Способ изготовления калиброванных прутков из аустенитных нержавеющих сталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
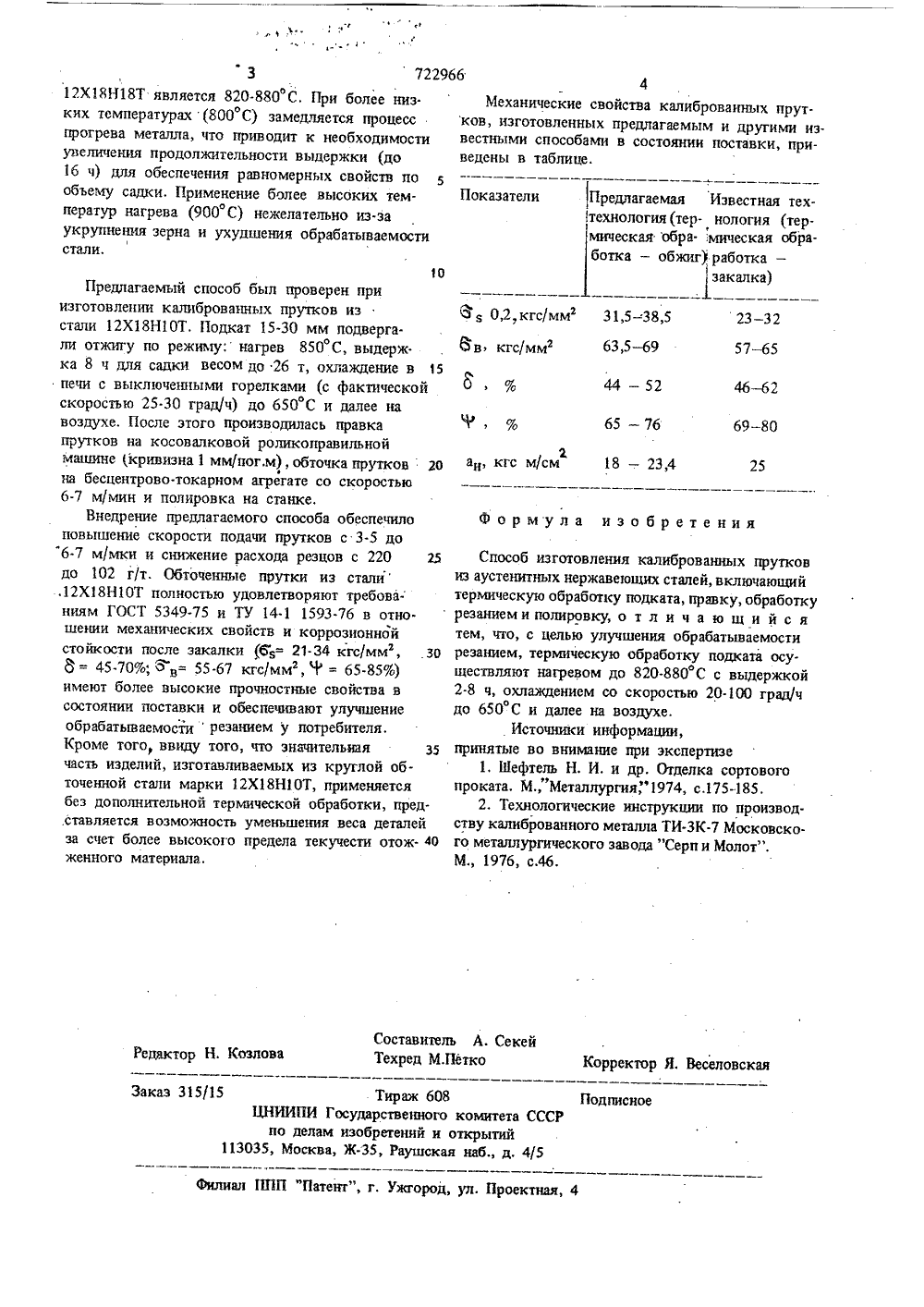
Союз СоеетскииСоциапистжчесиииРеспубюк лнительное к авт. 2) Залвлено 26.09,78 (2 присоединением заявки Ле 2667138/22-02 С 21 О 9/28 С 21 О 1/26 теаииьа иаютСССРиэобратаитирытий 23) Приоритет Опубликовано 25.03.80. делам и 0. Собиняк Московский металлургический завод "Серп и Молот(71 4) ПОСОБ ИЗГОТОВЛЕНИЯ КАЛИЬРОВАННЫХРУТКОВ ИЗ АУСТЕНИТНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ еодно - 5,0 Изобретение относится к металлургическомупроизводству, в частности к технологии изготовления калиброванных обточенных прутковиз аустенитных нержавеющих сталей,Производство круглой калиброваннойстали с повышенной отделкой поверхности(серебрянки) методом волочения и последующей шлифовки - весьма трудоемкий процесс,включающий много технологических операций,В связи с этим в последние годы все болееширокое распространение получает технологияпроизводства прутков методом обточки - полировки 1),Известен способ производства обточенныхпрутков с повышенной отделкой поверхностииз аустенитных нержавеющих сталей типа12 Х 8 Н 10, включающий следующие технологические операции: закалку .с 980-1050 С, правку, обточку, полировку 2).Однако известный способ не обеспечиваетнеобходимой обрабатываемости стали резаниеми однородных свойств по длине прутков кобъему пачки. Результатом н родноститвердости (143-197 НВ, 4,3 д НВ) по длине прутка является раэнотолщинность об. .точенных прутков после полировки, выводящая их за пределы допуска прутков в состоянии поставки (197.229 НВ; с 1-1 В = 4,0-4,3 мм); улучшение обрабатываемости их резанием обеспечивается проведением в колпаковых печах (садочных) термической обработки горячекао таного подката по режиму: нагрев до 820-880 выдержка от 2 до 3 в зависимости от веса садки, охлаждение с печью (20-100 град/ч) до 650 С, далее на воздухе. Прутки из стали 12 Х 18 Н 10 Т после отжига по указанному режиму имеют мелкозернистую, рекристаллиэованную (балл 8-9) структуру, с карбгдными выделения ми, наличие которых приводит к повышению ломкости стружки и уменьшению налипания ме. талла на инструмент, что улучшает срабатывае. мость прутков резанием.Длительная выдержка хорошо спакетированной садки обеспечивает равномерность прогрева металла и однородность свойств по объему пакета.