Способ выполнения лезвий на заготовках режущих дисков почвообрабатывающих машин
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1292885
Авторы: Ахременко, Ляшко, Олейниченко, Павлик

Текст
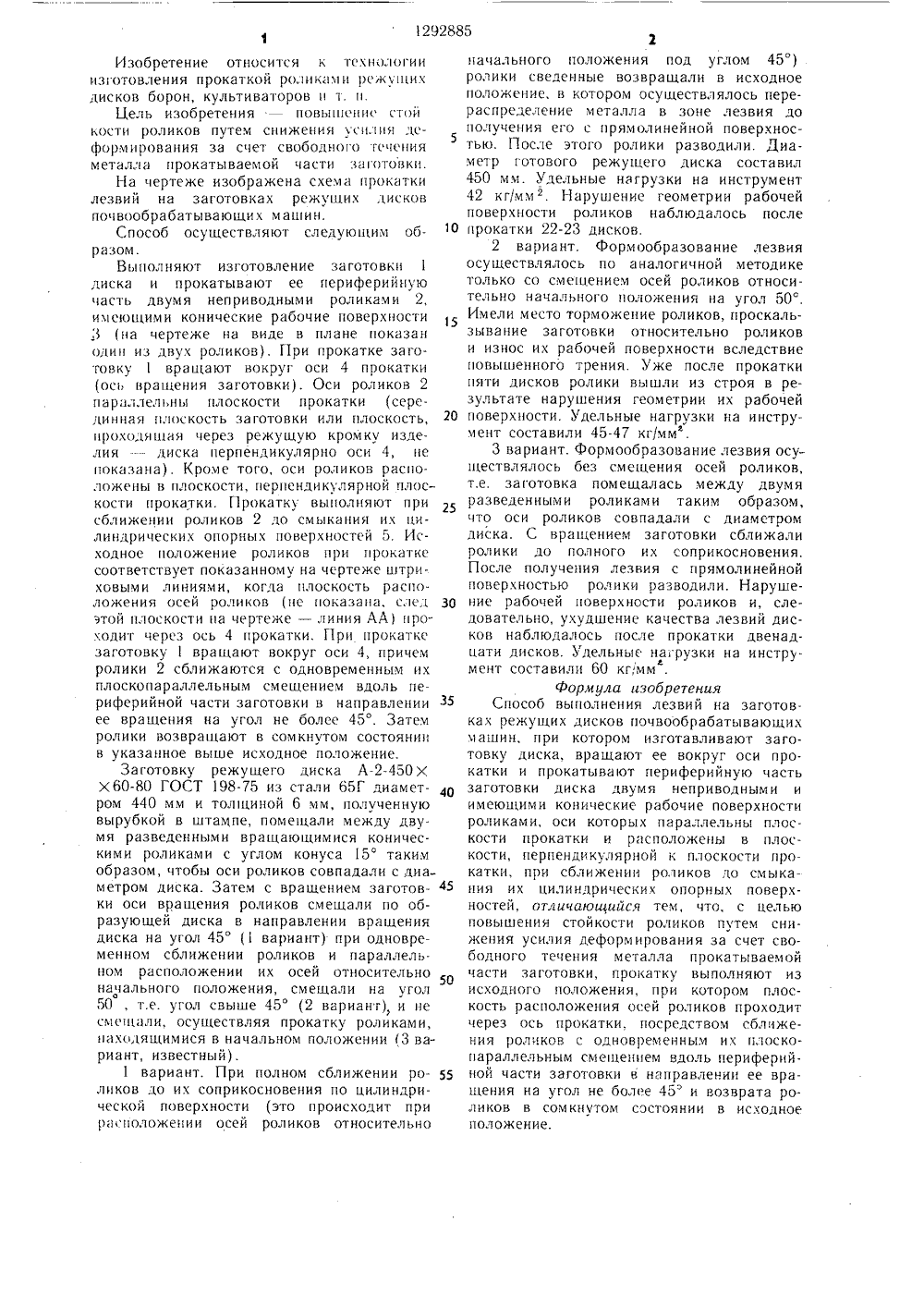
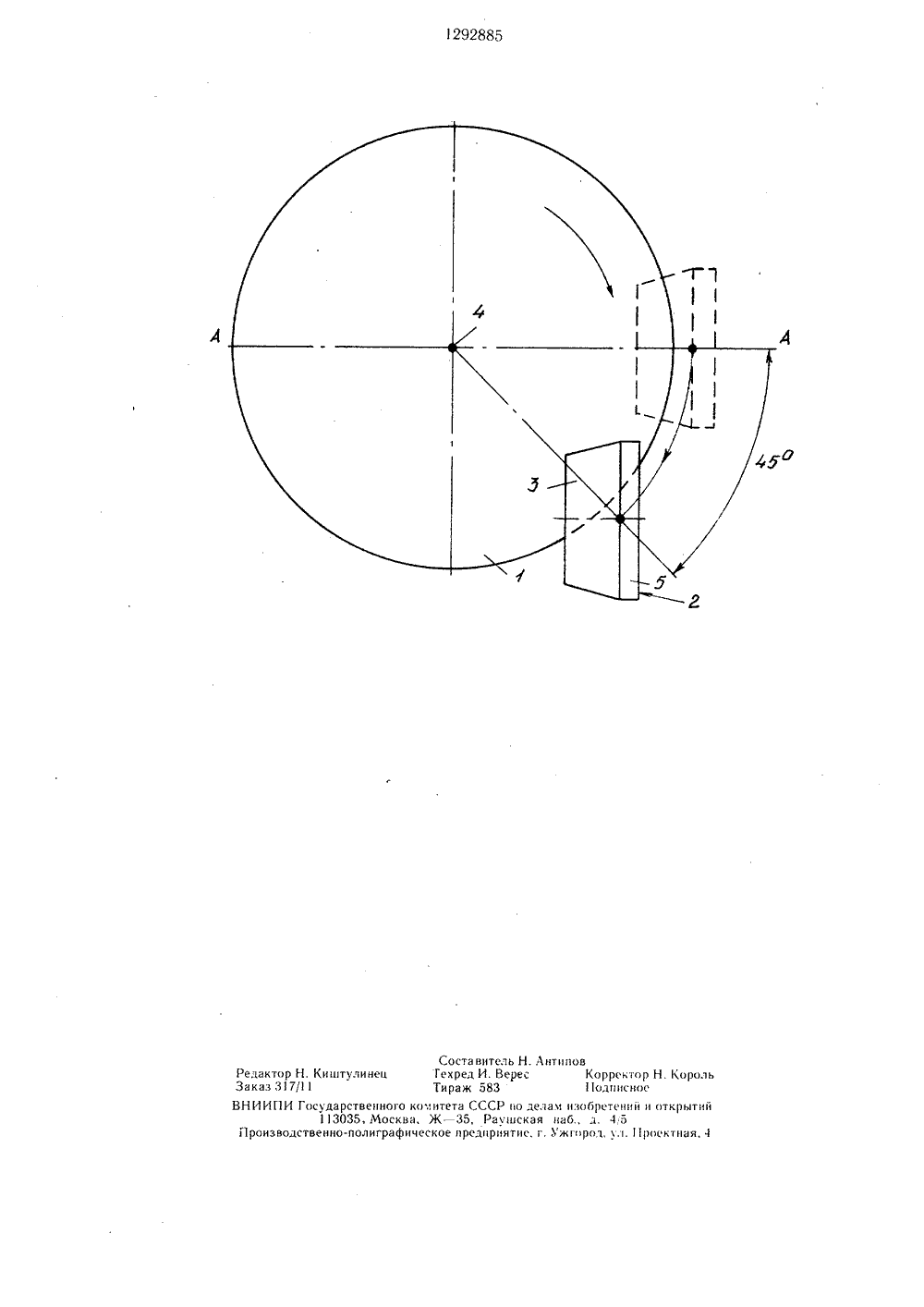
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСНРЕСПУБЛИК 9288 А 19) 59 4 В 21 Н 1/02 ческии ременкоПавлико СССР 1980. ОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ САНИЕ ИЗОБ АВТОРСКОМУ СВИДЕТЕЛЬСТВ(56) Авторское свидетельств854525, кл. В 21 Н 1/02,(54) СПОСОБ ВЫПОЛНЕНИЯ ЛЕЗВИИ НА ЗАГОТОВКАХ РЕЖУЩИХ ДИСКОВ ПОЧВООБРАБАТЫВА 1 ОЩИХ МАШИН (57) Изобретение относится к технологии прокатки лезвий режущих дисков сельхозмашин и позволяет повысить стойкость инструмента - прокатных конических роликов. Для этого при вращении заготовки диска ролики сближаются и одновременно смещаются вдоль периферийной части заготовки в направлении вращения последней на угол до 45. Затем ролики в сомкнутом состоянии возвращаются в исходное положение для калибровки лезвия. Такая схема прокатки обеспечивает свободное течение металла заготовки в первой стадии прокатки и тем самым снижение усилия деформирования. 1 ил.Изобретение относится к технологии изготовления прокаткой роликами рсжуших дисков борон, культиваторов и т. и.Цель изобретения повышение стой кости роликов путем снижения усилия дсформирования за счет свободного течения металла прокатываемой части заготовки.На чертеже изображена схема прокатки лезвий на заготовках режугцих дисков почвообрабатываюших машин.Способ осуществляют следующим образом.Выполняют изготовление заготовки 1 лиска и прокатывают ее периферийную часть двумя неприводными роликами 2, имеющими конические рабочие поверхности(на чертеже на виде в плане показан олин из двух роликов). При прокатке заготовку 1 вращают вокруг оси 4 прокатки (ось врашения заготовки). Оси роликов 2 параллельны плоскости прокатки (серединная плоскость заготовки