Способ диффузионной сварки материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
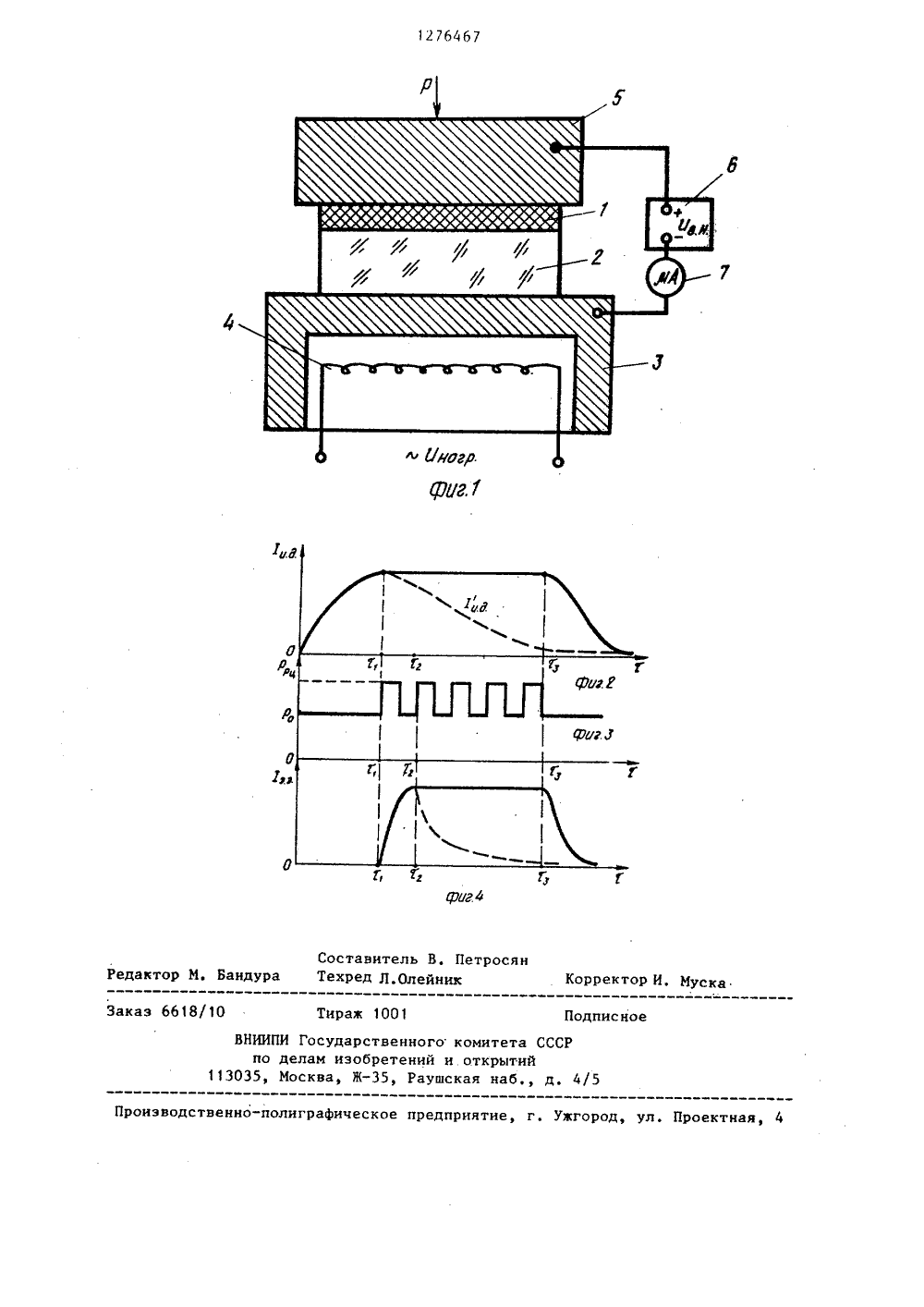
(ц 4 В 23 К 20/14 пособу в чае относится ныи техноло,Циолковског ем с подогревом,узионной сварке, иользовано в электроной и др. промышленносте позволяет интенсицесс и повысить качестДля этого обеспечивавтер экзоэлектроннойаемых металлов по досума тока этой эмиссии,ваемые детали циклинов,, кл. 29-484,Ю СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИК ОСУДАРСТВЕНКЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(71) Московский авиациогический институт им.К,(54) СПОСОБ ДИ 4 ТЕРИЛЛОВ (57) Изобретен сварки давлени стности к диуф может быть исп ной, авиационн тях. Изобретен Фиццровать про во соединения. лавинный харак эмиссии сварив тижении максим нагружая свари чески, 4 ил. ФУЗИОНКОИ СВАРКИ МЛ12Изобретение относится к способусварки давлением с подогревом, в частности к диффузионной сварке, и можетбыть использовано на предприятияхэлектронной, авиационной и др. промьниленности.Целью изобретения является интенсификация процесса и повышение качества соединения.На фиг. 1 показана схема осуществления способа; на фиг. 2 - график изменения тока ионной диффузии в поверхностных слоях свариваемых деталей; на фиг. 3 - график циклическогоприложения нагрузки; на фиг. 4 - график изменения тока экзоэлектроннойэмиссии.Способ осуществляют следующим образом.Свариваемые детали 1 и 2 (Фиг. 1)устанавливают на стол 3, подогреваемый нагревателем 4, и сдавливаютпуансоном 5. К свариваемым деталям1 и 2 прикладывают постоянное напряжение от источника питания 6, Поддействием постоянного напряжения вприповерхностных слоях свариваемыхдеталей возникает ток ионной диффу"зии, достигающий максимума за время7, (фиг. 2), С этого момента сдавливание осуществляют циклически (фиг.3)с периодом, Гц = Т - 7 равным времени достижения максимума тока экзоэлектронной эмиссии 1 э э (фиг. 4),- момент достижения тока экзоэлектронной эмиссии. Время достижениямаксимума тока экзоэлектроннойэмиссии (1 ) определяют конкретноээдля каждого свариваемого материала.Ток ионной диффузии, проходящий череззону соединения, контролируют микроамперметром 7. Суммарное время сваркиопределяют из условия получениязкачественного соединения,Благодаря циклическому нагружениюс момента достижения максимума токаионной диффузии с периодом, равнымвремени достижения максимума токаэкзоэлектронной эмиссии, экзоэлектронная эмиссия, обусловленная движением дислокаций к поверхности, приобретает лавинный характер, увеличивая концентрацию дислокаций на по 76467 2 35 40 45 50 5 10 15 20 25 30 верхности на 2-3 порядка и обеспечивая получение полного физконтакта, чем достигается интенсификация процесса и повышение качества соединения.