Способ коррекции программы при обработке детали на станке
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
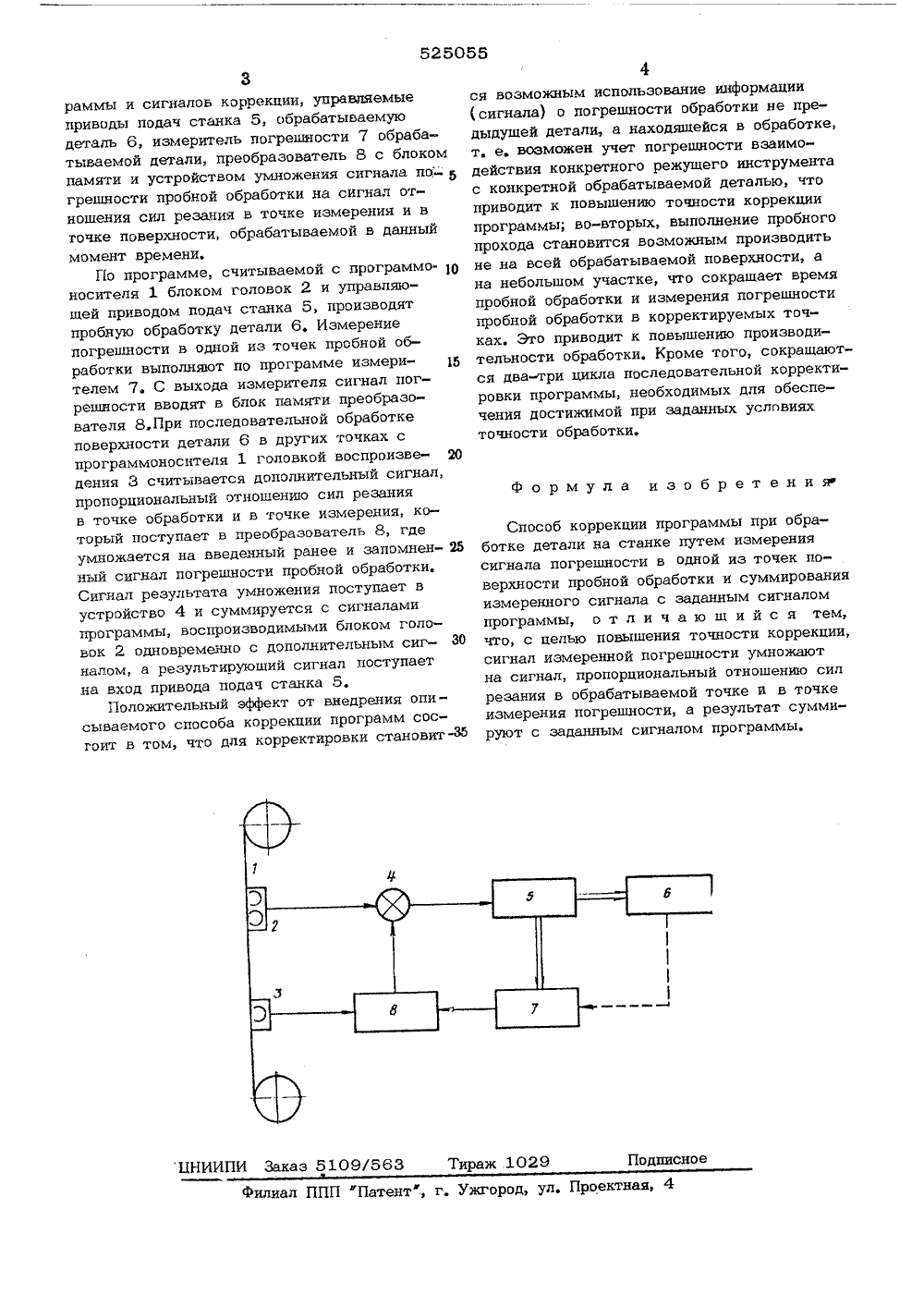
ОП ИСАНИЕИЗОБРЕТЕН ИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветсваСоциалистическихРеспубпик)М, Кл. 6 05 В 19/О Государственный иомитеСовета Министров СССРоо делам изобретенийи открытий Бюллетень 3 53) УДК 621088.8(45) Дата опубликования описа 2,76) СПОСОБ КОРРЕКЦИИ ПРОГРА ДЕТАЛИ НА СТА1 ПРИ ОБРАБОТ еже показана фун для ос ествлнальная схем писываемого с присоединением заявки(23) Приоритет(43) Опубликовано 15.08 1Изобретение относится к автоматическому управлению обработкой деталей на металлорежущих станках,Известен способ коррекции программы для каждой последующей обрабатываемой детали путем изменения координат (или приращений по координатам) в заданных в программе точках траектории на величину погрешности обработки предыдуших деталей в этих же точках. Известный способ харак- теризуется низкой точностью коррекции программы, так как физические характерис тики каждой последующей обрабатываемой детали отличаются от физических характеристик предыдущих обработанных деталей, что 15 при корректировке не учитывается. Наиболее близким к изобретению является способ коррекции при обработке детали на станке путем измерения сигнала погрешности в одной из точек поверхности пробной обработ щ ки и суммирования его с заданным сигна лом программы, Способ позволяет автоматизировать процесс корректировки, что сокращает трудоемкость его выполнения, Однако и этот способ не обеспечивает достаточной точности коррекции программы, так как физические характеристики обрабатываемой детали не учитываются при корректировке,т.е. не учитывается погрешность взаимодействия конкретного инструмента с материалом конкректной обрабатываемой детали,Для повышения точности коррекции предлагается сигнал измеренной погрешности умножать на сигнал, пропорциональный отношению сил резания в обрабатываемой точке и в точке измерения погрешности, а результат суммировать с заданными сигналами программы. уст роиства ущ ения оспособа.Устройство содержит программоноситель1, блок головок 2 для воспроизведении сигналов программъ управления приводом подач станка, головку 3 для воспроизведения дополнительного сигнала, пропорционального отношению сил резания в точке измерения погрешности пробной обработки и в точке поверхности, обрабатываемой в данный момент времени, суммирующее устройство 4 сигналов прог525055 БНИИПИ Заказ 5109/563 Тираж 1029 Подписное филиал ППП Патентф, г, Ужгород, ул. Проектная, 4 раммы и сигналов коррекции, управляемые приводы подач станка 5, обрабатываемую деталь 6, измеритель погрепжости 7 обрабатываемой детали, преобразователь 8 с блоком памяти и устройством умножения сигнала по-грешности пробной обработки на сигнал отношения сил резания в точке измерения и в гочке поверхности, обрабатываемой в данный момент времени.По программе, считываемой с программо- р носителя 1 блоком головок 2 и управляющей приводом подач станка 5, производят пробную обработку детали 6, Измерение погрешности в одной из точек пробной обработки выполняют по программе измерителем 7. С выхода измерителя сигнал погрешности вводят в блок памяти преобразователя 8.