или плоскость, 20 проходяшая через режущую кромку изделиялиска перпендикулярно оси 4, не показана). Кроме того, оси роликов расположены в плоскости, перпендикулярной плоскости прокатки. Прокатку выполняют при сближении роликов 2 до смыкания их цилиндрических опорных поверхностей 5. Исходное положение роликов нри прокатке соответствует показанному на чертеже штриховыми линиями, когда плоскость расположения осей роликов (нс показана, след ЗО этой плоскости на чертеже - линия АА) проходит через ось 4 прокатки. При прокатке заготовку 1 вращают вокруг оси 4, причем ролики 2 сближаются с одновременным их плоскопараллельным смещением вдоль периферийной части заготовки в направлении З 5 ее вращения на угол не более 45. Затем ролики возвращают в сомкнутом состоянии в указанное выше исходное положение.Заготовку режущего диска А-450 ХХ 60-80 ГОСТ 198-75 из стали 65 Г диаметром 440 мм и толщиной 6 мм, полученную вырубкой в щтампе, помещали между двумя разведенными враШаюШимися коническими роликами с углом конуса 15 таким образом, чтобы оси роликов совпадали с диа метром диска. Затем с врашением заготов ки оси вращения роликов смешали по образуюшей диска в направлении вращения диска на угол 45 (1 вариант) при одновременном сближении роликов и параллельном расположении их осей относительно начального положения, смещали на угол 50, т.е. угол свыше 45 (2 вариант), и не смешали, осуществляя прокатку роликами, нахоляшимися в начальном положении (3 вариант, известный).1 вариант. При полном сближении ро ликов до их соприкосновения по цилиндрической поверхности (это происходит при расположении осей роликов относительно 1292885начального положения под углом 45) ролики сведенные возвращали в исходное положение, в котором осушествлялось перераспределение металла в зоне лезвия до получения его с прямолинейной поверхностьк. После этого ролики разводили. Диаметр готового режу щего диска составил 450 мм. Удельные нагрузки на инструмент 42 кг/мм . Нарушение геометрии рабочей поверхности роликов наблюдалось после прокатки 22-23 дисков.2 вариант. Формообразование лезвияосуществлялось по аналогичной методике только со смещением осей роликов относительно начального положения на угол 50.