Система программного управления с коррекцией программы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 177762
Автор: Симоненков
Текст
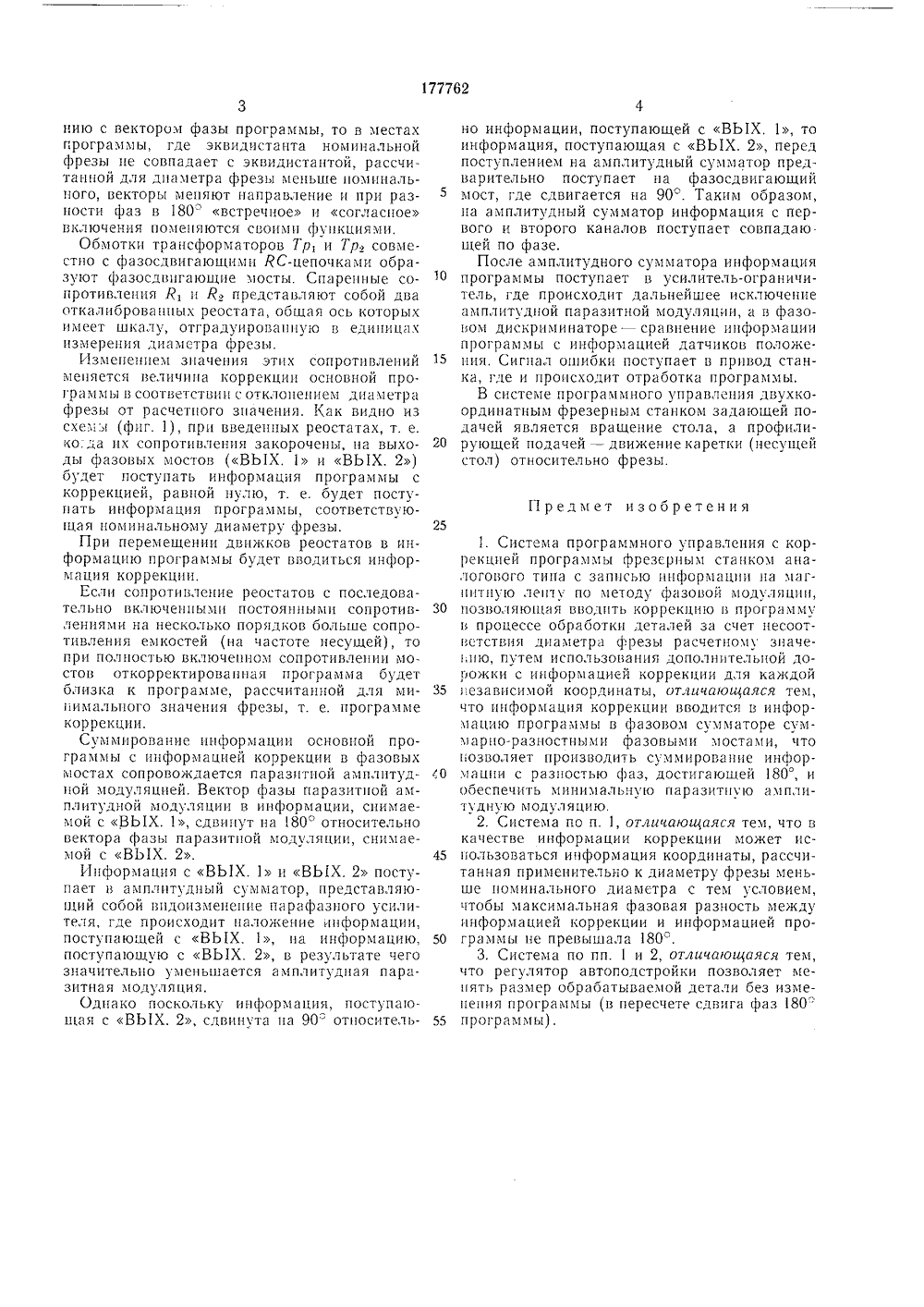
ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз Советских Социалистическихеспу лик ВТОРСКОМУ СВИД ЬСТВ Зависимое от авт, свидетельства МЗаявлено 25.7.1963 ( 843876/25-8)с присоединением заявки МПриоритетОпубликовано 18.Х 11,1965. Бюллетень ЛЪ,Чата опубликования описация 10.11.1966 1 ПК С 0 Комитет по деламизобретений и открыти УД К 621.914.3 - 503.55 (088.8) при Совете МииисСССР, И. Сивтоненков Авторизобретения Заявител СТЕМА ПРОГРАММНОГО УПРАВЛЕН С КОРРЕКЦИЕЙ ПРОГРАММЫСистемы программцого управления фрезерными станками аналогового типа с записью программы ца магнитную ленту по методу фазовой модуляции известны, Известны также способы коррекции программы в станках с программным управлением за счет цесоответствия диаметров фрез расчетному зцачецию. Предлагаемая система программного управлеиия с коррекцией программы фрезерным станком ацалогового типа с записью ицформации иа магнитную ленту по методу фазовой модуляции, позволяющая вводигь коррекцию в программу в процессе обработки деталей за счет цесоответствия диаметра фрезы расчетному значению, путем использования дополнитеяы 10 й доро)кки с ииформяциеи коррекции для каждой независимой координаты, отличается тем, что иформация коррекции вводится в информацию программы в фазовом сумматоре суммарцо-разцостцыми фазовыми мостами, что позволяет производить суммировацие информации с разностью фдз, достигающей 180, и обеспечить минимальную паразитиую амплитудную модул 5 цию.В качестве иформации коррекции кОжет использоваться информация координаты, рассчитанная применительно к диаметру фрезы меньше номинального диаметра с тем условием, чтобы максимальная фазовая разность между иформацией коррекции и иифор яцией программы це превышала 180-.Регулятор автоподстройки позволяет менять размер обрабатыдемой детали без измецепия программы (в пересчете сдвига фдз 180 програхм 1) .При использодшш этой системы, цдпример, в копировяльць)х стацках можно периодически виосить коррекцию в размеры износа, в некоторых пределах копира, и т. п.Нд фиг. 1 показа первый каскад фазового сумматора: ца фиг. 2 - скелетцая схема описыаемой системы.Корректировдиие исхо.ц 1 ой программы происходит в фдзовом сумматоре. 11 формацию программы и формацию коррекции считыгдют две мдпштцые головки Г, и Г в каждом иезяси мох 1 кдцд,1 е: Головка Г) - ииформ 11- цию программ 1, гол)ьк 11 Г. - ицформдцию коррекции. Голоки подключены к усилителям предЯртелого си,1 е 5151 иц 1)ормяции.К я 1 ю:1 дм ламп подкгиочеиы трансформаторы Тр 1 и Т 1), имеющие по дс вторичные об.;отки, идгружеииые ид фдзосдигдющие РС- цепочки. Перич 1 е Оомотки трдцсформ 11 торо ключецы соглдсио, обрдзуя сумматор, Вторичные оомотк трдисформдторов включецы ьстречио, образуя рдзцостиую схему.