Способ изготовления газонаполненных разрядников
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
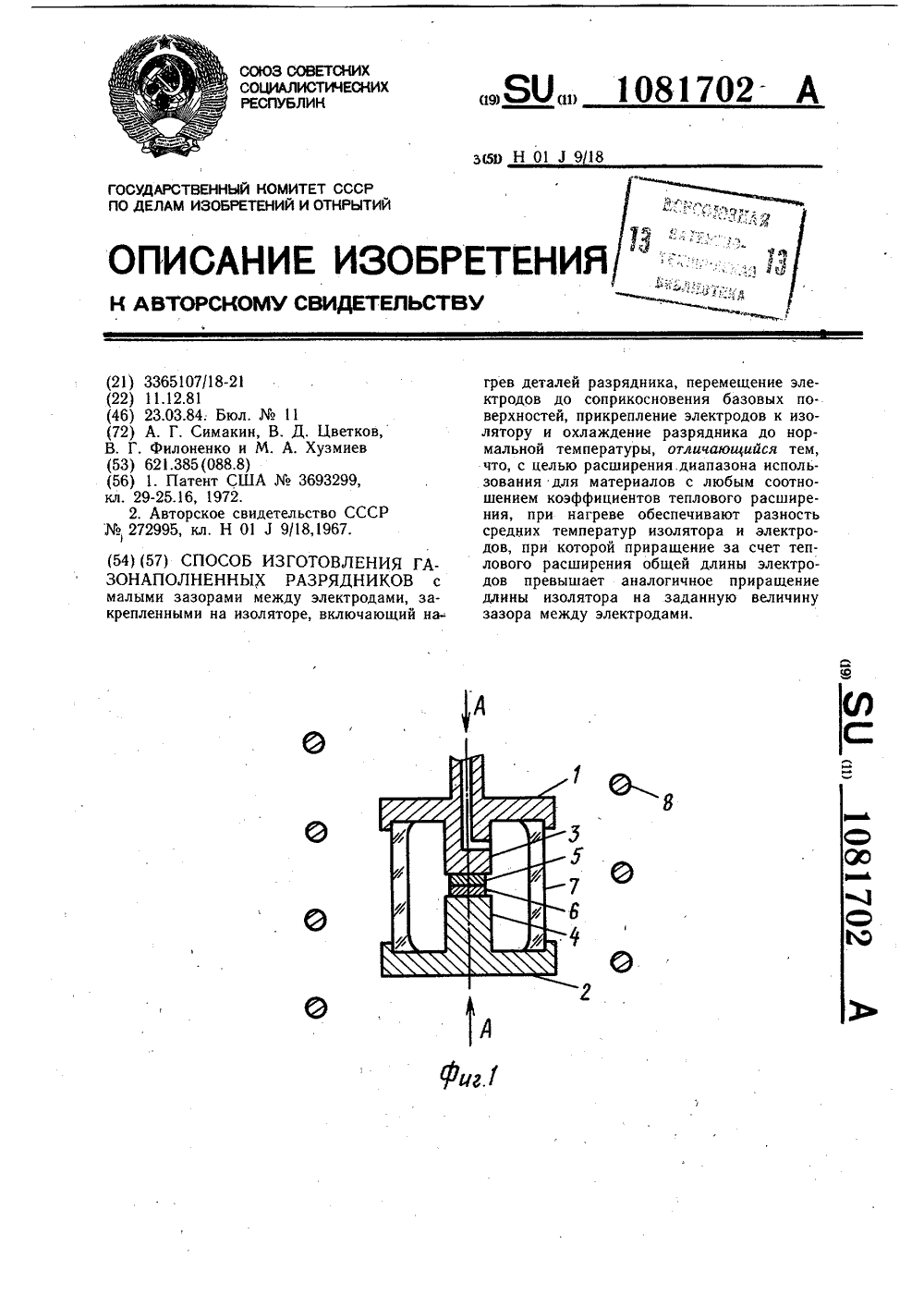
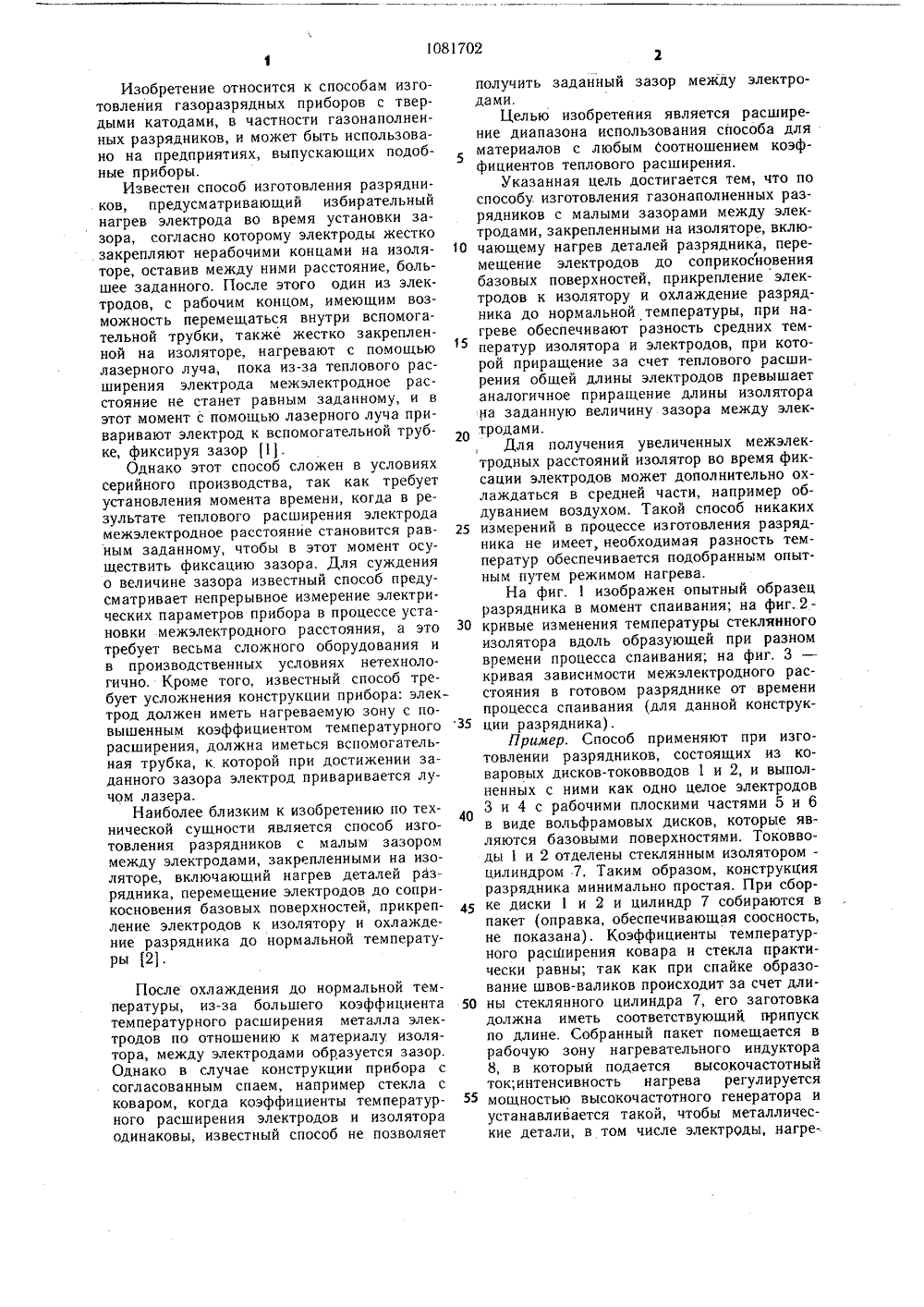
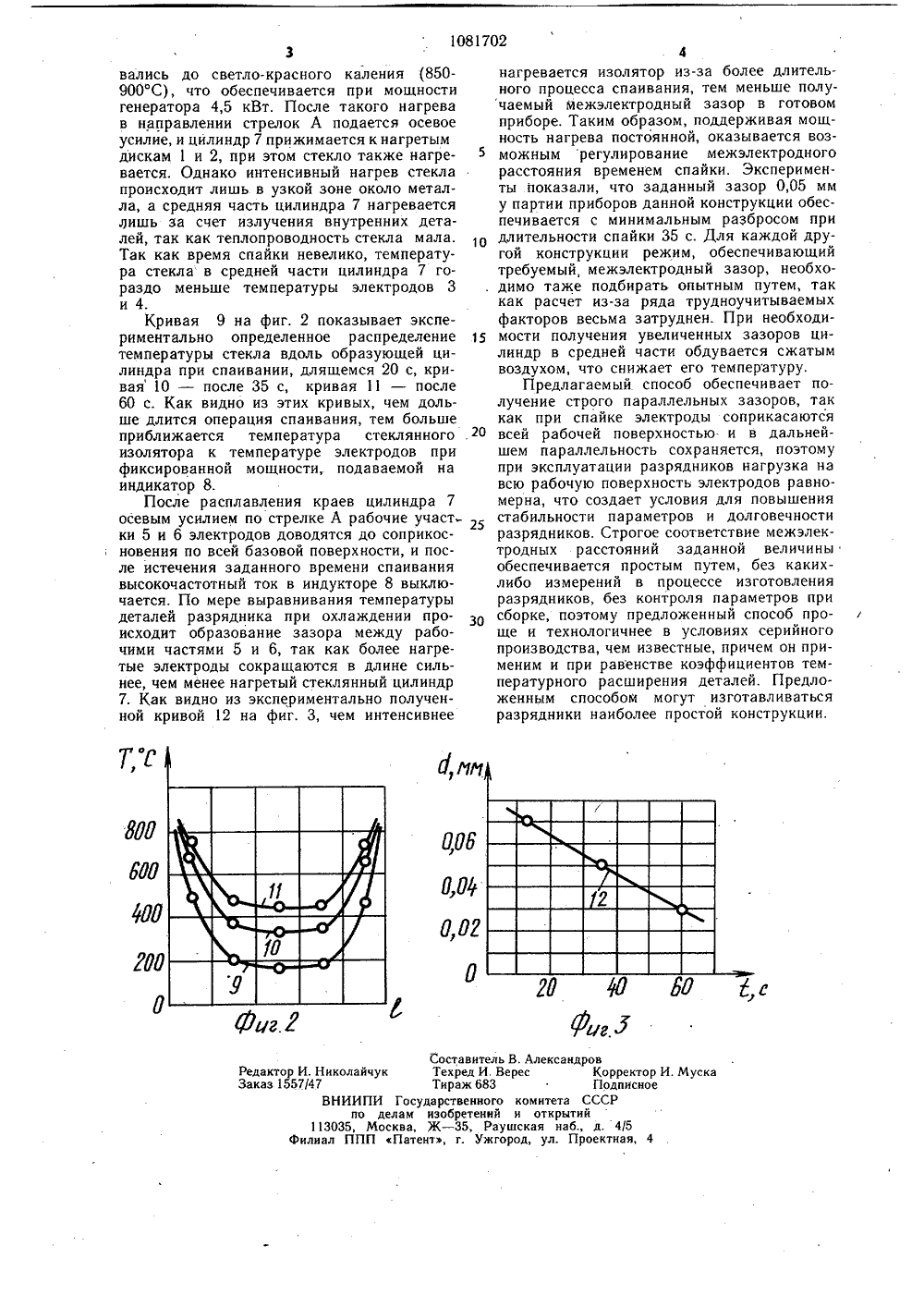
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК Ю 0 Н 01591 ТЕЛЬСТВ К АВ ГОРСКОМ О ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИ ПИСАНИЕ ИЗО(56) 1. Патент США3693299,кл. 29-25.16, 1972.2, Авторское свидетельство СССР(54) (57) СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННЫХ РАЗРЯДНИКОВ смалыми зазорами между электродами, закрепленными на изоляторе, включающий наБО, 1081702. А ТЕНИЯ ;: ,Б грев деталей разрядника, перемещение электродов до соприкосновения базовых поверхностей, прикрепление электродов к изолятору и охлаждение разрядника до нормальной температуры, отличающийся тем, что, с целью расширения. диапазона использования для материалов с любым соотношением коэффициентов теплового расширения, при нагреве обеспечивают разность средних температур изолятора и электродов, при которой приращение за счет теплового расширения общей длины электродов превышает аналогичное приращение длины изолятора на заданную величину зазора между электродами.Изобретение относится к способам изготовления газоразрядных приборов с твердыми катодами, в частности газонаполненных разрядников, и может быть использовано на предприятиях, выпускающих подобные приборы.Известен способ изготовления разрядников, предусматривающий избирательный нагрев электрода во время установки зазора, согласно которому электроды жестко закрепляют нерабочими концами на изоляторе, оставив между ними расстояние, большее заданного. После этого один из электродов, с рабочим концом, имеющим возможность перемещаться внутри вспомогательной трубки, также жестко закрепленной на изоляторе, нагревают с помощью лазерного луча, пока из-за теплового расширения электрода межэлектродное расстояние не станет равным заданному, и в этот момент с помощью лазерного луча приваривают электрод к вспомогательной трубке, фиксируя зазор 1.