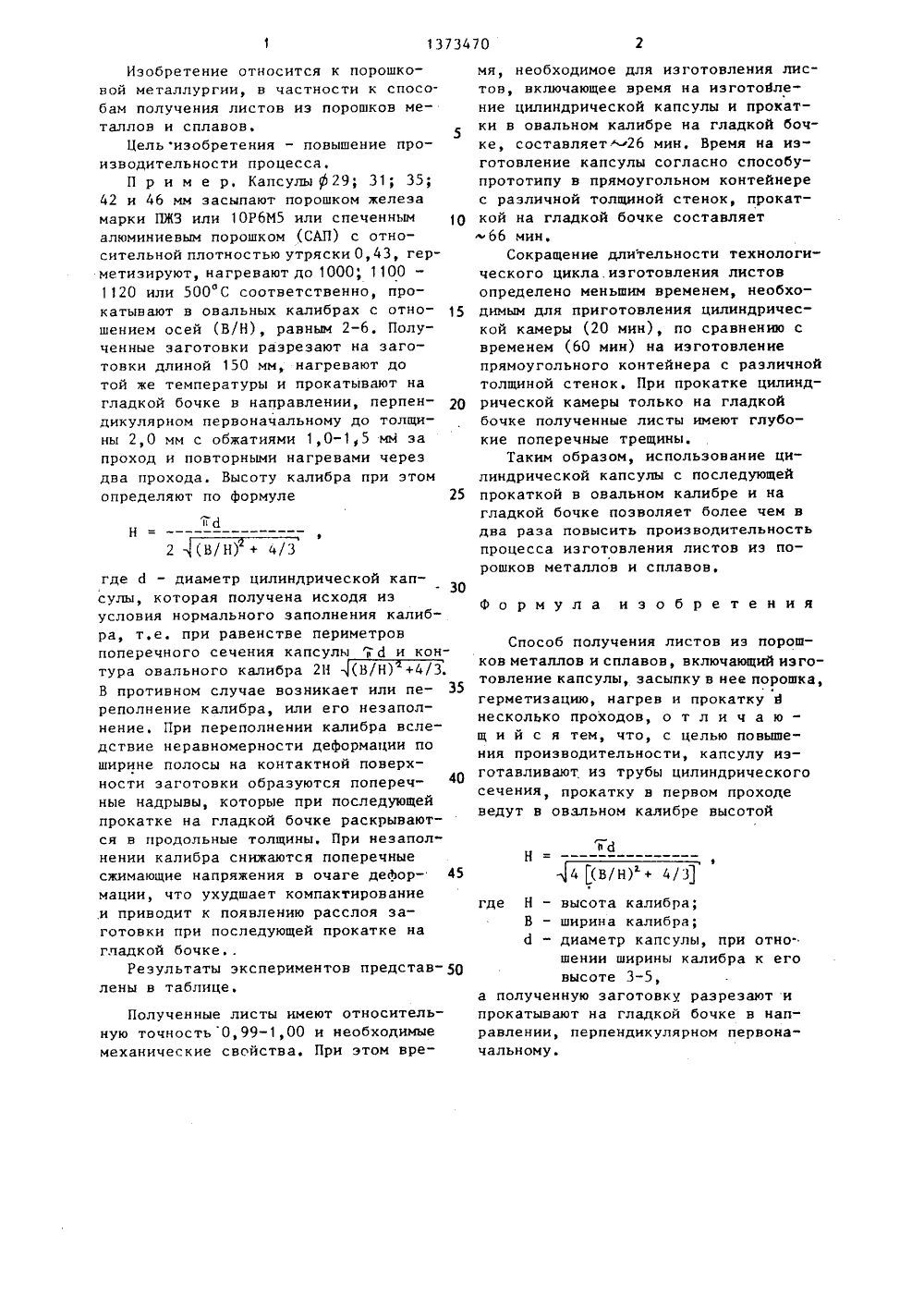
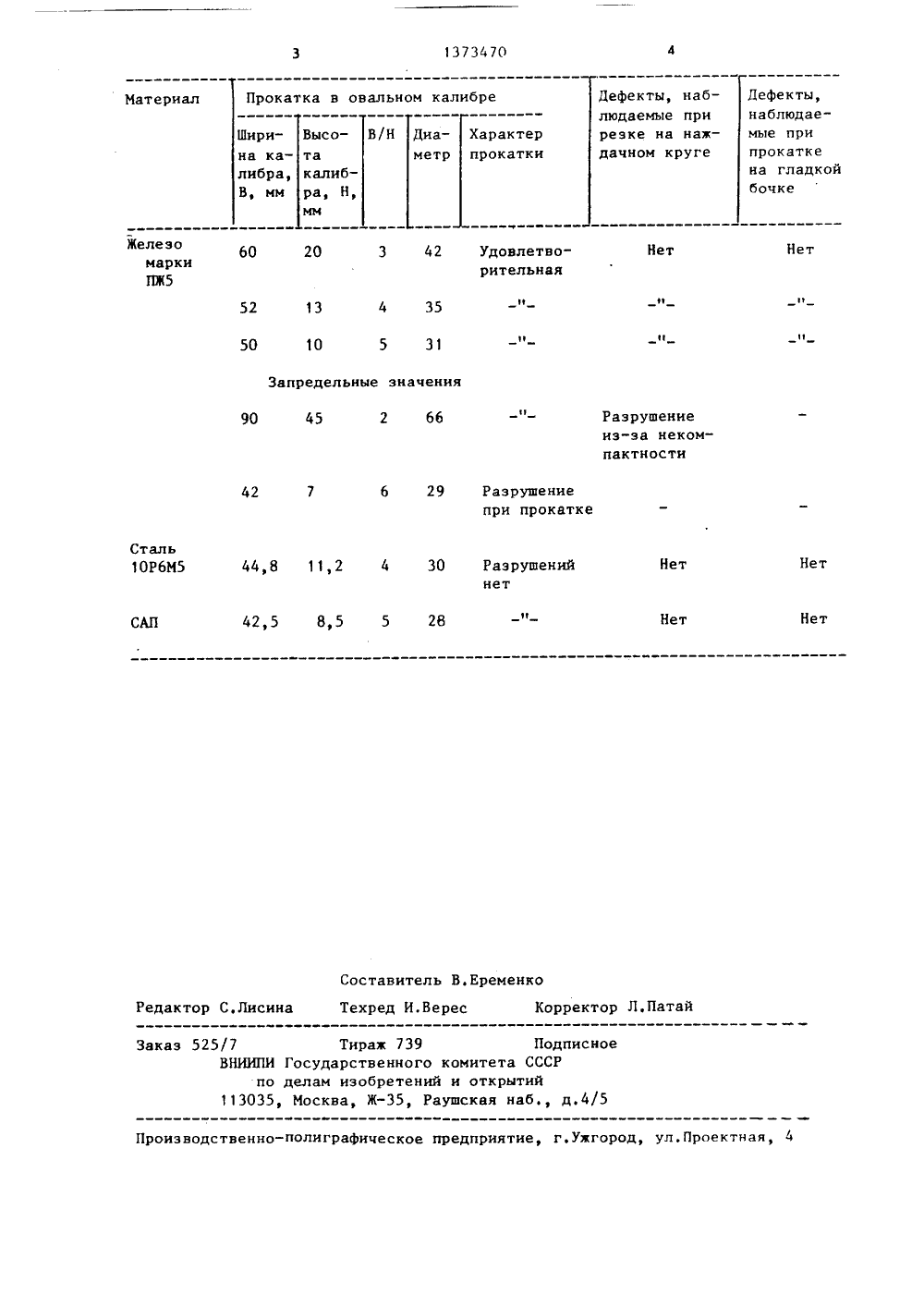
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК а) 4 В 22 Р 3/18 ВЮоьОПИСАНИЕ ИЗОБРЕТЕНИЯК А ВТОРСКОМУ СВИДЕТЕЛЬСТВУ Н = йй/ де Й агот учен вают- диаметр капсулы, Пол овку разрезают, прокать ой бочке в направлении ярмом первоначальному,перпентабл.глад икул ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(54) СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ПОРОШКОВ МЕТАЛЛОВ И СПЛАВОВ(57) Изобретение относится к областипорошковой металлургии, в частностик способам получения листов иэ по 801373470 А 1 рошков металлов и сплавов. Цельюизобретения является повышение производительности процесса . Изготавливают цилиндрические капсулы, которыезасыпают порошком, кристаллиэуют,нагревают до необходимой температурыи прокатывают в овальном калибре сотношением ширины калибра В к еговысоте Н, равным 3-5, При этом высоту калибра определяют из выражения1373470 ической касходя из ретени мула и полнения либпериметпсулы 7 бра воз в очаге ефор- вание де Н - высота каВ - ширина ка й - диаметр кшенин шир а ию расслоя защей прокатке н ибра;псулы, при отно"ны калибра к его гладкой бочке Результаты экспе ентов представвысоте 3 ченную загот ены в таблиц вку разрезают и кой бочке в нап прок атыв ают на г равлении, перпендчальному. ярном первонаИзобретение относится к порошковой металлургии, в частности к способам получения листов из порошков металлов и сплавов.Цель изобретения - повышение производительности процесса,П р и м е р, Капсулы 29; 31; 35;42 и 46 мм засыпают порошком железа марки ПЖЗ или 10 Р 6 М 5 или спеченным алюминиевым порошком (САП) с относительной плотностью утряски 0,43, герметизируют, нагревают до 1000, 1100 1120 или 500 С соответственно, прокатывают в овальных калибрах с отношением осей (В/Н), равным 2-6. Полученные заготовки