Модельная оснастка
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
(19) 01) ССЮЭ СОВЕТСКИХСО,ИПФПНЕС 4 ИМРЕСПУБЛИК ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОЩРЫТИЙОПИСАНИЕ ИЗОБРЕТЕНИ(56) 1. Патент Японии Яф 48,кл. 1.1 А 232 (В 22 С 9/12)01.05,73.2. Патент Японии йф 49-37610,кл, 11 А 232 (В 22 С 9/12), опублик.1,1.10;74,(54) (57) МОДЕЛЬНАЯ ОСНАСТКА, содержащая корпус, модельную плиту, подпружиненные выталкиватели и плитувыталкивателей с приводом и упорами,о т л и ч а ю щ а я .с я тем, что,с целью предупреждения брака присьеме формы с модельной плиты и повышения надежности работы, она снабжена клиновидными копирами, одни изкоторых установлены подвижно и вертикально на противоположных боковых .сторонах модельной плиты, а другие -подвижно в горизонтальной плоскостина корпусе с.возможностью взаимодействия с соответствующими йм вертикально установлечными копирами и упорами плиты выталкивателей.1 11000Изобретение относится к литейномупроизводству, в частности к модельной оснастке для получения двухслойных.литейных форм.Известна модельная оснастка дляприготовления стержней, отверждаемых5газом. В нижней половине стержневого ящика помещены подпружиненныетолкателн, приводимые в действиенажимной плитой, сообщающейся с пнев,моцилиндром1 3.Наиболее близкой к предлагаемойявляется модельная оснастка, помещенная в камере нижней половиныстержневого ящика. В камере размеще 15ны подпружиненные выталкиватели,плитавыталкивателей, упоры, Плита выталкивателей приводится в движение упорами, передающими усилие от пневмоцилиндра 2 3.гоНедостатками модельной оснасткиявляются неравномерная скорость перемещения плиты выталкивателей относительно модельной плиты, что приводитк появлению на оболочковых формахг 5трещин и деформаций. Неравномернаяскорость перемещения плиты выталкивателей обуславливается наличиемскачкового трения при перемещенииштока пневмопривода. Кроме того,использование пневмопривода дляперемещения плиты выталкивателейвызывает усложнение системы управления из-за увеличения количестваисполнительной и управляющей аппара- имтуры (электропневмозолотники и клапаны, регулирующая аппаратура, реле си т.д.), что снижает надежностьработы формовочной или стержневой Рмашины. Известная модельная оснастка отделяет оболочковые формы от 40 фнеподвижной модельной плиты с помощью подвижных толкателей, воздейоствующих на толстую оболочку (14 с20 мм). Однако при изготовлении 4двухслойных форм, имеющих значитель мную массу (150 кг и более) и понисженную толщину (2-5 мм) облицовочного слоя - оболочки по сравнениюс оболочковыми формами, протяжкадвухслойной формы толкателями с 50 пнеподвижной модельной плиты приводитк разрушению тонкой оболочки и бра"мку форм.и 30 Цель иэобретения - предупреждение 55 брака двухслойной формы при сьеме ее с модельной плиты, а также повышение надежности работы устройства. 37 2Поставленная цель достигаетсятем, что модельная оснастка, содержашая корпус, модельную плиту, подпружиненные выталкиватели, плиту выталкивателей с приводом н упорами,снабжена клиновицными копирами,однииэ которых установлены подвижно ивертикально на противоположных боковых сторонах модельной плиты, а другие - подвижно в горизонтальнойплоскости на корпусе с возможностьювзаимодействия с соответствующимиим вертикально установленными копирами и упорами плиты выталкивателей.На фиг, 1 показана модельная оснастка, исходное положение; на фиг,2 то же, после протяжки.