Способ коррекции программы при объемной обработке поверхностей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
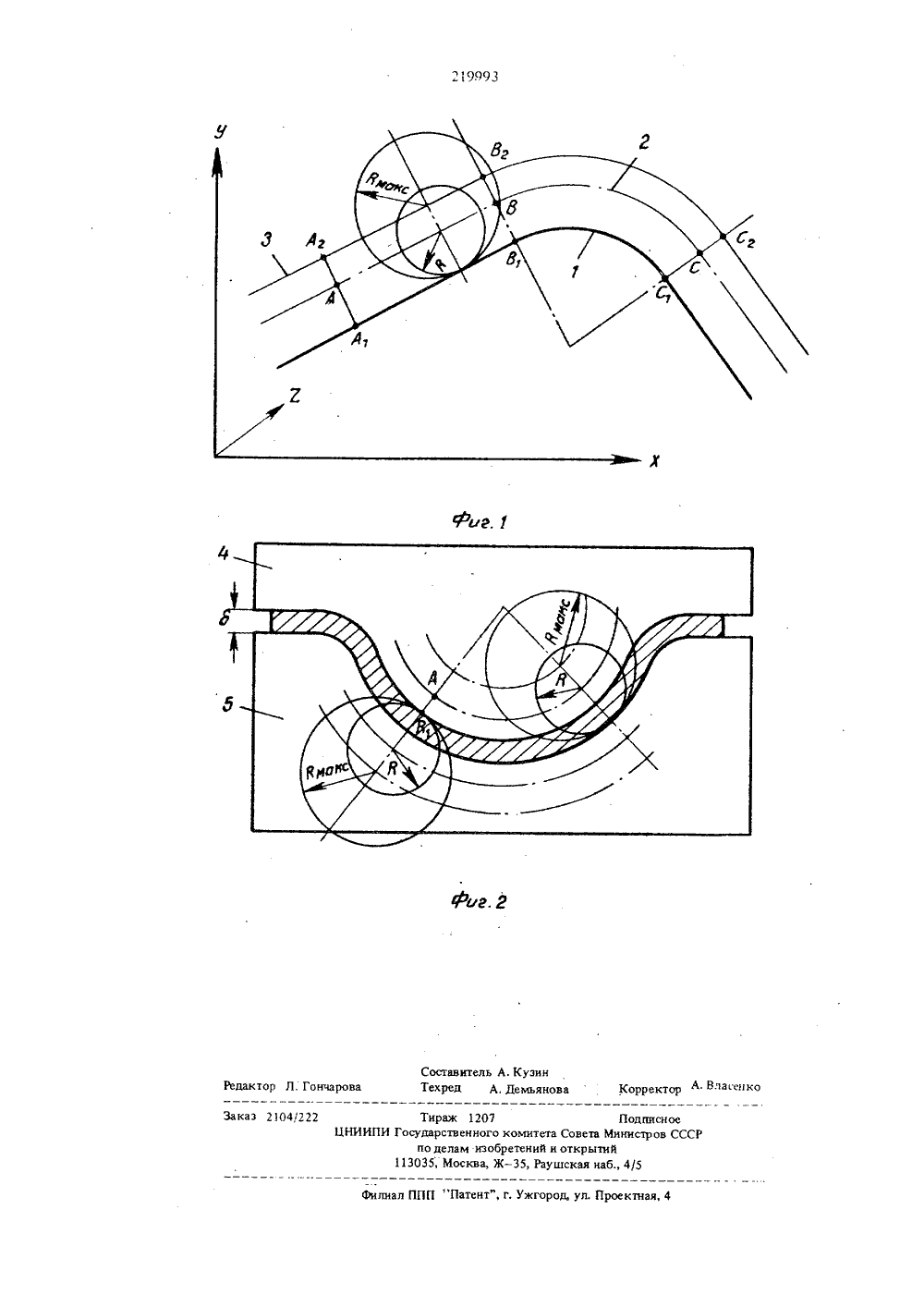
Союз Советских Социалистические Республик(43) Опубликовано 05.07.77, Бюллетень(45) Дата опубликования описания 13.07.77 осударственныи комитетСовета Министров СССРно делам изооретенийн открытий 53) УДК 62(71) Заявите укторское станко собое 4) СПОСОБ КОРРЕКЦИИ ПРОГРАММЫ ПРИ ОБЬЕМНОЙ ОБРАБОТКЕ ПОВЕРХНОСТЕЙ оверхности удут лежатьявляются га Известны устройства программного управления, имеющие возможность производить коррекцию программы с целью получения возможности испольэовать инструменты разного диаметра.По предлагаемому способу, с целью испольэовавы в работе фрез с различными размерами сферического конца при обработке по одной и той же программе, вводится вспомогательная информация, содержащая сведения об зквидистанте, отстоящей от обрабатываемой на заранее установленный радиус фрезы и записанной на программоносителе, и аоправочный коэффициент, представляющий собой информацию о примененном радиусе сферического конца фрезы и вводвюй в интерполятор непосред. ственно с пульта станка, который позволяет осуществить путем пропорционального деления пере. ход от базовой эквидистанты к зквидистанте, спи. сываемой центром фактически используемой фрезы, Кроме того, с целью получения возможности обработки сопряженных деталей типа пуансона и матрицы пространственных штампов, например гибочных, вытяжных н т.п по одной и той же программ, зафиксированной на программоносителе, вводится дополнительная информация, вклю. чающая в себя информашкою об изменении знака проекций радиуса фрезы, информацию об измене.нии знаков одной из текущих координат х или у,являющихся координатами, лежащими в плоскостиразъема штампа, и координаты а, лежащей на оси,5 перпендикулярной разъему штампа и сетределяю.щей его глубину, и информацию о величине условного радиуса фрезы, представляющего собой фак.тическнй радиус фрезы, уменьшенный на величинутолщины штампуемого материала.На фиг, 1 изображено расположение зквицистант при обработке одной поверхности; на фиг. 2 -расположение эквндистант при обработке сопряжен.ных поверхностей,При обработке поверхности 1 (см, фиг. 1)фрезой с радиусом сферического конца В, длякоторой линия 2 является эквндистантной, удобнозадаться эквидистантой 3, получившейся при обработке поверхности 1 фрезой наибольшего радиусаВмакс В дальнейшем эквндистанта 3 именуетсябазовой эквндистантой.При задании информации об обрабатьваемойп сечениями, перпендикулярными осивращения или направляющей линии, в сечениях телб окружности, эквидистанта ми которых25 кже окружности. В этом случае задача/ААХС К - дЧй Ч 1-4 ЧМАКС 1 -Г7 зг -67 определения любой зквиднстанты сводится к опре. делению начала и конца участка этой эквидистанты при известных координатах начала и конца соответствуняцих участков обрабатьваемой поверхности и базовой эквидистанты.