разрезают на заготовки длиной 150 мм, нагревают до той же температуры и прокатывают на гладкой бочке в направлении, перпендикулярном первоначальному до толщины 2,0 мм с обжатиями 1,0-1,5 мм за проход и повторными нагревами через два прохода. Высоту калибра при этом определяют по формуле 11 С 1 Н1 где д - диаметр цилин сулы, которая получен условия нормального з ра, т,е. при равенств поперечного сечения к тура овального кали 2 Н В противном случае никает или переполнение калибра, или его незаполнение, При переполнении калибра вследствие неравномерности деформации по ширине полосы на контактной поверхности заготовки образуются поперечные надрывы, которые при последующей прокатке на гладкой бочке раскрываются в продольные толщины. При незаполнении калибра снижаются поперечные сжимающие напряжениямации, что ухудшает компаки приводит к появленготовки при последую Полученные листы имеют относительную точность 0,99-1,00 и необходимые механические свойства. При этом время, необходимое для изготовления листов, включающее время на изготовление цилиндрической капсулы и прокат 5ки в овальном калибре на гладкой бочке, составляет 26 мин, Время на изготовление капсулы согласно способупрототипу в прямоугольном контейнерес различной толщиной стенок, прокат 10 кой на гладкой бочке составляет66 мин,Сокращение длительности технологического цикла.изготовления листовопределено меньшим временем, необхо 15 димым для приготовления цилиндрической камеры (20 мин), по сравнению свременем (60 мин) на изготовлениепрямоугольного контейнера с различнойтолщиной стенок. При прокатке цилинд 20 рической камеры только на гладкойбочке полученные листы имеют глубокие поперечные трещины,Таким образом, использование цилиндрической капсулы с последующей25 прокаткой в овальном калибре и нагладкой бочке позволяет более чем вдва раза повысить