Способ поверхностного упрочнения быстрорежущей стали
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1353824
Авторы: Зискиндович, Калинина, Попандопуло, Тимофеев, Филиппов



Текст
3 СОВЕТСКИЦИАЛИСТИЧЕСН УБЛИК с 19) (11 ИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМ ДЕТЕВЬСТВУ ск пуло,(57)нениюпользводст ПОСОБ ПОВЕРХНОСТНОГО УП1 СТРОРЕЖУЩЕЙ СТАЛИэобретение относится кматериалов и может бытьвано в инструментальноме при изготовлении зубчв из инструментальных ЧНЕс произ тых шеве ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИИ(56) Артамонова Б.А. и др. Раэлектрическая обработка металлшая школа, 1978, с. 103-109.Фотеева Н.К. Технология элэрозионной обработки. - И.:строение, 1980, с. 46. Цель изобретения - повышение износостойкости, стабильности режущих свойств и прочности. Поверхностное упрочнение при формировании стружечных канавок при изготовлении зубчатых шеверов на предварительно термообработанных заготовках из стали Р 6 И 5 и Р 18 осуществляли эрозионной обработкой при энергии импульсов 0,001-0,004 Дж, длительности импульса 3-12 мкс, частоте следования импульсов 22-50 кГц,напряжении 30-50 В и низким отпуском при 250 о260 С в течение 4-6 ч. Обработка сопровождается образованием минимального обьема оплавления . вторичнозакаленного слоя глубиной 20-30 мкм состоящего из высоколегированного тетрагонального мартенсита,остаточного аустенита и зоны термического влияния глубиной до 0,1 мм, твердость в которой частично восстанавливается при отпуске. 1 табл.1 13Изобретение относится к упрочнению материалов и может быть использовано в инструментальном производстве при изготовлении зубчатых шеверов из инструментальных сталей.Цель изобретения - повышение износостойкости, стабильности режущих свойств и прочности.В таблице приведены примеры осуществления способа.Поверхностное упрочнение при изготовлении зубчатых шеверов осуществляли при формировании стружечных канавок на предварительно термообработанных заготовках из стали Р 6 М 5 и Р 18 эрозионной обработкой и последующего низкого отпуска,Формирование стружечных канавок на режимах электроэрозионной обработки при энергии импульса 0,001- 0,004 Дж, длительности импульса 3- 12 мкс,частоте следования импульсов 22-50 кГц, напряжении 30-50 В