Иэ фиг, 1 следует, что для любой из точек А, В, С, являющихся границами участков АВ и ВС экви. дистанты 2, при обозначении координат соответ ствующих точек линий 1 и 3 через х 1 ут г, и х 2 у 2 гз справедливо равенство Н йх:х ф(х -х ) =х +ахЙ " 1 тМАКС мдкс Я Вч-.ч +(ч -ч ) = ч +дча"мдкС мдкс г:г +(г г ) + ьг1 1мдкс МАКС Определение х, у н г по этим формулам легко реализуется в линейно-круговом интерполяторе, если информацию о применяемом радиусе сферического конца фрезы вводить в интерполятор непосредственно с пульта станка.Опнсьваемый способ коррекции программы позволяет обрабатывать объемные сопряженные детали гибочных или вытяжных штампов (см, фыг. 2) типа пуансона 4 и матрицы 5 по одной программе. При этом координаты точек эквидистанты матрицы связаны с координатами точек поверхности пуансона соотношениями где 6 - толщина деформированного материала Откуда видно, что в этом случае для применения программы обработки пуансона к обработке магри. цы достаточно изменить знаки приращений Ьх, Ьу Ьг и вводить в интерполятор с пульта на радиус применяемой фрезы, а фиктивный радиус Яф = 8-6,Таким. образом, предлагаемый способ кор. рекции программы заключается в том, что в интер. лолятор, вырабатывающий управляющую информацию, помимо информации с программоиосителя о 4координатах начал и концов дуг окружностей илн отрезков прямых, образующих обрабатьваемую поверхность, и о координатах начал и концов участков траектории центра сферического конца 6фрезы максимально возможного радиуса, вводится непосредственнос пульта информация о радиусе сферического конца применяемой фрезы, а при применении программы для обработки сопряжен.ной детали с пульта вводится информация о фиктивном радиусе сферического конца применяемой фрезы, учитьвающая толщину деформируемого материала. Формула изобретения 1. Способ коррекции программы нри объемнойобработке поверхностей, состоящих из участков плоскостей и участков тел вращения, произвольно расположенных в пространстве, с помощью фрезы со сферическим концом на металлорежущих станках с программным управлением, с применением интерполятора и программоносителя, несущего информацию об обрабатьваемом профиле изделия, о т л и ч а ю щ и й с я тем, что, с целью исполь.зования в работе фрез с различными размерами сферического конца при обработке по одной и той же программе, вводится вспомогательная информация, содержащая сведения об эквидистанте, отстоящей от обрабатываемой на заранее установленный радиус фрезы и записанной на программоноснтеле, и поправочный коэффициент, представляющий со.