производительностьпроцесса изготовления листов иэ порошков металлов и сплавов. Способ получения листов иэ порошков металлов и сплавов, включающий изготовление капсулы, засыпку в нее порошка, герметизацию, нагрев и прокатку М несколько проходов, о т л и ч а ю - щ и й с я тем, что, с целью повыше ния производительности, капсулу изготавливают иэ трубы цилиндрического сечения, прокатку в первом проходе ведут в овальном калибре высотой137347 О Дефекты,наблюдаеДефекты, набПрокатка в овальном калибре Материал Высо- В/Н Диа- Характер метр прокатки ШириНет Нет 3 42 Удовлетво- рительная 20 52 13 50 10 Запредельные значения 2 66 90 45 Разрушениеиз-за некомпактности 6 29 Разрушениепри прокатке 42 7 Сталь10 Р 6 М 5 Нет Нет 44,8 11,2 4 30 Разрушенийнет Нет Нет 425 8 ф 5 5 28 Составитель В.Еременко Редактор С.Лисина Корректор Л,Патай Техред И.Верес Заказ 525/7 Тирах 739 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д.4/5Производственно-полиграфическое предприятие, г.Ухгород, ул,Проектная, 4 на калибра,В, мм Железо60маркиПЖ 5 такалибра, Н,мм 4 35 5 31 людаемые прирезке на наждачном круге мые припрокаткена гладкойбочке
СмотретьЗаявка
3918408, 28.06.1985
ПРЕДПРИЯТИЕ ПЯ Р-6762, ИНСТИТУТ МЕТАЛЛУРГИИ ИМ. А. А. БАЙКОВА
ВИТОРСКИЙ ЯРОСЛАВ МИХАЙЛОВИЧ, ПАНОВКО ВИКТОР МИХАЙЛОВИЧ, СМОЛИН ЛЕОНИД ВАЛЕНТИНОВИЧ, ФИЛИМОНОВА ЕВГЕНИЯ ЯКОВЛЕВНА, ШЕЛЕСТ АНАТОЛИЙ ЕФИМОВИЧ, ЮСУПОВ ВЛАДИМИР САБИТОВИЧ
МПК / Метки
МПК: B22F 3/18
Метки: листов, металлов, порошков, сплавов
Опубликовано: 15.02.1988
Код ссылки
<a href="https://patents.su/3-1373470-sposob-polucheniya-listov-iz-poroshkov-metallov-i-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения листов из порошков металлов и сплавов</a>
Способ изготовления ребристого проката из металлов, сплавов, металлических порошков и пластмасс

Номер патента: 117271
Опубликовано: 01.01.1958
Автор: Гонопольский