Устройство содержит подпружиненные выталкиватели 1, плиту 2 выталкивателей, упоры 3, шток 4 и копирное устройство 5, Копирное устройство 5 смонтировано на корпусе модель"ной плиты 6 и состоит из копира 7с выступом, входящим в паз кронштейна 8, жестко соединенного с модельной плитой 6. Копир 7 установленна направляющих кронштейна 8 и имеетприжимное устройство 9, состоящееиз,прижима 10, пружины 11 и опоры12, соединенной с корпусом 13.Корпус 13 установлен на станине(не показана) формовочной мащины, Вкорпусе 13 смонтированы упоры 3 плиты выталкивателей и шток 4. Упор 3еет возможность перемещаться вертикальном положении. Шток 4 сокошенным с одной стороны концом,с другой стороны с закрепленнымоликом 14. установлен в стакане15 и пружиной 16 поджимается к проилю копира 7. Упор 3 имеет ролик 17.Модельная плита 6 перемещаетсят гидроцилиндра (не показан) поредством штока 18. Упоры 3 и шток .имеют устройства, не дающие возожности проворачиваться вокругобственных осей.Устройство работает следующимбразом,После окончания прессования (дорессовки) формовочной смеси формоочная камера 19 с двухслойной форой фиксируется относительно машинызвестными техническими приемами(например с помощью упорных роликов 20, закрепленных на стойке 21)с целью предупреждения перемещенияее вниз при протяжке модельной плиты6 из формы, Модельная плита 6 через1100037 О 15 2 2 О КИПИ Эакаэ 4528/10 Ти филиал ПНП "Патент г.Уагоаж 775 Подписие д, уд,Проектная, 4 3шток 18 посредством гидроцилиндра прессового механизма опускается, перемещая кронштейн 8. Копир 7,прижимаемый к направляющим крояштейна 8 прижимным устройством 9 остается неподвижным до тех пор, пока не вы" берется зазор д между выступом копира 7 и стенкой паза кронштейна 8.При этом шток 4, упор 3, плита 2 выталкивателей и выталкиватели 1 остаются неподвижными, а модельная плита 6 с моделями 22 длускается вниз (фиг.2), Таким образом, происходит отрыв модельной плиты 6 и моделей 22 от оболочки 23 с накопительным слоем смеси 24.%Рабочая поверхность модельной плиты 6 оказывается ниже уровня выталкивателей 1 на величину выбранногозазора а . После выборки зазора дмодельная плита 6 опускается совместно с копиром 7, который своим про-филем перемещает шток 4, сжимаяпружину 16. Упоры .3, опираясь роликами 17 на шток 4 по скосу штока,перемещаются вниз совместно с плитой 2 выталкивателей. Таким образом,плита 6, копирное устройство 5, упоры 3 и плита 2 выталкивателей опускаются вниз до момента выхода ролика14 на прямой участок копира 7, послечего указанные элементы перемещаютсясовместно с прессовым механизмомдо крайнего нижнего положения,35 4Гидроцилиндром прессового механизма перемещается шток 18 совместно с модельной плитой 6. При этом аналогично укаэанному происходит выборка зазора между выступом копира 7 и стенкой паза кронштейна 8 и плита 6 поднимается, а выталкиватели 1 стоят неподвижно до момента установки их в гнезда плиты, т.е. установки эаподлицо с рабочей поверхностью модельной плиты 6. После выборки эазораа плита 6 совместно с копиром 7 поднимаются, ролик 14, перекатываясь по профилю копира 7, перемещает шток 4 вправо, по скосу которого катится ролик 17 с закрепленным на нем упором 16. При этом плита 2 выталкивателей, опирающаяся на упоры 3, поднимается за счет наличия скоса ыа штоке 4.Подъем модельной плиты 6, копирного устройства 5, плиты 2 выталкивателей и упора 3 производится прессовым механизмом до исходного верхнего положения для прессования и при необходимости допрессовки, После чего осуществляется протяжка (опускание модельной, плиты 6), т.е. цикл работы выталкивающего устройства повторяется.Использование предлагаемой модельной оснастки устраняет брак оболочковых и двухслойных форм при протяжке модельной плиты и повышает надежность работы формовочных машин.