сопровождается образованием минимального объема оплавления, вторично закаленного слоя глубиной 20-30 мкм, состоящего из высоколегированного тетрагонального мартенсита, образующегося за счет растворения карбидов, остаточного аустенита (эвтектического и первичного) и эоны термического влияния с пониженной твердостью глубиной до О, 1 мм. При последующем нагреве шеверов в масляной ванне в течение 4-6 ч при 220-260 С частично восстанавливается твердость в зоне термического влияния за счет превращений карбидов, осуществляется отпуск свежеэакаленного мартен- сита, снимаются напряжения 1-го и 2-го рода. В случае уменьшения длительности импульсов (менее 3 мкс) снижения частоты их следования (менее 22 кГц) снижения энергии (менее 0,001 Дж) и понижения напряжения (ниже 30 В) глубина упрочненного слоя становится меньше 10 мкм, что приводит к малой нагрузочной способности и низкой износостойкости режущих кромок инструмента. Снижение температуры 53824 2нагрева (менее 250 фС) и времени выдержки (менее 4 ч) не приводит квосстановлению твердости в зонетермического влияния, а повышениетемпературы нагрева сверх 260 С снижает твердость поверхностного слояиз-за распада мартенсита и коагуляции карбидов. Увеличение временивыдержки (более 6 ч) не вызываетповышения твердости в зоне прижогаи экономически невыгодно,Электроэрозионную обработку производили на станке 4 Д 722 В с генератором импульсов ШГИ 63-440 методомкопирования фасонным электродом-инструментом,формирующие токопроводящие элеменТы которого выполнены иэмедной проволоки круглого сечения.В качестве рабочей среды использовали керосин, При испытаниях настойкость инструмента при шевинговании за коэффициент стойкости прототипа принято К=1.0 при режиме ре Б зания 1,6 м/с продольная подача118 мм/мин, глубина резания 0,02 мм.Использование способа поверхностного упрочнения быстрорежущей сталиобеспечивает повышение износостойкосЗ 0 ти инструмента и изгибной прочностирежущих элементов шеверов, что обеспечивает увеличение скоростей и усилий резания и повышение эксплуатационной стойкости инструмента. 