Однако этот способ сложен в условиях серийного производства, так как требует установления момента времени, когда в результате теплового расширения электрода межэлектродное расстояние становится равным заданному, чтобы в этот момент осуществить фиксацию зазора, Для суждения о величине зазора известный способ предусматривает непрерывное измерение электрических параметров прибора в процессе установки межэлектродного расстояния, а это требует весьма сложного оборудования и в производственных условиях нетехнологично. Кроме того, известный способ требует усложнения конструкции прибора: электрод должен иметь нагреваемую зону с повышенным коэффициентом температурного расширения, должна иметься вспомогательная трубка, к которой при достижении заданного зазора электрод приваривается лучом лазера.Наиболее близким к изобретению по технической сущности является способ изготовления разрядников с малым зазором между электродами, закрепленными на изоляторе, включающий нагрев деталей разрядника, перемещение электродов до соприкосновения базовых поверхностей, прикрепление электродов к изолятору и охлаждение разрядника до нормальной температуры 2.После охлаждения до нормальной температуры, из-за большего коэффициента температурного расширения металла электродов по отношению к материалу изолятора, между электродами образуется зазор, Однако в случае конструкции прибора с согласованным спаем, например стекла с коваром, когда коэффициенты температурного расширения электродов и изолятора одинаковы, известный способ не позволяет получить заданный зазор между электродами,Целью изобретения является расширение диапазона использования способа для5материалов с любым Соотношением коэффициентов теплового расширения.Указанная цель достигается тем, что поспособу изготовления газонаполненных разрядников с малыми зазорами между электродами, закрепленными на изоляторе, вклю 0 чающему нагрев деталей разрядника, перемещение электродов до соприкосновениябазовых поверхностей, прикрепление электродов к изолятору и охлаждение разрядника до нормальной температуры, при нагреве обеспечивают разность средних температур изолятора и электродов, при которой приращение за счет теплового расширения общей длины электродов превышаетаналогичное