Метки: металлических, металлов, пластмасс, порошков, проката, ребристого, сплавов
...матричные башмаки и которая пер мешается по опорным роликам вместе с нижней опорной плитой.Толщина листовой заготовки для проката выбирается из расчета н обходимого количества материала для образования ребер и толщины п товой плиты. Объем сыпучего материала выбирается с учетом прессов; ния и спекания его и необходимый плотности (прочности) готового и: дел пи. На фиг, 1 и фиг, 2 показана схема реверсивного прокатного стан; Стан состоит из клети с одним валком 1 и гусеничной цепи 2. Звень цепи представляют собой матричные башмаки, в которых формируюгс ребра заданного проката, В зоне деформации металла цепь перемешае. ся по опорным роликам 3, расположенным в шахматном пооядке, ил по рольгангу 4 вместе с опорной плитой 5Для облегчения...
Используемый при стопочной ковке листов из сусальных металлов и сплавов

Номер патента: 341574
Опубликовано: 01.01.1972
Авторы: Андрющенко, Иванов, Кос, Пат, Пучков, Федюнина
МПК: B21J 3/00
Метки: используемый, ковке, листов, металлов, сплавов, стопочной, сусальных
...раств веску полугидрата СаЯо ную массу перемешивают д вания растворителя, после10 шат при температуре 30 - доступа воздуха и влаги. фельной тем его о мелко, рез сито ра(1 ор по /е Н.О о полно чего и 40 С и 96 - 98 2 - 4 яет со . Изгот еоргани тзоор степ дме 15 Порошок, исполке ,листов из суса отличаюш,ийсл теь качества металла, кальция п стеари 20 следующем соотноСернокислый Стеариновая зуемый при стопльных металловчто, с цельюон состоит из сеоной кислоты,шенин (в %):сальцииислота очнои кови сплавов, улучшения рнокислоговзятых в й вполугидрат Са 504 льтате прокалива Са 504 2 НаО при т тасть порошка 6 - -98 ни ем НО получают в ре ернокислого кальция Изобретение относится к области обработ:и давлением сусальных мегаллов и сплавов.Известно,...