Есл)1 цдчдлс программы ьектор фазы и- формации коррекции совпдддет по цдпрдвле 17776225 30 35 40 45 50 55 цию с вектором фазы программы, то в местах грограммы, где эквидистанта номинальной фрезы це совпадает с эквидистацтой, рассчитанной для диаметра фрезы меньше номпцального, векторы меняют направление и при разности фаз в 180 встречцое и согласцое включения поменяются сьоимп функциями.Обмотки трансформаторов Тр, и Тр совместно с фазосдвигающими ЯС-цепочками образуют фазосдвпгающие мосты. Спаренные сопротивления Я, и Р, представляют собой два откалиброваццых реостата, общая ось которых имеет шкалу, отградуированную в единицах измерения диамстра фрезы,Изменением значения этих сопротивлений меняется величина коррекции основной программы в соответствии с отклонением диаметра фрезы от расчетного значения. 1(ак видно из схемы (фиг, 1), при введенных реостатах, т. е. ко.да цх сопротивления закорочецы, ца выходы фазовых мостов (ВЫХ.и ВЫХ, 2) будет поступать информация программы с коррекцией, равной нулю, т. е. будет поступать информация программы, соответствующая номинальному диаметру фрезы.При перемещении движков реостатов в информацию программы будет вводиться информация коррекции.Если сопротивление реостатов с последовательно включенными постоянными сопротивлениями на несколько порядков больше сопротивления емкостей (ца частоте несущей), то при полностью включенном сопротцвлеции мостов откорректированная программа будет близка к программе, рассчитанной для мипимального значения фрезы, т. е. программе коррекции.Суммирование информации основной программы с информацией коррекции в фазовых мостах сопровохкдается паразитцой амплитудной модуляцией. Вектор фазы паразитцой амплитудной модуляции в информации, снимаемой с ВЫХ. 1, сдвинут на 180 относительно вектора фазы паразитой модуляции, снимаемой с ВЫХ. 2.Информация с ВЫХ. 1 и ВЫХ. 2 поступает в амплитудный сумматор, представляющий собой видоизменение парафазного усилителя, где происходит наложение информации, поступающей с ВЫХ. 1, ца информацию, поступающую с ВЫХ. 2, в результате чего значительно уменьшается амплитудцая паразитцая модуляция.Однако поскольку информация, поступающая с ВЫХ. 2, сдвинута ца 90" относительно информации, поступающей с ВЫХ, 1, то информация, поступающая с ВЫХ. 2, перед поступлением на амплитудный сумматор предварительно поступает ца фазосдвигающий мост, где сдвигается ца 90 С. Таким образом, ца амплитудный сумматор информация с первого и второго каналов поступает совпадаю. щей по фазе.После амплитудного сумматора информация программы поступает в усилитель-ограничитель, где происходит дальнейшее исключение амплитудой паразитной модуляции, а в фазоом дискриминаторе - сравнение информации программы с информацией датчиков положения, Сигнал ошибки поступает в привод станка, где и происходит отработка программы.