приращение длины изоляторана заданную величину зазора между элек 20 тродамиДля получения увеличенных межэлектродных расстояний изолятор во время фиксации электродов может дополнительно охлаждаться в средней части, например обдуванием воздухом. Такой способ никаких25 измерений в процессе изготовления разрядника не имеет, необходимая разность температур обеспечивается подобранным опытным путем режимом нагрева,На фиг. 1 изображен опытный образецразрядника в момент спаивания; на фиг.2 ЗО кривые изменения температуры стеклянногоизолятора вдоль образующей при разномвремени процесса спаивания; на фиг. 3 -кривая зависимости межэлектродного расстояния в готовом разряднике от временипроцесса спаивания (для данной конструк 35 ции разрядника).Пример. Способ применяют при изготовлении разрядников, состоящих из коваровых дисков-токовводов 1 и 2, и выполненных с ними как одно целое электродов3 и 4 с рабочими плоскими частями 5 и б40в виде вольфрамовых дисков, которые являются базовыми поверхностями. Токовводы 1 и 2 отделены стеклянным изоляторомцилиндром 7, Таким образом, конструкцияразрядника минимально простая. При сбор 45 ке диски 1 и 2 и цилиндр 7 собираются впакет (оправка, обеспечивающая соосность,не показана). Коэффициенты температурного расШирения ковара и стекла практически равны; так как при спайке образование швов-валиков происходит за счет дли 50 ны стеклянного цилиндра 7, его заготовкадолжна иметь соответствующий припускпо длине. Собранный пакет помещается врабочую зону нагревательного индуктора8, в которы и подается высокочастотныйток;интенсивность нагрева регулируется55 мощностью высокочастотного генератора иустанавливается такой, чтобы металлические детали, в том числе электроды, нагре1081702 вались до светло-красного каления (850- 900 С), что обеспечивается при мощности генератора 4,5 кВт. После такого нагрева в направлении стрелок А подается осевое усилие, и цилиндр 7 прижимается к нагретым дискам 1 и 2, при этом стекло также нагревается, Однако интенсивный нагрев стекла происходит лишь в узкой зоне около металла, а средняя часть цилиндра 7 нагревается Лишь за счет излучения внутренних деталей, так