При последовательной обработке поверхности детали 6 в других точках с программоносителя 1 головкой воспроизве- З) дения 3 считывается дополнительный сигнал, пропорциональный отношению сил резания в точке обработки и в точке измерения, который поступает в преобразователь 8, где умножается на введенный ранее и запомнен- И ный сигнал погрешности пробной обработки, Сигнал результата умножения поступает в устройство 4 и суммируется с сигналами программы, воспроизводимыми блоком головок 2 одновременно с дополнительным сиг налом, а результирующий сигнал поступает на вход привода подач станка 5.Положительный эффект от внедрения описываемого способа коррекции программ сосгоит в том, что для корректировки становит-Зб ся возможным использование информации(сигнала) о погрешности обработки не предыдущей детали, а находящейся в обработке,т. е. возможен учет погрешности взаимодействия конкретного режущего инструментас конкретной обрабатываемой деталью, чтоприводит к повышению точности коррекциипрограммы; во-вторых, выполнение пробногопрохода становится возможным производитьне на всей обрабатываемой поверхности, ана небольшом участке, что сокращает времяпробной обработки и измерения погрешностипробной обработки в корректируемых точках, Это приводит к повышению производительности обработки. Кроме того, сокращаются два-три цикла последовательной корректировки программы, необходимых для обеспечения достижимой при заданных условияхточности обработки,формула изобретенияф Способ коррекции программы при обработке детали на станке путем измерения сигнала погрешности в одной из точек поверхности пробной обработки и суммирования измерекного сигнала с заданным сигналом программы, о т л и ч а ю ш и й с я тем, что, с целью повышения точности коррекции, сигнал измеренной погрешности умножают на сигнал, пропорциональный отношению сил резания в обрабатываемой точке и в точке измерения погрешности, а результат суммируют с заданным сигналом программы,
СмотретьЗаявка
1690224, 16.08.1971
ПРЕДПРИЯТИЕ ПЯ Г-4086
ЕЛИСЕЕВ ВЛАДИМИР АЛЕКСАНДРОВИЧ, ХАБЕНСКИЙ МИХАИЛ АБРАМОВИЧ
МПК / Метки
МПК: G05B 19/02
Метки: детали, коррекции, обработке, программы, станке
Опубликовано: 15.08.1976
Код ссылки
<a href="https://patents.su/2-525055-sposob-korrekcii-programmy-pri-obrabotke-detali-na-stanke.html" target="_blank" rel="follow" title="База патентов СССР">Способ коррекции программы при обработке детали на станке</a>
Способ коррекции программы при объемной обработке поверхностей
Номер патента: 219993
Опубликовано: 05.07.1977
Авторы: Гольдин, Киселев, Мальчик, Шейнин, Эльясберг
МПК: B23C 3/00, G05B 19/02
Метки: коррекции, обработке, объемной, поверхностей, программы
...3 через х 1 ут г, и х 2 у 2 гз справедливо равенство Н йх:х ф(х -х ) =х +ахЙ " 1 тМАКС мдкс Я Вч-.ч +(ч -ч ) = ч +дча"мдкС мдкс г:г +(г г ) + ьг1 1мдкс МАКС Определение х, у н г по этим формулам легко реализуется в линейно-круговом интерполяторе, если информацию о применяемом радиусе сферического конца фрезы вводить в интерполятор непосредственно с пульта станка.Опнсьваемый способ коррекции программы позволяет обрабатывать объемные сопряженные детали гибочных или вытяжных штампов (см, фыг. 2) типа пуансона 4 и матрицы 5 по одной программе. При этом координаты точек эквидистанты матрицы связаны с координатами точек поверхности пуансона соотношениями где 6 - толщина деформированного материала Откуда видно, что в этом случае для применения...