35 Формула изобретенияСпособ поверхностного упрочнениябыстрорежущей стали, включающийобъемную закалку, высокий отпуск, 40 электроэрозионную обработку и низкий отпуск, о т л и ч а ю щ и й с ятем,что,с целью повышения износостойкости, стабильности режущихсвойств и прочности, электроэрози онную обработку осуществляют приэнергии импульсов 0,001-0,004 Дж,длительности импульсов 3-12 мкс,частоте следования импульсов 2250 кГц и напряжения 30-50 В, а низ кий отпуск проводят при нагревев масляной ванне в течение 4-6 чпри 250-260 С.1353824 Резаеаа обрвботкм рнЧаст нергнямпульса,Дв апрявеннеОРЕМНЯугн В следовання нм-, ПУЛЬСОВ,кгц25 Тираж 550осударственного комитета СССРелам изобретений и открытийМосква, Ж, Раушская наб., д. 4/5 Подписно ул. Проектная Производственно-полиграфическое предприят г ДлнтельНОСТЬимпульса,мкс СоставитеТеехред Л
СмотретьЗаявка
4029989, 22.11.1985
ЛЕНИНГРАДСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. М. И. КАЛИНИНА
ФИЛИППОВ СЕРГЕЙ ПОРФИРЬЕВИЧ, ПОПАНДОПУЛО АВЕНИР НИКОЛАЕВИЧ, КАЛИНИНА ВЕРА ИВАНОВНА, ТИМОФЕЕВ БОРИС ПАВЛОВИЧ, ЗИСКИНДОВИЧ ВЛАДИЛЕН АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: C21D 1/04
Метки: быстрорежущей, поверхностного, стали, упрочнения
Опубликовано: 23.11.1987
Код ссылки
<a href="https://patents.su/3-1353824-sposob-poverkhnostnogo-uprochneniya-bystrorezhushhejj-stali.html" target="_blank" rel="follow" title="База патентов СССР">Способ поверхностного упрочнения быстрорежущей стали</a>
Интегральный формирователь импульсов
Номер патента: 1211854
Опубликовано: 15.02.1986
МПК: H03K 3/284, H03K 3/353
Метки: импульсов, интегральный, формирователь
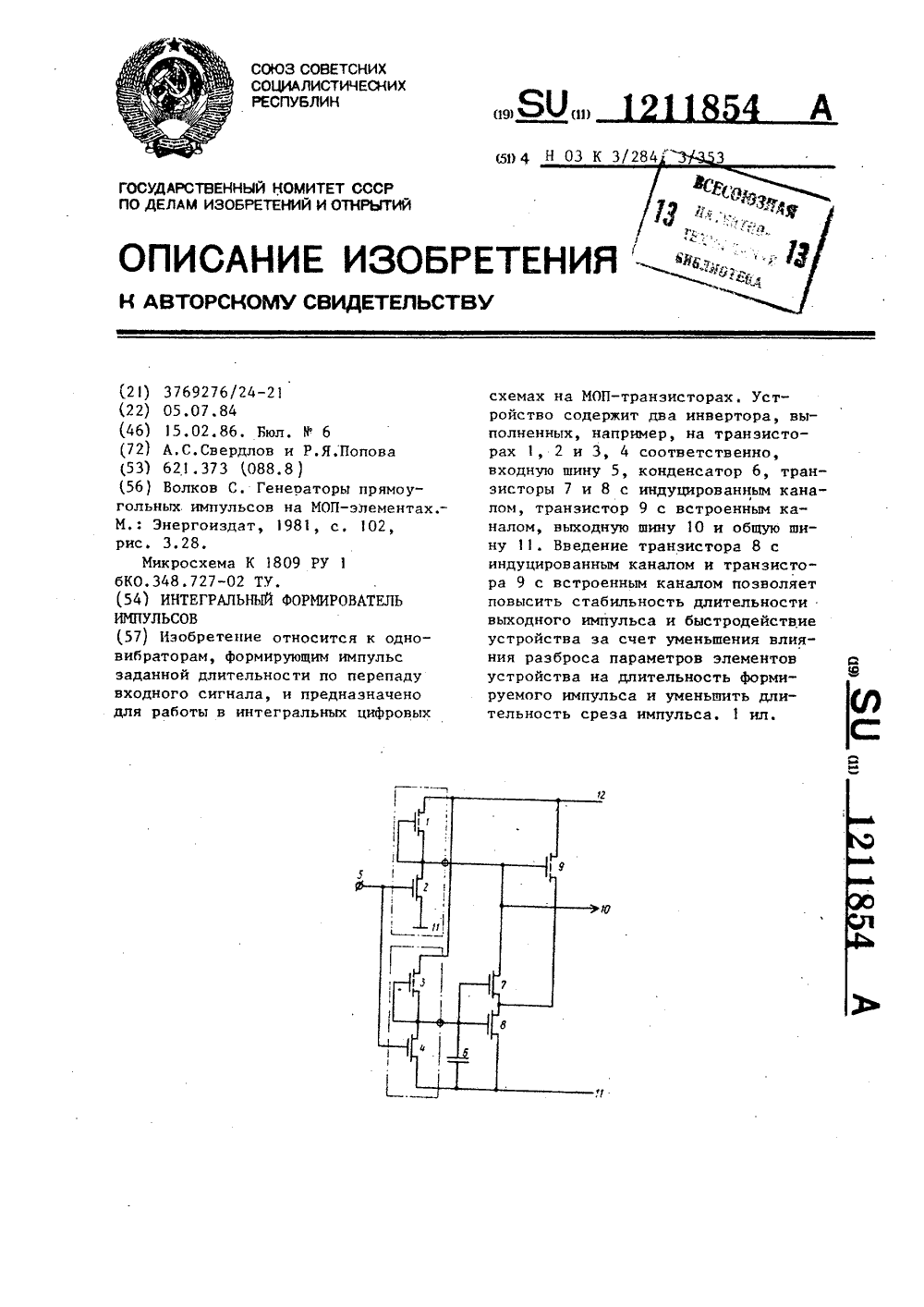
...потенциал высокое напряжение) . Транзисторы 2 и ч инверторов открыты, конденсатор 6 разряжен, на выходнойшине 10- нулевой потенциал (низкоенапряжение) . Отрицательный перепаднапряжения на шине 5 вызывает запирание транзисторов 2 и 4 инверторов. Начинается формирование выходного импульса единичного потенциалана выходной шине 10, длительностьфронта которого определяется временем заряда выходной емкости черезтранзистор 1 первого инвертора,Одновременно начинается заряд конденсатора 6 через транзистор 3 второго инвертора. Когда напряжение наконденсаторе 6 достигнет пороговогонапряжения транзистора 8, он переходит в активный режим и потенциал.11 Р 5.его стока и соответственно истокатранзистора 7 начинает понижаться,Одновременное дальнейшее...