СмотретьЗаявка
3556622, 28.02.1983
ХАРЬКОВСКИЙ ФИЛИАЛ ВСЕСОЮЗНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА ЛИТЕЙНОГО МАШИНОСТРОЕНИЯ, ЛИТЕЙНОЙ ТЕХНОЛОГИИ И АВТОМАТИЗАЦИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
КАПЛУН ВЕРА ИВАНОВНА, ВИШНЯКОВ КОНСТАНТИН ИВАНОВИЧ
МПК / Метки
МПК: B22C 7/04
Опубликовано: 30.06.1984
Код ссылки
<a href="https://patents.su/3-1100037-modelnaya-osnastka.html" target="_blank" rel="follow" title="База патентов СССР">Модельная оснастка</a>
Модельная оснастка для изготовления разовых форм
Номер патента: 1379071
Опубликовано: 07.03.1988
Авторы: Гольдин, Киян, Орлов, Скирдов, Уваров, Чикунов
МПК: B22C 7/04
Метки: модельная, оснастка, разовых, форм
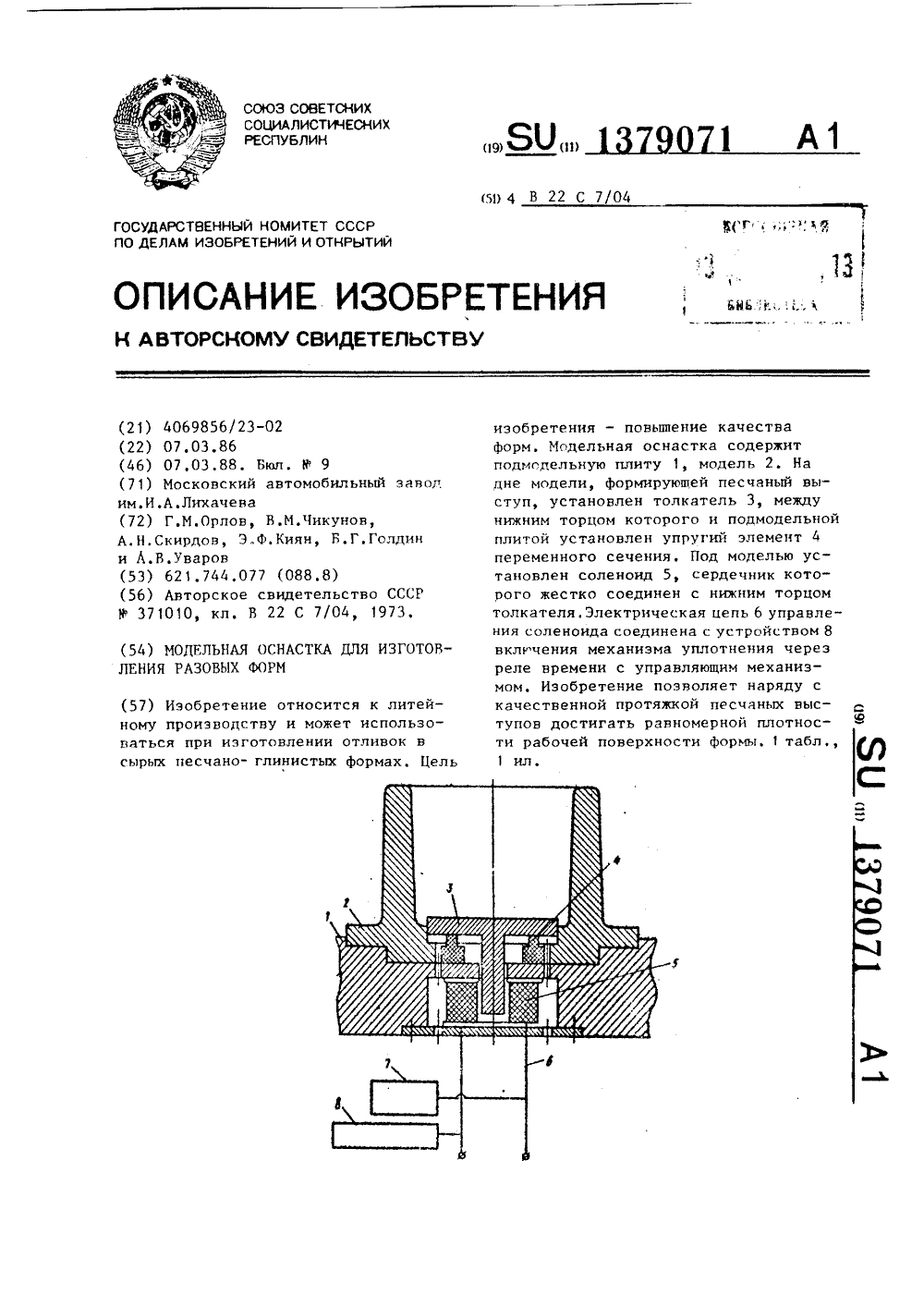
...оснастки, 1 ОМодельная оснастка состоит из подмодельной плиты 1, на которой установлена модель 2. На дне модели, формирующей песчаный выступ установлен толкатель 3, между нижним торцом которого и подмодельной плитой смонтирован упругий элемент 4 переменного сечения.В подмодельной плите под моделью установлен соленоид 5, сердечник которого жестко соединен с нижним торцом толкателя. Электрическая цепь 6 управления соленоида соединена с устройством включения механизма 8 уплотнения через реле 7 времени с упранля ющим механизмом.Процесс уплотнения разовых форм с применением модельной оснастки осуществляется следующим образом,Формовочная смесь засыпается в 3 О опоку и заполняет полости моделей. При включении электрической цепи 6...