бой информацию о примененом радиусе сферического конца фреэы и вводимый в интерполятор непосредственно с пульта станка, который позво.ляет осуществить путем пропорционального деления переход от базовой эквидистанты к эквидистанте, описьваемой центром фактически используемои фрезы.2,Способпоп,1, отличающийся тем,что, с целью получения возможности обработки сопряженных деталей типа пуансона и матрицы пространственных штампов, например гибочных, вытяжных и т,п., по одной и той же программе, зафиксированной на программоносителе, вводится дополнительная информация, включающая в себя информацию об изменении знака проекций радиуса фрезы, информацию об изменении знаков одной из текущих координат х или у, являюпцтхся координатами, лежащими в плоскости разъема штампа, и координаты г, лежащей на,оси, перпендикулярной разъему штампа и определяющей его глубину, и информацию о величине условного радиуса фрезы, представляющего собой фактический радиус фрезы, 66 уменьшенный на величину толщины штампуемогоматериала.29993 Составитель А. Ку Техред А, Демь н Корректор А, Вла с си ко в в Филиал ППП "Патент", г. ужгород, ул. Проектная,дактор Л: ГоЗаказ 2104/22 Тираж 1207 ПИ Государственного к по делам изобре 113035, Москва, Ж -Подписноемитета Совета Министров ССтеннй и открытий5, Раушская наб., 4/5
СмотретьЗаявка
1097816, 18.08.1966
ОСОБОЕ КОНСТРУКТОРСКОЕ БЮРО СТАНКОСТРОЕНИЯ МИНИСТЕРСТВА СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
ЭЛЬЯСБЕРГ М. Э, ШЕЙНИН Б. С, МАЛЬЧИК А. Ю, КИСЕЛЕВ Б. А, ГОЛЬДИН Я. Г
МПК / Метки
МПК: B23C 3/00, G05B 19/02
Метки: коррекции, обработке, объемной, поверхностей, программы
Опубликовано: 05.07.1977
Код ссылки
<a href="https://patents.su/3-219993-sposob-korrekcii-programmy-pri-obemnojj-obrabotke-poverkhnostejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ коррекции программы при объемной обработке поверхностей</a>
Пазовая фреза для фрезерования сферических пазов

Номер патента: 891258
Опубликовано: 23.12.1981
Автор: Кубрин
МПК: B23C 5/14
Метки: пазов, пазовая, сферических, фреза, фрезерования
...причем при пересечении граней образован уступ 4. Кроме того, наружная поверхность 2 и внутренняя поверхность 3 выполнены гранеными (фиг. 2),15 Внутренняя и наружная стороны фрезы могут быть изготовлены двух, трех и более гранеными.Толщина В;фрезы определяется в следующих пределах:-Фг Мгг о Иьг+ г 3 т быть опнеи по ллельн еричес продол Для выраже(1) п ковыми увелиих пафрезыпередствие еталла фери- ичаюубины рпуса гдгВн ф Вн изе где В - ширина фрезы;1 г =т+ ьт,глубина фрезерования;запас глубины;- угол между касательнойк внутреннеи стороненсферического паза и ходовой 1 г;- угол наклона оси сечения прорези к оси вращения обрабатываемойдетали;- угол утонения, предотвращающий трение стенок фрезы.изображенной на фиг. 1, римет вид:ИЬ+2(Рг) со...