Оптимальным температурным интервалом рекристаллизационного отжига горячекатаных прутков из аустенитных сталей типа722966 4Механические своиства калиброванных прут. ков, изготовленных предлагаемым и другими известными способами в состоянии поставки, приведены в таблице. Показатели О а 0,2,кгс/мм23 - 32 31,5 - 38,563,5-6944 - 5265 - 76 Вв, кгс/мм8, %%аан, кгс м/см 57-65 69-80 18 - 23,4 25 Формула изобретения Способ изготовления калиброванных прутков из аустенитных нержавеющих сталей, включающий термическую обработку подката, правку, обработку резанием и полировку, о т л и ч а ю щ и й с я тем, что, с целью улучшения обрабатываемости резанием, термическую обработку подката осуществляют нагревом до 820-880 С с выдержкой 2.8 ч, охлаждением со скоростью 20-100 град/ч до 650 С и далее яа воздухе.Источники информации,принятые во внимание при экспертизе1, Шефтель Н. И. и др, Отделка сортового проката. М., Металлургия,"1974, с,175-185.2, Технологические инструкции по производству калиброванного металла ТИ-ЗКМосковского металлургического завода "Серп и Молот". М., 1976, с.46. Составитель А. СекейТехред М,Петко Корректор Я. Веселовская Редактор Н. Козлова Тираж 608ЦНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб д. 4/5 Заказ 315/15 Подписное Филиал ППП "Патент", г. Ужгород, ул, Проектная, 4 312 Х 18 Н 18 Т является 820-880 С, При более низ.ких температурах (800 С) замедляется процесспрогрева металла, что приводит к необходимостиувеличения продолжительности выдержки (до16 ч) для обеспечения равномерных свойств пообъему садки, Применение более высоких тем.ператур нагрева (900 С) нежелательно из.заукрупнения зерна и ухудшения обрабатываемостистали,Предлагаемый способ был проверен при изготовлении калиброванных прутков из стали 12 Х 18 Н 10 Т, Подкат 15-30 мм подвергали отжигу по режиму: нагрев 850 С, выдерж. ка 8 ч для садки весом до 26 т, охлаждение в 15 печи с выключенными горелками (с фактической скоростью 25-30 град/ч) до 650 С и далее на воздухе. После этого производилась правка прутков на косовалковой роликоправильной машине (кривизна 1 мм/пог.м), обточка прутков 30Фна бесцентрово-токарном агрегате со скоростью 6-7 м/мин и полировка на станке.Внедрение предлагаемого способа обеспечило повышение скорости подачи прутков с 3-5 до "6-7 м/мки и снижение расхода резцов с 220 25 до 102 г/т. Обточенные прутки из стали ,12 Х 18 Н 10 Т полностью удовлетворяют требова- ниям ГОСТ 5349-75 и ТУ 14-1 1593-76 в отно.шепни механических свойств и коррозионной стойкости после закалки (6= 21.34 кгс/мм, з 0 В = 45-70%; о в= 55-67 кгс/мм, Чф = 65-85%) имеют более высокие прочностные свойства в состоянии поставки и обеспечивают улучшение обрабатываемостмрезанием у потребителя, Кроме того, ввиду того, что значительная з 5 часть изделий, изготавливаемых из круглой обточенной стали марки 12 Х 18 Н 10 Т, применяется без дополнительной термической обработки, пред,ставляется возможность уменьшения веса деталей за счет более высокого предела текучести отожженного материала. Предлагаемая Известная техтехнология(тер- нология (терт мическая обрамическая обработка - обжиг) работка -закалка)