Применение нефтяных сульфокислот (“контакта”) в качестве поверхностно-активных веществ для повышения смачивающей способности воды

Номер патента: 82405
Опубликовано: 01.01.1950
Автор: Подбельский
МПК: G01N 9/02
Метки: веществ, воды, качестве, контакта, нефтяных, поверхностно-активных, повышения, применение, смачивающей, способности, сульфокислот
...11 о-активных веществ, имеет место адсорбция контакты из раствора, в результате чего увеличивается способность угля смачиванию водой. При 15 - 20 мин, кипячении (вместо одного часа) исследуемых материалов в растворе контакта добиваются полного удаления воздуха из пор материалов и получают правильные резульгаты параллельных проб. После кипячения проб гидрофобных твердых тел в 0,5%-ном растворе контакта наблюдается полное осаждение частиц пробы на дно пикнометра. Дальнейшее наполнение пикнометра до мегки можно производить одной дистиллированной водой.Определение удельного веса с применением нефтяных сульфокислот выполняется в следующей последовательности, Проба угля, антрацита, кокса и т. д. измельчается до прохождения через сито с...
Генератор серии импульсов
Номер патента: 651463
Опубликовано: 05.03.1979
МПК: H03K 3/64
Метки: генератор, импульсов, серии
...1 достигаетзначения индукции насыщения Вэ, он насыщается, напряжение на всех обмотках трансформатора 1 спадает до нуля, и транзистор 3 закрывается. Запасенная при этом в сердечнике трансформатора 1 энергия стремится рассеяться. Индукция начинает изменяться в направлении от Вз до В 4 .Индуктируемое при этом на обмоткахтрансформатора напряжение имеет полярность, показанную в скобках. Конденсатор 8 перезаряжается напряжением обмотки 4 до полярности, показанной в скобках по контуру 8 4 18 - 7 - 8, На частном цикле петли гистерезиса магнитное состояние сердечника характеризуется траекторией 1 -4"1 з (фиг. 3). В момент 1, зарядный ток в конденсаторе становится равным отпирающему току: Уа1 одрВагр+ В 1 з+ Вэб Ф Вэбзгде Кргр, К , Кэб, Рай...
Способ формирования скрытого электростатического изображения

Номер патента: 1027688
Опубликовано: 07.07.1983
МПК: G03G 13/06
Метки: изображения, скрытого, формирования, электростатического
...полупроодиика ориентация диполей менее затруднена, чем в кристалличес-у ком состоянии, поэтому плотность связанного заряда в носителе, подвергнутом перед зарядкой воздействию теплового импульса, гораздо больше, чем без воздействия теплового импульса.После выдержки носителя при тем пературе поляризации его охлаждают, в результате чего ооиентированные диполи замораживаются, т,е, фиксиууется положение связанного заряда. Разоядка носителя по нчлевого потенциала означает, что плотность пер воначального заряда снижается до величины, равной плотности связанного заряда, а напряженность внутреннего электрического поля равна нулю. При этом чем больше плотность связанного заряда, тем больше остается на поверхности носителя плотность...
Источник технологического тока

Номер патента: 733220
Опубликовано: 30.10.1984
Авторы: Бихман, Златкин, Лившиц, Полоцкий
МПК: B23P 1/02
Метки: источник, технологического
...и фильтраБлок 2 представляет собой набор(сборку) накопительных емкостей различной величины.Блок 3 управления включением емкостей блока 2 и отводов трансформатора питающих из напряжений блока 1,выполнен из сборки усипителей сигналаи мощных ключей, управляемых усилителями сборки. Сборка усилителей может быть выполнена в виде сборки релес несколькими парами контактов дляуправления одновременно несколькимицепями (включением ключей емкости,включение ключей напряжения и включение ключей производящих дискретноеизменение частоты задающего генератора) .Блок 4 управляемых полупроводниковых ключей выполнен на тиристорах(транзисторах), является выходнымблоком источника и подключен к промежутку между вырезаемой деталью...
Предыдущий патент: Способ термомеханической обработки малоуглеродистых и низколегированных сталей
Следующий патент: Способ термической обработки листов магнитопровода
Случайный патент: Пьезоэлектрический керамический материал