Имели место торможение роликов, проскальзывание заготовки относительно роликов и износ их рабочей поверхности вследствие повышенного трения. Уже после прокатки пяти дисков ролики вышли из строя в результате нарушения геометрии их рабочей поверхности. Удельные нагрузки на инструмент составили 45-47 кг/мм.3 вариант. Формообразование лезвия осуществлялось без смещения осей роликов, т.е. за готовка помешалась между двумя разведенными роликами таким образом, что оси роликов совпадали с диаметром диска. С вращением заготовки сближали ролики до полного их соприкосновения, После получения лезвия с прямолинейной поверхностью ролики разводили. Нарушение рабочей поверхнссти роликов и, следовательно, ухудшение качества лезвий дисков наблюдалось после прокатки двенадцати дисков. Удельные нагрузки на инструмент составили 60 кг,мм .Формула изобретенияСпособ вьполнения лезвий на заготовках режуших дисков почвообрабатываюших м ашин, при котором изготавливают заготовку диска, вращают ее вокруг оси прокатки и прокатывают периферийную часть заготовки диска двумя неприводными и имеющими конические рабочие поверхности роликами, оси которых параллельны плоскости прокатки и расположены в плоскости, перпендикулярной к плоскости прокатки, при сближении роликов ло смыкания их цилиндрических опорных поверхностей, отличающийся тем, что, с целью повышения стойкости роликов путем снижения усилия деформирования за счет свободного течения металла прокатываемой части заготовки, прокатку выполняют из исходного положения, при котором плоскость расположения осей роликов проходит через ось прокатки, посредством сближения роликов с одновременным их плоско- параллельным смешением вдоль периферийной части заготовки в направлении ее вращения на угол не более 45 и возврата роликов в сомкнутом состоянии в исходноеположение.1 нтппо елая изя наб.,г. жгр Соста витель Н. улинеп Гехред И. Верес Тираж 583 ственного ко;,итета СССР но д 35, Москва, Ж, Раушск полиграфическое предприятие