Оснастка для получения литейных форм

Номер патента: 554059
Опубликовано: 15.04.1977
Авторы: Абрамов, Бережанов, Гришенков, Лазовский, Морозова, Платонов
МПК: B22C 7/00
Метки: литейных, оснастка, форм
...уплотнения формы за счетмодели литниковой чаши. При жестко закрепленной модели чаши отпечаток образуется как в верхней, так и в нижней лолуформе. Это приводит к ограниченным возможностям при монтаже деталей на,модельныхплитах. 15Целью изобретения является упрощениеоснастки.Для этого модель литниковой чаши выполнена,поворотной на 90 за счет качающегося силового привода, шарнирно закреплен Оного на прессовой ллите,На чертеже приведена конструкция осна 2Полуформы на позицию уплотнения поступают последовательно - полуформа верха, полуформа низа. Если на позиции уплотнения находиться верхняя;полуформа, то модель литниковой чаши находипся в рабочем для формообразования .положении, т. е. образуется отпечаток в полуформе. При поступлении...
Оснастка для изготовления литейных форм

Номер патента: 1115843
Опубликовано: 30.09.1984
Авторы: Благонравов, Бобряков, Волкомич, Казанцев, Орлов
МПК: B22C 15/28
Метки: литейных, оснастка, форм
...распределение плотности, при котором плотность смеси над моделью будет меньше, чем плотность смеси в около- модельных областях, Применение предлагаемой оснастки обеспечивает регулирование направления фильтрационного потока, позволяет добиться требуемого распределения плотности при предварительном уплотнении формы, что обуславливает получение равномерной плотности по сечениям формы после окончательного уплотнения прессо- вОЙ плитОЙе На фиг. 1 изображена оснастка,общий вид на фиг. 2 - узелнафиг. 1, запорное устройство, исход843 31115 ное положение, на фиг. 3 - то же, рабочее положение.Оснастка содержит модельную плиту 1 с моделями 2, на которую устанавливается опока 3 с наполнительной5 рамкой 4, В модельной плите 1 и...
Оснастка для изготовления литейных форм методом вакуумной формовки

Номер патента: 1276427
Опубликовано: 15.12.1986
Авторы: Благонравов, Иванов, Орлов, Сенин
МПК: B22C 9/03
Метки: вакуумной, литейных, методом, оснастка, форм, формовки
...посредством штуцера 14 и гибкого шланга (не показано) сообщают с вакуумным насосом. Под действием разности давлений снаружи и55 внутри опоки формовочный песок окончательно уплотняется, приобретая высокую плотность и прочность. Полость модельной плиты 2 отключают от источника вакуума и соединяют с атмосферой,а готовую полуформу снимают с модельной плиты.При наложении разогретой полимерной пленки на модельную плиту с указанным размещением на ней и моделивентиляционных отверстий увеличивается деформационная способность пленкиза счет увеличения ее участков на вытяжку, При данном размещении вентиляционных отверстий увеличивается деформационная способность полимернойпленки в силу ее проскальзывания посвободной поверхности модельной плиты и...
Оснастка для изготовления безопочных форм с вертикальной линией разъема и простановки стержней

Номер патента: 1388178
Опубликовано: 15.04.1988
Авторы: Машин, Скирдов, Федоров, Чикунов
Метки: безопочных, вертикальной, линией, оснастка, простановки, разъема, стержней, форм
...укладываются стержни 10, а на шпильки 8 навешивается фильтроваль ная сетка 11. Во время операции простановки стержня 10 маска 3 стержнеукладчика поджимается к форме 12, Одновременно с простановкой стержней выступ 9 и шпильки 8 маски стержнеукладчика входят в полости формы, образованные выступом 7 и шпилькой 6, При этом часть фильтровальной сетки 11 входит в зазор между полостью формы и выступом 9 стержнеукладчика, а ниж 50 няя часть ее перекрывает литниковый канал 13. В процессе обратного хода стержне- укладчика фильтровальная сетка остается в полости формы,так как сила трения фильтровальной сетки О формовочную смесь превышает силу ее трения о металл. Для того, чтобы сетка гарантийно оставалась в форме при обратном ходе стержнеукладчика,...
Предыдущий патент: Смазка для изложниц при сифонной разливке стали под теплоизолирующими смесями
Следующий патент: Способ литья в вакуумные формы
Случайный патент: Способ определения плотности газовых гидратов