П р и м е р. Производили диффузионную сварку монокристаллического германия диаметром 10 мм, толщиной 0,2 мм, с окисной пленкой, толщиной 50 А ориентации 11001, К, = 0,05 мкм (обработка поверхности по 14 кл.) со стеклом С 50-2, К = 0,04 мкм (обработка поверхности по 12 кл.), диаметром 10 мм, толщиной 1,2 мм на следующих режимах: температура сварки Т = 653 К; усилие сжатия (постоянное) Р, = 10 МПа; циклическая составляющая усилия сжатия Р = 3,0 МПа; постоянное напряжение У= 1 кВ; максимальный ток ионной диффузии через зону соединения 1, = 80 мкА; максимальный ток экзоэмиссии Еэ,,40 мкА; время достижения максимума тока ионной диффузии , = 2,5 мин; период цикла нагружения- 30-35 с (пик экзоэмиссии у1германия приходится на Т = 653 К); количество циклов нагружения 15; общее время сварки (без времени нагрева и охлаждения, когда И не приложевн.но) э = 10 мин. Механические испытания показали,что прочность зоны соединения не ниже20 МПа. Формула изобрете ния Способ диффузионной сварки материалов, при котором детали нагреваютдо температуры сварки, прикладывают кним постоянное напряжение для создания ионного тока диффузии между соединяемыми поверхностями и сдавливают,о т л и ч а ю щ и й с я тем,"что, сцелью интенсификации процесса и повышения качества соединения, с моментадостижения максимума тока ионной Диффузии сдавливание осуществляют циклически с периодом, равным времени достижения максимума тока экзоэлектронной эмиссии на поверхностных слояхсвариваемых деталей,1276467 Щг.Составитель В. Петросян Техред Л.Олейник Корректор дактор М. Бандур ска писно каз 6618/1 О Тираж 100 аб., д. Производственно-полиграфическое предприятие, г. Ужгород роектн ВНИИПИ Государственного ко по делам изобретений и.о13035, Москва, Ж, Раушска итета СССкрытий
СмотретьЗаявка
3918292, 28.06.1985
МОСКОВСКИЙ АВИАЦИОННЫЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ИМ. К. Э. ЦИОЛКОВСКОГО
ШЛИФЕР СТАНИСЛАВ ЭДУАРДОВИЧ, АНТОНОВ ВАЛЕРИЙ ПЕТРОВИЧ, КАЗАКОВ ВАЛЕНТИН АЛЕКСАНДРОВИЧ, БРАУН АЛЕКСАНДР ГЕОРГИЕВИЧ, ТАИРОВ ВЛАДИМИР НИКОЛАЕВИЧ, ПРИХОДЧЕНКО ВЛАДИМИР АНДРЕЕВИЧ
МПК / Метки
МПК: B23K 20/14
Метки: диффузионной, сварки
Опубликовано: 15.12.1986
Код ссылки
<a href="https://patents.su/3-1276467-sposob-diffuzionnojj-svarki-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Способ диффузионной сварки материалов</a>
Способ определения коэффициентов вторичной ионной эмиссии компонентов образца