СмотретьЗаявка
3808607, 06.11.1984
ЖДАНОВСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ИНСТИТУТ
ЛЯШКО АЛЕКСАНДР РОМАНОВИЧ, АХРЕМЕНКО АНАТОЛИЙ ИВАНОВИЧ, ОЛЕЙНИЧЕНКО ВИКТОР КОНСТАНТИНОВИЧ, ПАВЛИК ВЛАДИМИР ГРИГОРЬЕВИЧ
МПК / Метки
МПК: B21H 1/02
Метки: выполнения, дисков, заготовках, лезвий, машин, почвообрабатывающих, режущих
Опубликовано: 28.02.1987
Код ссылки
<a href="https://patents.su/3-1292885-sposob-vypolneniya-lezvijj-na-zagotovkakh-rezhushhikh-diskov-pochvoobrabatyvayushhikh-mashin.html" target="_blank" rel="follow" title="База патентов СССР">Способ выполнения лезвий на заготовках режущих дисков почвообрабатывающих машин</a>
Устройство для воздействия на угол излома оси шарнирно сочлененного транспортного средства (его варианты)

Номер патента: 1258321
Опубликовано: 15.09.1986
Авторы: Дьердь, Ене, Иштван, Йожеф
МПК: B62D 5/28
Метки: варианты, воздействия, его, излома, оси, сочлененного, средства, транспортного, угол, шарнирно
...ось 42 секции 2 транспортного средства управляется посредством рулевого управления 43 через передачу 44 на рулевую сошку 45, угол поворота которой пропорционален углу поворота управляемых передних колес. К рулевой сошке 45 подключен чувствительный элемент угла поворота управляемых колес,. выполненный в виде задающего гидроцилиндра 46.10Поршень 47 гидроцилиндра 46 соединен шарнирно с рулевой сошкой 45, а его гидравлическая. камера 48 соединена трубопроводом 49 с жидкостной камерой 50 гидроцилиндра 51. Пор шень 52 гидроцилиндра подпружинен пружиной 53 и соединен с входом блока 41 сравнения. Кроме того, к входу блока 41 сравнения подключен поршень 54 гидроцилиндра 55, жидкостная 20 камера 56 которого трубопроводом 57 соединена с...