Способ получения порошка легких металлов или их сплавов

Номер патента: 722683
Опубликовано: 25.03.1980
Авторы: Диков, Уваров, Уварова
МПК: B22F 9/00
Метки: легких, металлов, порошка, сплавов
...в присутствии даже небольших количеств влаги иод вступает в ре3 722683 акцию с водой с образованием двух кис- но лот - иодистоводородной (НЗ) и иодно- из1 ватистой (НОЭ). Эта реакция разрушает 9 окисную пленку на отдельных участкахповерхности металлических частиц, при 5 н этом выделяется большое количество к тепла и в реакцию вступает металл. Та- ( ким образом, возникает как бы непрерыв ли ный процесс разрушения защитного слоя окиси металла. 10 шЦелью изобретения является обеспечение стабильности свойств порошка придлительном хранении. Для достижения поставленной цели предложен способ получения порошка легких металлов или их сплавов путем их размола в атмосфере инертного газа, который отличается от известного тем, что размол ведут в...
Способ получения листов из высокопрочных металлов и сплавов
Номер патента: 294657
Опубликовано: 01.01.1971
Авторы: Аксенов, Брежнев, Быковский, Калугин, Кодобов, Рудаков, Хом
МПК: B21B 1/38
Метки: высокопрочных, листов, металлов, сплавов
...В, ф. Калугин, Е. А. Рудаков, А. Г. Ко Г. С. Быковский, Б, Н, Аксенов и А. П, Хомячков бовявит ОСОБ ПОЛУ НИЯ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЪЕТАЛЛОВ И СПЛАВОВ диего конца, создатрехмерного течения пакета. Пакет задай прокатки,тени едмет изо лучения листсплавов, вкл и холодную что, с целью вышения пл ают из листо уклоном по ов из высоко ючающий сбо прокатку, оисключения аншетности в с одинако ширине. рочных ку лис- личаюгофров листов, во наСпособ пометаллов и0 тов в пакетитийся тем,кромок и попакет собирправленным с обеих который Изобретение относится к технологии прокатного производства.Известные способы производствакаткой пакетов не обеспечиваютпланшетности и качества повервызвано невозможностью выравтяжек по ширине листов,...
Способ получения листов из сплавов молибдена горячей прокаткой
Номер патента: 713626
Опубликовано: 05.02.1980
Авторы: Карелин, Корчагин, Кузнецов, Пановко, Пчицкий, Репина, Соколов, Уманский
МПК: B21B 3/00
Метки: горячей, листов, молибдена, прокаткой, сплавов
...не менее 80-ООж Я.Недостатком такразвитие значигельконтактных зон д.дит к образованиюмвлоппастичных сплавах.Известен способ получения листа, япример, из сплава молибдена (ММС),включающий горячее прессование и проку в направлении, перпендикулярном ос. Кузнецов, А. М. Уманский,П. Репина и И. В, Соколов первичной деформации. При епосле прессования составляетмарная вытяжка после прокатЭтот способ позволяет умконтактные вонью деформациино воздействовать нв грубоэерструктуру прессованной загогозначительная по величине вынаправлении приводит к анизосвойств на горячекатаном лисразмеров.Белью изобретенияанизотропии пластическкости листа и повышепрн листовой штамповкЗаказ 9170/5 Тираж986 Подписное ЦНИИПИ Государственного комитета СССР по...
Предыдущий патент: Шиберный ковшевой затвор
Следующий патент: Способ тангенциального точения
Случайный патент: Ограничитель грузоподъемности стреловых кранов