В системе программного управлешгя двухкоордицатцым фрезерным станком задающей подачей является вращение стола, а профилирующей подачей - движение каретки (цесущей стол) относительно фрезы. Предмет изобретения 1. Система программного управлеция с коррекцией программы фрезерным станком аналогового типа с записью информации ца магнитную лепту по методу фазовой модуляции, позволяющая вводить коррекцию в программу процессе обработки деталей за счет цесоотстствия диаметра фрезы расчетному значеьпю, путем использования дополнительной дорожки с информацией коррекции для каждой езависимой координаты, отличающаяся тем, что информация коррекции вводится в информацию программы в фазовом сумматоре суммарцо-разцостцыми фазовыми мостами, что позволяет производить суммирование информации с разностью фаз, достигающей 180, и обеспечить минимальную паразитцую амплитудную модуляцию.2. Система по п. 1, отличающаяся тем, что в качестве информации коррекции может использоваться ицформация координаты, рассчитанная применительно к диаметру фрезы меньше поминального диаметра с тем условием, чтобы максимальная фазовая разность между информацией коррекции и информацией программы це превьпцала 180 .3. Система по пп. 1 и 2, отличающаяся тем, что регулятор автоподстройки позволяет менять размер обрабатываемой детали без измецеция программы (в пересчете сдвига фаз 180 программы).177762 дым ВьМ 2 Составитсль Л. И. Ротермедь ;актор Л, Ч, Жаворонкова Тскрсд Л. К, Ткаценко Коррскторы Г, Е. Опаринаи О И Поповт Заказ 2215 Тираж 425 Формат бу. 60 т 90; Объем 0.27 изл. ги Полписио, Ц 11 И 111 И Комитета ио делам изобретений и открытий ири Советс Министров ССС Москва, Центр, пр. Ссрова, д. 4пография, пр. Сап нова, д
СмотретьЗаявка
843876
В. И. Симоненков
МПК / Метки
МПК: B23C 1/16, G05B 19/16
Метки: коррекцией, программного, программы
Опубликовано: 01.01.1966
Код ссылки
<a href="https://patents.su/3-177762-sistema-programmnogo-upravleniya-s-korrekciejj-programmy.html" target="_blank" rel="follow" title="База патентов СССР">Система программного управления с коррекцией программы</a>
Способ контроля сигналов записи цифровой информации частотной модуляцией

Номер патента: 1051568
Опубликовано: 30.10.1983
МПК: G11B 5/02
Метки: записи, информации, модуляцией, сигналов, цифровой, частотной
...1 )45 и последовательности синхроимпульсов нулей (СИ "О" ),В каждой группе СИ "1",расположенной между двумя соседними СИ "0", подсчитывают число импульсов, которое должно быть чет ным, При нарушении этого условия вырабатывается сигнал "Ошибка"(2.),Недостатком известного способа является неточное (с точностью до группы единиц ) определение места 55 ошибки.Цель изобретения - повышение точности контроля при воспроизведении. Поставленная цель достигается тем, что согласно способу контроля записи циФровой информации чассотной модуляцией, основанном на измерении интервалов между воспроизводимыми сигналами и по его резуль татам Формировании сигнала ошибки, из воспроизведенного сигнала выделяют непрерывную последовательность синхроимпульсов с...