как теплопроводность стекла мала. Так как время спайки невелико, температура стекла в средней части цилиндра 7 гораздо меньше температуры электродов 3 и 4,Кривая 9 на фиг. 2 показывает экспериментально определенное распределение 15 температуры стекла вдоль образующей цилиндра при спаивании, длящемся 20 с, кривая 10 - после 35 с, кривая 11 - после 60 с. Как видно из этих кривых, чем дольше длится операция спаивания, тем больше приближается температура стеклянного изолятора к температуре электродов при фиксированной мощности, подаваемой на индикатор 8.После расплавления краев цилиндра 7 осевым усилием по стрелке А рабочие участ ки 5 и 6 электродов доводятся до соприкосновения по всей базовой поверхности, и после истечения заданного времени спаивания высокочастотный ток в индукторе 8 выключается, По мере выравнивания температуры деталей разрядника при охлаждении происходит образование зазора между рабочими частями 5 и 6, так как более нагретые электроды сокращаются в длине сильнее, чем менее нагретый стеклянный цилиндр 7. Как видно из экспериментально полученной кривой 12 на фиг. 3, чем интенсивнее 4нагревается изолятор из-за более длительного процесса спаивания, тем меньше получаемый межэлектродный зазор в готовом приборе. Таким образом, поддерживая мощность нагрева постоянной, оказывается возможным регулирование межэлектродного расстояния временем спайки, Эксперименты показали, что заданный зазор 0,05 мм у партии приборов данной конструкции обеспечивается с минимальным разбросом при длительности спайки 35 с. Для каждой другой конструкции режим, обеспечивающий требуемый, межэлектродный зазор, необходимо таже подбирать опытным путем, так как расчет из-за ряда трудноучитываемых факторов весьма затруднен. При необходимости получения увеличенных зазоров цилиндр в средней части обдувается сжатым воздухом, что снижает его температуру.