Устройство для программного управления с коррекцией программы

Номер патента: 1352457
Опубликовано: 15.11.1987
Авторы: Кондратенко, Кронгауз, Миронец, Филаретов
МПК: G05B 19/16
Метки: коррекцией, программного, программы
...(Т), составляющих колебаний объекта 2, и носителя 7, а также с учетом текущего значения сигна лаСигнал 7. и 7. с датчиков 5 и 6, пропорциональные составляющим колебаний объекта и носителя исполнительного мехацизгла 9 по координате 2 соответственно подаются на первый и второй входы блока 12 ввода коррекции.Таким образом, на прямые входы сумматора 20 подаются сигналы 2 и 2 а на инвертирующий вход - сигнал 2 . На выходе сумматора 20 формирун) ется скорректированный сигнал 2 =21 + 2 О, соответствующий желаемому изменению координаты рабочего органа исполнительного механизма 9, обеспечивающему полную компенсацию колебаний объекта и носителя исполнительного механизма 9 при одновре 576менцом сближении рабочего органа с объектом.Глок 21...
Система программного управления с коррекцией программы
Номер патента: 177762
Опубликовано: 01.01.1966
Автор: Симоненков
МПК: B23C 1/16, G05B 19/16
Метки: коррекцией, программного, программы
...два откалиброваццых реостата, общая ось которых имеет шкалу, отградуированную в единицах измерения диамстра фрезы,Изменением значения этих сопротивлений меняется величина коррекции основной программы в соответствии с отклонением диаметра фрезы от расчетного значения. 1(ак видно из схемы (фиг, 1), при введенных реостатах, т. е. ко.да цх сопротивления закорочецы, ца выходы фазовых мостов (ВЫХ.и ВЫХ, 2) будет поступать информация программы с коррекцией, равной нулю, т. е. будет поступать информация программы, соответствующая номинальному диаметру фрезы.При перемещении движков реостатов в информацию программы будет вводиться информация коррекции.Если сопротивление реостатов с последовательно включенными постоянными сопротивлениями на...
Система двухкоординатного программногоуправления c коррекцией программы
Номер патента: 798716
Опубликовано: 23.01.1981
Авторы: Лоншаков, Спицын, Фарафонов
МПК: G05B 19/16
Метки: двухкоординатного, коррекцией, программногоуправления, программы
...по программе, сигнал с выходов детекторов 4 и 5 равен нулю. С выходов блоков 6 и 7 в этом случае также нет сигналов, и приводы щ не перемещаются.При появлении сдвига фаз в какойлйбо из координат по отношению к опор ному сигналу на выходе детектора отклонения соответствующей координаты; появляется сигнал, пропорциональный этому сдвигу Фаз, и блок управления приводом соответствующей координаты начинает перемещать привод, связанный с датчиком, в таком направлении, чтобы управляющий и опорный сигналы ФО на входах детектора отклонения были равны.При наличии перемещений по координатам сигналы с блоков 6 и 7 посту пают также на входы блока 14, с вы ходов которого они поступают на входы блока 18, направляющего сигнал на блок 19, где...
Запоминающее устройство с коррекцией программы

Номер патента: 963108
Опубликовано: 30.09.1982
Авторы: Голунова, Кибалов, Мхатришвили, Филимонов
МПК: G11C 29/00
Метки: запоминающее, коррекцией, программы
...первый элемент ИЛИ 1 О, блок 11 селекции адреса, регистр 12 кода неисправных адресов, триггер 13, управляющий вход 14, генератор 15 одиночных импульсов, пятый элемент И 16, генератор 17 импульсов, шестой элемент И 18, блок 19 постоянной памяти, блок 20 полупостоянной памяти, . схему 21 сравнения, адресный регистр 22, числовой регистр 23, регистр 24 кода исходного состояния, дополнительный адресный регистр 25, шифратор 26, блок 27 селекции числа, вто9 б 310 5рой элемент И 28, третий элементИ 29, четвертый элемент И 30, второйэлемент ИЛИ 31.Устройство работает следующим образом, 5Работа устройства осуществляетсяв двух режимах; рабочий режим автоматической коррекции программы припервоначальной отладке системы илипереналадке системы на новые...
Предыдущий патент: Пневматический импульсный регулятор
Следующий патент: Система для управления сканатором
Случайный патент: Способ получения синтетического моющего средства, содержащего триполифосфат натрия