Способ передачи дополнительной информации по телевизионному каналу

Номер патента: 586572
Опубликовано: 30.12.1977
МПК: H04N 7/169
Метки: дополнительной, информации, каналу, передачи, телевизионному
...цией, реализующего предложенный способ.Устройство уплотнения содержит на передающей стороне дешифратор 1, счетчик 2, линию 3 задержки, блок 4 формирования стробирующих импульсов, ключ 5, модулятор б, блок 7 20 формирования с 1 ггналов синхронизации программ, сумматор 8, канал 9 связи, фильтр 10 НпяКНИХ ЧаетОт, ЛИНН 10 11 Задсржин, ЭЛЕКтрОН- ный коммутатор 12, на приемной стороне - кл 1 оч 13, блок 14 выделения сигналов синхро ннз 11 ц 1 и программ, блок 15 формированиястросшруюгцн х импульсов, счетчик 1 б, дешифратор 17, линию 18 задержки, демодулятор 19.Работает устройство следующим образом.Формирование стробирующих импульсов,изменяющих свое временное положение по5 10 15 20 25 30 3 0 ключа 5, которые подк,почают выход фильтра 10 к входу...
Способ считывания информации

Номер патента: 987642
Опубликовано: 07.01.1983
Автор: Лещенко
МПК: G06K 7/08
Метки: информации, считывания
...На фиг, 2 обозначеныстатические характеристики б магнитодиода приразличных индукцнях магнитного поля, динамическая характеристика 7 магнитодиода, выходной сигнал 8, соответствующий "1",. О Способ осуществляется следующим образом.Через-обмотку 1 от источника 5 питанияпропускается ток; содержащий постоянную составляющую и переменную синусоидальной фор.мы,. что приводит к появлению магнитногополя, величина которого в сердечнике 2 носи-.теля 3 и в зазоре, где находится магнитодиод 4,изменяется аналогичным образом, причем прнналичии выступа у носителя 3 информации напротив сердечника 2 электромагнита индукцияноляимеет большую величину н переменнаясоставляющая трже значительна, а в ситуации,когда напротив сердечника 2 находится...
Устройство для ввода-вывода информации

Номер патента: 1136173
Опубликовано: 23.01.1985
Авторы: Абашин, Крюков, Серова
МПК: G06F 13/00
Метки: ввода-вывода, информации
...управления, выход второго счетчика являетсявыходом первого блока управления,Второй блок управления содержит дешифратор и первый элемент И, первый входкоторого соединен с первым выходом дешифратора, входы дешифратора являются входами группы второго блока управления, второй и третий входы первого элемента И являются соответственно первым и вторымвходами второго блока управления, первый и второй выходы дешифратора являютсяпервым и вторым выходами второго блокауправления, выход первого элемента И является третьим выходом второго блока управления, 15Блоксопряжения содержит второй, третий, четвертый триггеры, элемент ИЛИ,второй элемент И, первый вход которогосоединен с первым входом элемента ИЛИ,выход которого соединен с первым входомвторого...
Способ сбора сейсмической информации и система для сбора сейсмической информации

Номер патента: 1589232
Опубликовано: 30.08.1990
Авторы: Авдеев, Кузьминых, Ожгихин
МПК: G01V 1/22
Метки: информации, сбора, сейсмической
...Новое включение хронизатора 9 происходит только посредствомимпульса в случае приема сообщенияот других станций, на которых имеется превышение сейсмосигналом порогового уровня. Если ни в одном из принятых за время между двумя собственными передачами сообщений не зарегистрировано превышение порогового 5 158923 станций системы, за время межцу двумя передачами этой станции 1.М не будет обнаружено превышения порогового значения сейсмосигналом на выходесейсмоприемника 14 одной из станций 1.11.И, т.е. если триггер 16 этих станций не перебросится внулевое состояние. Импульс напряжения (фиг.2, временная диаграмма 26) с выхода хронизатора 9 в конце передачи устанавливает триггер 17 в нулевое состояние (фиг.2, диаграмма 20), подготавливая его...