Номер патента: 1211645
Опубликовано: 15.02.1986
Авторы: Васильев, Коляда, Нагорная, Черепин
МПК: G01N 27/62, H01J 49/26
Метки: вторичной, ионной, компонентов, коэффициентов, образца, эмиссии
...очиЗ 5 щают поверхность от загрязнений,возникающих при контакте поверхности образца с окружающей средой впроцессе пробоподготовки и вакуумирования. После этого с помощью на гревателя с источником питания произ.водят кратковременный 1-2 минразогрев до 800 С для термическогообезгаживания поверхности образца.После остывания образца в камеру 45 напускают из баллонов с редукторамиактивную по отношению к железу газовую смесь - водород и азот, устанавливая парциальные давлениясоответственно 9 1 О и 3 10 Па.50 Выбор в качестве активного газаазотно-водородной смеси обусловлентем, что в зависимости от темпеО 15 20 25 ния определяется по значению токавторичных ионов в реперной (экстремальной) точке.Тип соединения опреде:,лением активного...
Способ идентификации пиков химических соединений элементов в масс-спектрометрии вторичной ионной эмиссии

Номер патента: 1100656
Опубликовано: 30.06.1984
Авторы: Аникин, Жуков, Киреев, Черепин
МПК: H01J 49/26
Метки: вторичной, идентификации, ионной, масс-спектрометрии, пиков, соединений, химических, элементов, эмиссии
...массой, если же это отношение не зависит от температуры, то ионы с меньшей массой являются осколком молекулы и в образце отсутствуют31.Недостатками этого способа являются:узкая область применения, так как он позволяет идентифицировать толькоВпики, соответствующие ионам, образовавшимся в результате диссоциации более сложной молекулы,усложнение установки за счет применения дополнительного устройства для нагревания образцов и регистрации температурной зависимости вторичных ионов;увеличение времени проведения анализа, что приводит к повышенным требованиям на стабильность экспериментальных условий.Цель изобретения - повышение точности и упрощение анализа. Поставленная цель достигается тем, что согласно способу идентификации циклов...
Способ определения качества соединений, выполненных диффузионной сваркой и реагент для его осуществления

Номер патента: 822453
Опубликовано: 20.04.2005
Авторы: Матюшкин, Никифоров, Редчиц
МПК: B23K 28/00
Метки: выполненных, диффузионной, качества, реагент, сваркой, соединений
1. Способ определения качества соединений, выполненных диффузионной сваркой, преимущественно сплавов титана, заключающийся в проплавлении твердофазного соединения дугой и последующей оценке его качества по наличию пор в литой зоне сварочного шва, отличающийся тем, что, с целью повышения чувствительности способа, в зону расплавления вводят реагент, интенсифицирующий зарождение и развитие газовых пузырьков до размеров более 0,01 мм в диаметре на базе микродефектов твердофазного соединения, количество вводимого в зону расплавления реагента и длительность существования этой зоны устанавливают до момента насыщения последней компонентами реагента до предела их растворимости в металле.2....
Устройство для измерения угловых зависимостей вторичной ионной эмиссии

Номер патента: 1465923
Опубликовано: 15.03.1989
Авторы: Гамаюнова, Коваль, Коппе, Соболев
МПК: H01J 49/32
Метки: вторичной, зависимостей, ионной, угловых, эмиссии
...и материалов. При этомдве пары нлоскопараллельных пластинобеспечивают изменение траекториипучка первичных ионов таким образом,чтобы угол падения пучка первичныхионов на мишень сохранялся неизменным при вращении мишени во всеминтервале изменения полярного угла,необходимого для получения достоверных результатоа,Обеспечение неизменного угла падения пучка первичных ионов на мишень ва всем интервале изменения угла регистрации вторичных ионов требует поворота лучка первичных ионовна угол 1, равный углу поворота мишени, путем изменения величины потенциалов подаваемых на плоскопарал1465923 лельные пластины. Связь между углом поворота, геометрическими размерами пластин, их расположением и величиной напряжения на каждой из пластин5можно...
Способ получения тока эмиссии ионов

Номер патента: 964786
Опубликовано: 07.10.1982
Авторы: Кульварская, Мантрова, Яковлева
МПК: H01J 27/00
...начальный ток проводимости и, следовательно, начальный ток эмиссии, исходя из приведенных соотношений, имею =+так как б 2 - 1 и 2 кол 5 л 2 + йс й 2 то Е, уЦк лВ результате процесса миграционной поляризации и образования пространстО венного заряда ионов в слое у поверхности эмиттера, задерживающего движение ионов к поверхности слоя, напряженность поля в слое .со временем изменяется.по закону Е = Е е М 2, где- постоянная времени процесса пе рераспределения поля, уменьшение напряженности поля приводит к умень" шению тока проводимости и соответственно тока эмиссии ионов в вакуум. 2 ОПри включении источника отрицательно заряженных частиц, электрически соединенного с эмнттером ионов, на поверхности эмиттера ионов в силу ограниченной...
Предыдущий патент: Способ диффузионной сварки
Следующий патент: Способ испытаний точечных сварных соединений на статическую и вибрационную прочность
Случайный патент: Способ определения прочностигазосиликатного бетона-сырца иустройство для его осуществления