Приспособление для смазки осей поддерживающих роликов транспортера

Номер патента: 32271
Опубликовано: 30.09.1933
Автор: Фролов
МПК: F16N 13/12
Метки: осей, поддерживающих, роликов, смазки, транспортера
...к оси ролика, и фиг. 2 подобный же разрез вдоль оси ролика.для подачи масла из резервуара к роли кам состоит из цилиндра 3 с поршнем 5,шток 4 которого частично заключен во втулку б. Втулка снабжена на наружной поверхности гребенкой, сцепленной с поворачиваемой от руки и закрепляемой в требуемом положении зубчаткой 72, монтированной в цилиндре 3 насоса. На нижнем своем конце шток 4 снабжен пружиной 8 и клиновидным вьхступом 7. При набегании ролика 2 на выступ 7 штока 4 поршень 5рез клапан 9 в трубку 70, из которой масло направляется на войлочную набивку ролика 2. После прохождеяия ролика 2 пружина 8 оттягивает поршень 5 обратно вниз, вследствие чего масло из резервуара всасывается через клапана П в цилиндр 3 насоса. Таким...
Способ холодной прокатки труб t несколькими рядами роликов

Номер патента: 167803
Опубликовано: 01.01.1965
Авторы: Вородии, Моисеев, Рыжков
МПК: B21B 21/00
Метки: несколькими, прокатки, роликов, рядами, труб, холодной
...что увеличивает производительность процесса прокатки. Способ холодной прокатки труб несколькими рядами роликов, отличающийся тем, что 0 с целью повышения производительности, увеличения длины зоны обжатия и применения различной развалки калибров роликов в ря дах, трубу прокатывают несколькими рядами роликов с поворотом трубы за каждый двой 5 ной ход рабочей клети. Подписная группа М 20 Известны способы холодной прокатки труб роликами, в том числе с поворотом трубы за каждый двойной ход клети, заключающийся в том, что прокатку трубы осуществляют на роликовом стане с однорядным сепаратором, причем труба поворачивается после каждого двойного хода сепаратора.Сущность описываемого способа заключается в том, что трубу прокатывают несколькими...
Способ подготовки заготовки к винтовой прокатке

Номер патента: 791438
Опубликовано: 30.12.1980
Авторы: Вавилкин, Гремяков, Потапов
МПК: B21B 19/02
Метки: винтовой, заготовки, подготовки, прокатке
...нагрев заготовки, после которого выдерживают ее на воздухе до образования на поверхности пленки расплавленных окислов, осуществляют покрытие по всей поверхности под давлением.Это позволяет вести процесс прошивки до конца и получать качественные гильзы.Установлено, что наиболее целесообразно осуществлять покрытие заготовок кристаллическим фрикционным материалом после образования на поверхности заготовок слоя расплавленного окисла путем принудительного внедрения частиц фрикционного материала в этот слой. В этом случае отсутствует необходимость в связующем веществе для покрытия, так как его роль выполняет слой расплавленного окисла, а операция и устройство для нанесения хорошо вписываются в общую технологическую схему....
Устройство для выпрессовки осей поддерживающих роликов из рамы гусеничного трактора

Номер патента: 1192961
Опубликовано: 23.11.1985
МПК: B25B 27/02
Метки: выпрессовки, гусеничного, осей, поддерживающих, рамы, роликов, трактора
...Госупо делам113035, Мос ква, Филиал ППП Пате Изобретение относится к устройствам, применяемым при сборочно-разборочных работах, преимущественно при ремонте тракторов.Цель изобретения - повышение производительности,На фиг. 1 изображено предлагаемое устройство, в исходном положении; на фиг. 2 - то же, в момент выпрессовки оси; на фиг. 3 - то же, в момент окончания выпрессовки оси.Устройство для выпрессовки осей поддерживающих роликов из рамы гусеничного трактора содержит базирующую втулку 1, гидроцилиндр 2 с силовым штоком 3, два Г-образных рычага 4 и 5, толкатель 6, одни концы рычагов 4 и 5 соединены между собой с помощью цилиндрического шарнира 7, ось которого перпендикулярна оси силового штока 3, другие концы жестко соединены с...
Предыдущий патент: Устройство для удаления деталей из штампа
Следующий патент: Инструмент для поперечно-клиновой прокатки изделий из прутка
Случайный патент: Индивидуальный привод непрерывного прокатного стана