СмотретьЗаявка
2667138, 26.09.1978
МОСКОВСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД "СЕРП И МОЛОТ"
СОКОЛ ИСААК ЯКОВЛЕВИЧ, ДИОМИДОВ БОРИС БОРИСОВИЧ, СОБИНЯКОВ ВАДИМ АЛЕКСЕЕВИЧ, БУБНОВ ВЛАДИМИР АВЕНИРОВИЧ
МПК / Метки
МПК: C21D 9/28
Метки: аустенитных, калиброванных, нержавеющих, прутков, сталей
Опубликовано: 25.03.1980
Код ссылки
<a href="https://patents.su/2-722966-sposob-izgotovleniya-kalibrovannykh-prutkov-iz-austenitnykh-nerzhaveyushhikh-stalejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления калиброванных прутков из аустенитных нержавеющих сталей</a>
Способ обработки аустенитных сталей

Номер патента: 621752
Опубликовано: 30.08.1978
Авторы: Коноп, Малинов, Смирнов, Соколов
Метки: аустенитных, сталей
...обеспечиваСТЕНИТНЫХ СТАЛЕЙ ющеи завершение превращента в аустенит. Локальный нводится с таким расчетом, чтеся мартенситно-аустенитные у Р зуют заданную конфигурацию.Для получения более высоких прочностных характеристик мартенсит может быть состарен при температурах 400 - 550 С.Локальный нагрев может быть осуществлен с использованием источников точечного нагрева, а именно электронного пучка, луча лазера, электроконтактных сварочных машин точечной сварки или других электр оконтактных нагревательных устройств со специальным профилированием контактов (черезование заданным образом выступов и впадин).Предлагаемый способ позволяет повысить предел прочности до 180 кг/мм,В аустенитных сталях, в которых мартенсит в значительных количествах...
Способ изготовления проволоки и ленты из нержавеющих сталей аустенитного класса

Номер патента: 865939
Опубликовано: 23.09.1981
Авторы: Крымчанский, Семавина, Соркина, Стукалов, Терских
МПК: C21D 9/52
Метки: аустенитного, класса, ленты, нержавеющих, проволоки, сталей
...а затем проволоку (ленту) подвергают кратковременному отпуску развернутой нитью 5 10 15 20 25 З 0 35 40 при температуре ниже температурырекристаллиэации.Сущность способа заключается нприменении перед формообразованиемпружинных изделий отпуска проволокиили ленты развернутой нитью ( в потоке) при 350-600 С длительностью неболее 3 мин. Необходимым условиемполучения достаточной стабильностисвойстн является обеспечение минимального содержания мартенсита в проволоке или ленте,Установлено, что при содержаниив холоднотянутой проволоке мартенсита около 30 выход годных пружин изза нестабильности параметров становится ниже 50. Поэтому содержаниемартенсита 30 принято предельнымдля предлагаемого способа.Минимальное содержание мартенситадостигается...