Предлагаемый способ обеспечивает получение строго параллельных зазоров, так как при спайке электроды соприкасаются всей рабочей поверхностью и в дальнейшем параллельность сохраняется, поэтому при эксплуатации разрядников нагрузка на всю рабочую поверхность электродов равномерна, что создает условия для повышения стабильности параметров и долговечности разрядников. Строгое соответствие межэлектродных расстояний заданной величины обеспечивается простым путем, без каких- либо измерений в процессе изготовления разрядников, без контроля параметров при сборке, поэтому предложенный способ проще и технологичнее в условиях серийного производства, чем известные, причем он применим и при равенстве коэффициентов температурного расширения деталей. Предложенным способом могут изготавливаться разрядники наиболее простой конструкции.Составитель В. А к Техред И. Верес Тираж 683 Государственного ко елам изобретений и сква, Ж - 35, Раушск Патент, г. Ужгород, ВНИИПИ по 113035, М Филиал ППП
СмотретьЗаявка
3365107, 11.12.1981
ПРЕДПРИЯТИЕ ПЯ А-3609
СИМАКИН АЛЕКСАНДР ГРИГОРЬЕВИЧ, ЦВЕТКОВ ВАЛЕРИАН ДМИТРИЕВИЧ, ФИЛОНЕНКО ВАЛЕНТИН ГРИГОРЬЕВИЧ, ХУЗМИЕВ МАРАТ АГУБЕЧИРОВИЧ
МПК / Метки
МПК: H01J 9/18
Метки: газонаполненных, разрядников
Опубликовано: 23.03.1984
Код ссылки
<a href="https://patents.su/3-1081702-sposob-izgotovleniya-gazonapolnennykh-razryadnikov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления газонаполненных разрядников</a>
Компенсатор теплового зазора клапанногомеханизма

Номер патента: 281954
Опубликовано: 01.01.1970
Авторы: Автомоторный, Айзенберг, Коган, Центральный
МПК: F01L 1/22
Метки: зазора, клапанногомеханизма, компенсатор, теплового
...винта 6 и торцом стержня клапана 8 зажат дисковый ограничитель 9 с прорезью 10, в которую с зазором входит выступ 4 днища толкателя. Клапан 8 прижат к своему седлу пружиной 11.Компенсатор работает следующим образом. При вращении распределительного вала кулачок 1 набегает на днище 2 толкателя 8, заставляя его перемещаться вниз, Через винт 6 и дисковый ограничитель 9 поступательное движение толкателя передается клапану 8.При этом клапанная пружина 11 сжимается, а винт, ограничитель и клапан нагружаются усилием ее сжатия. Так как гайка б и винт б имеют несамотормозящую резьбу, то под дей ствием усилия клапанной пружины винт ввертывается в гайку, преодолевая сопротивление предварительно закрученной пружины 7. После того, как гайка навернется...