Пазовая фреза для фрезерования сферических пазов

Номер патента: 446365
Опубликовано: 15.10.1974
Автор: Кубрин
МПК: B23C 5/14
Метки: пазов, пазовая, сферических, фреза, фрезерования
...Это упр товление фрезы. На фиг. 1 изображена конусная прорезания сферических пазов; на же, разрез по А - Л на фиг. 1. Основным и исходным параметро ных фрез для сферического фрезеров зов является угол конусности ф, нахо между Й (см, фиг, 2), являющейся хо ги, радиусом Я,р и плоскостью враще зы, например, образуемой кругом д й,р. Величина этого угла находится ющей зависимости от элементов, обр прорезь или паз:- исходный радиус круговой 1 перед /г в 1 п сс определяются орезь имеет наклон от оси в если наклонена к оси враще выражении г через д, (величи я постоянной при изменении , где 4 - исходный диаметр, га которого фреза остается Дср -3 нак 1 если пр а плюс При ющуюс угла сх) лах кру446365 где й,=й+й; Лй - запас глубины;Р, - исходный...
Устройство для ввода-вывода информации при обработке физических величин

Номер патента: 966683
Опубликовано: 15.10.1982
Авторы: Кашкиров, Марусев, Федоров
МПК: G06F 3/06
Метки: ввода-вывода, величин, информации, обработке, физических
...о готовности к передаче следующего кода.При нажатии одной из клавиш символьной клавиатуры 34 из шифратора 35 на группу элементов И 36 поступает параллельный код, соответствующий данной клавише. Элементом ИЛИ 37 и формирователем 38 обеспечивается пОявление на выходе группы элементов И 36 импульсного параллельного кода символа, соответствующего нажатой клавише.Нажатие какой-либо клавиши функциональной клавиатуры 39 соответствует заданию определенной команды для дисплея 6.Отдельной клавише "Запрос ЭВМ" соответствует первый выход функциональной клавиатуры 39, при нажатии других клавиш на выходе группы элементов И 41 появляется импульсный З 0 параллельный код команды, соответствующий нажатой функциональной клавише. Процесс формирования кодов...
Станок для обработки изделий по радиусу

Номер патента: 274611
Опубликовано: 01.01.1970
Авторы: Измайлов, Сергеев, Цыганов
МПК: B23C 3/02
...10, шарнирно соедццецнь 1 и стро,о по оси стола 2 с брусом 11, может повернуться на 90 с помощью червяка Ь маховичком 9. Стол на наружной поверхности имеет деления от 0 до 360=. При передаточном отношении червячной пары 1: 360 за один оборот маховичка 9 стальной брус 10 поворачивастся ца 1, Маховичок 9 имеет 360 делений ц нониус в результате точности установки угла доходит до 1".Для осуществления обработки н получения точного размера радиуса описанной окружности прц установке соответствующего угла необходимо произвести настройку станка, которая заключается в том, что ось стола совмещают с образующей цилиндра рабочего инструмента 3, Повернув стол на требуемыйзаданный чертежом, он жестко стопорится. Настройка станка производится прн помощи...
Устройство для прерывистого транспортирования изделий в процессе их обработки с одной позиции на другую

Номер патента: 114542
Опубликовано: 01.01.1958
Авторы: Логинова, Савицкий, Устьянов
МПК: B65G 23/42
Метки: другую, одной, позиции, прерывистого, процессе, транспортирования
...9 с направляющими 10 для роликов 11 подъемно-опускной каретки 12 с вилками И. Каретка 12 подвешена с помощью гибкой тяги 14, закрепленной одним концом неподвижно на кронштейне 15114542и переброшенной через ролики 1 б полиспаста. Подвижные направляющие 10 снабжены роликами 17, перемещающимися по неподвижным направляющим 18.При движении штока 8 каретка 12 с вилкой 13 перемещается в том же направлении, но на величину в два раза ббльшую, чем шток, благодаря чему обеспечивается возможность соответственно уменьшить высоту устройства.В положении, изображенном на фиг, 1, подвижная рама 1 верхнего конвейера перемещается вместе с изделиями влево, а рама 3 нижнего конвейера в впра на величину хода (шага) их. После этого обе подвижные рамы 1...
Предыдущий патент: Рентгенокардиографический преобразователь
Следующий патент: 5 1, 3 1-динитро-2, 2 1-дитиенилиден-5 -3-карбоксифенил, обладающий противогрибковой активностью
Случайный патент: Пьезоэлектрический преобразователь для приема сигналов акустической эмиссии