Способ изготовления проволоки и плющеной ленты из нержавеющих сталей аустенитного класса

Номер патента: 1032032
Опубликовано: 30.07.1983
Авторы: Клековкин, Клековкина, Оголихин, Оголихина
МПК: C21D 9/52
Метки: аустенитного, класса, ленты, нержавеющих, плющеной, проволоки, сталей
...волочение с суммарным обжатием,70-80, промежуточный отпуск при 400-420 С, волочение на конечный размер: и отпуск при тех же температурах 3 3.Недостаток известного способа заключается в том, что он также не позволяет получить прочность более 250 кгс/мм , в то время как, наприймер, для разработки композиционных материалов алюминий плюс стальные волокна требуется нержавеющая проволока с пределом прочности не менее 350 кг/мм при разрыве с узлом не менее 50, и, кроме того после промежуточного отпуска необходима повторная подготовка поверхности проволоки к волочению.Цель изобретения - повышение проч ности проволоки при сохранении пластичности.Поставленная цель достигается тем, что согласно способу изготовления проволоки и плющеной...
Способ изготовления изделий из нержавеющих сталей аустенитного класса

Номер патента: 576343
Опубликовано: 15.10.1977
Авторы: Бершадский, Глушенков, Гордиенко, Кайбышев, Кольцов, Котельников, Юматов
МПК: C21D 1/78
Метки: аустенитного, класса, нержавеющих, сталей
...после чего нагревают 850 С, выдерживают для выравнивания тс мпсратуры и деформируют, причем горячую деформацикз заготовки произволят со скоростью 1 О- - 10-" с - .5 В результате предварительной холоднойпластичсской деформации заготовки, пагрсва до 750 - 850 С и деформации при этой температуре ликвидируется провал пластичности.При этом пластичность повышается в 5 - 0 10 раз, а усилия деформирования снижаютсяв несколько раз, что позволяет получать изделия сложной формы за один переход. П р и м е р. Из листовой стали Х 18 Н 10 Т,15 предварительно подвергнутой холодной прокатке с толтцины 2,2 мм до 1,2 мм за трипропуска с суммарным обжатисм 45%, вьтрсзают заготовки то 230 мм. После отжигапри 800 С в соляной ванне в течение 5 мин20...
Способ производства нагартованной ленты из нержавеющих сталей аустенитного класса

Номер патента: 655736
Опубликовано: 05.04.1979
Авторы: Дмитров, Дроздова, Рудаков, Трефилов, Штаньков
МПК: C21D 9/52
Метки: аустенитного, класса, ленты, нагартованной, нержавеющих, производства, сталей
...с относительным обжатием 60-70 и термообработке в протяжной печи с защитной атмосферой при температуре 800 о900 С в течение времени, равного 0,5- 0,7 от времени выдержки, требуемой для получения мягкой ленты.С целью повышения планшетности предлагается холодной прокаткой изготавливать лист толщиной, составля:- щей 105-110 готового размера, а докатывать на готовый размер после термообработки при вьюеуказанных режи мах,ПННОН Формула изобретения Составитель Л. ГолубеваРедактор Е. Братчикова Техред Л.Алферова Корректор О. Билак Заказ 1459/21 Тираж 652 ПодписноеЦНИИПИ Государственного комитета СССР.по делам изобретений и открытий113035, Москва, Ж, Раушская наб д. 4/5 Филиал ППП Патентф, . г. Ужгород, ул, Проектная, 4 щиной 0,7 мм подвергают...
Предыдущий патент: Способ термической обработки быстрорежущих сталей
Следующий патент: Устройство для подвески листового материала при термообработке
Случайный патент: 178840