Устройство для проверки теплового зазора

Номер патента: 241698
Опубликовано: 01.01.1969
Автор: Ревенко
МПК: G01B 5/14
Метки: зазора, проверки, теплового
...двойной зазор). 25 Устройство для пр в приводе клапанов ном и коромыслом, целью определения в полнено в виде устагЗ 0 мысла скобы с пока оверки теплового зазора двигателя между клапаотяичагогггееся тем, что, с еличины зазора, оно выавливаемой на ось корозывающим прибором, наИзвестное устройство для проверки теплового зазора в приводе клапанов двигателя между клапанами и коромыслом представляет собой пластинчатый щуп.Предложенное устройство отличается от известного тем, что оно выполнено в виде устанавливаемой на ось коромысла скобы с показывающим прибором, например индикатором, снабженной осью, посаженного на эту ось качающегося нижнего рычага с двумя упорами, контактирующими с тарелкой клапана, и прижимной пружиной,...
Устройство для измерения теплового зазора в приводе газораспределения двигателя внутреннего сгорания

Номер патента: 560121
Опубликовано: 30.05.1977
Автор: Ревенко
МПК: G01B 5/14
Метки: внутреннего, газораспределения, двигателя, зазора, приводе, сгорания, теплового
...шток, и измеритель 5 линейных перемещений, второй суммирующий рычаг б, шарнирно соединенный с первым рычагом, несущий второй измерительный шток и взаимодействующий с измерителем линейных перемещений.Устройство снабжено также возвратной пружиной 7, размещенной между суммирующими рычагами и обеспечивающей прижим обоих измерительных штоков к контролируемому объекту. Усилие пружины должно быть достаточно для поворота коромысла клапана в пределах теплового зазора. Ведомое плечо второго рычага несет клиновую передачу 8, что позволяет расположить измеритель в плоскости, перпендикулярной к плоскости движения звеньев механизма.Устройство работает следующим образом.Корпус 1 устройства устанавливают на головке блока испытуемого двигателя....
Способ автоматической компенсации теплового зазора в приводе клапанов двигателя внутреннего сгорания

Номер патента: 147867
Опубликовано: 01.01.1962
Автор: Коган
МПК: F01L 1/20
Метки: автоматической, внутреннего, двигателя, зазора, клапанов, компенсации, приводе, сгорания, теплового
...один из вариантов устройства (в продольном разрезе) для осуществления способа автоматической компенсации теплового зазора в приводе клапанов двигателя внутреннего сгорания; на фиг. 2 - компенсатор (вид с торца).Толкатель 1 посредством слабой пружины 2, предварительно закрученной по направлению его вращения, соединен с компенсатором 3, с которым хкестко связана штанга 4. В торце компенсатора 3 проточена спиральная канавка 5 с расположенными в ней тремя шариками б, Поднимаясь под действием кулачка 7, толкатель 1 слегка поворачивается, преодолевая сопротивление пружины 2, и перекатывает шарики б по спиральной канавке 5 от периферия к центру, Благодаря этому суммарная длина толкателя и компенсатора уменьшается (на несколько сотых...
Система для автоматического регулирования температуры охлаждающей среды тепловой машины

Номер патента: 659773
Опубликовано: 30.04.1979
Авторы: Гибалов, Гробова, Луков, Огарков, Петраков, Петрожицкий, Цурган
МПК: F01P 7/00
Метки: охлаждающей, среды, температуры, тепловой
...механизму 7 вентилятора 8 холодильника 9 и рслс 10. Рслс управляет включснпсм вентиля 11, установленным в приводе 12 жалюзи 13 холодильника.Система раоотяст следующим образом.Н ьходы дятчков 3 и 4, сумматоров 5 и 6 и встпля 11 подается воздух питания давлением Р 1, При низкой температуре охлажда 10 цеи среды нд Выходе пз системы охлаждсия двигателя 1,ы, давление возду. Камышникова Корректоры: Е. Осиповаи Т. Добровольская с,ост хред Голь едактор аказ 559/9 Изд, М 266 Тираж 620 Подписное НПО Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж.35, Раушская наб., д. 45пография, пр. Сапунова, 2 ха Р, на выходе датчика 3 и Р 5 ца Выходе сумматора 6 - минимальные. При этом контакты реле 1 О разомкнуты,...
Предыдущий патент: Плавкий предохранитель
Следующий патент: Способ измерения смещений частоты резонатора
Случайный патент: Троичный счетный триггер