Устройство управления резом и подачей полосы металла
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1480982
Автор: Шапиро


Текст
,80 4 В 23 Р 36 00 ОМИТЕТОТКРЫТИЯМ ГОСУДАРСТВЕННЫПО ИЗОБРЕТЕНИЯМПРИ ГКНТ СССР Е ИЗОБ ВИДЕТЕЛЬСТ ТЕНИЯ ПИ ТОР СКОМ 25-2(21) 419121 (22) 24.12.8 (46) 23.05.8 (71) Центра бюро кузне (72) М. П. (53) 621.791 (56) Авторс498107, кл Бюл.19ьное проектн но-прессового Шапиро 94.054,3 ( ое свиде .В 23 онструкторское а шиностроения 088.8) тельство СССРР 25/6, 1973,Я РЕТАЛЛА работке испольим циксы ме- речной схеачей ные(54) УСТРОЙСТВО УПРАВЛЕН ЗОМ И ПОДАЧЕЙ ПОЛОСЫ МЕ (57) Изобретение относится к о металлов давлением и может быть зовано для управления технологичес лом работы ножниц и подачи пол талла в автоматической линии по Изобретение относится к обработке металлов давлением и может быть использовано для управления технологическим циклом работы ножниц и подачи полосы металла в автоматической линии поперечной резки металла,Целью изобретения является повышение производительности.На фиг. 1 приведена структурная ма устройства управления резом и под полосы металла; на фиг. 2 - времен диаграммы работы устройства,Устройство управления состоит из датчика 1 Рез выполнен, привода 2 ножниц, датчика 3 положения ножей элемента И 4, привода 5 подачи полосы, блока 6 управления.Выход датчика 1 Рез выполнен подключен к первому входу элемента И, к второму входу которого подключен выход привода 2 ножниц. Выход элемента И 4 подключен к входу привода 5 подачи полосы, выход которого подключен к первому входу блока 6 управления, к второму входу которого под 2резки металла. Устройство содержит привод подачи полосы, который по окончании подачи полосы на заданную длину вырабатывает сигнал на блок управления, включающий привод ножниц. После этого блок управления, обработав сигнал от датчика положения ножей на выходе, подает сигнал, по которому привод ножниц выключается. Сигнал об отключении привода ножниц поступает на элемент И. На последний также поступает сигнал от датчика Рез выполнен. Одновременное поступление этих сигналов свидетельствует о том, что рез ножни- цами выполнен и привод остановлен. После этого сигнал с элемента И поступает на привод подачи полосы. Цикл повторяется.2 ил. положения ножей, выхоя по ключен к вхо у п иключен датчик 3 д блока 6 управлени д д.вода 2 ножниц.Устройство работает следующим образом.Привод 5 по окончании подачи полосы на заданную длину на выходе вырабатывает сигнал (фиг. 2), который поступает на первый вход блока 6 управления. По данному сигналу на выходе блока 6 управления вырабатывается сигнал, поступающий на вход привода 2 ножниц, которые начинают работу и совершают рез. После завершения реза полосы датчикомРез выполнен выдается сигнал, поступающий на первый вход элемента И. Ножницы продолжают движение. Достигнув верхнего положения, датчик 3 положения ножей на выходе выдает сигнал, который поступает на второй вход блока 6 управления. По данному сигналу на выходе выключается сигнал, который поступал на вход привода 2 ножниц. При снятии сигнала с входа привода 2 ножниц последний отключается (движение ножниц прекращается) и на выходе привода 2 нож1480982 Формула изобретения Состави гель Я, 11 учТехред И, ВересТираж 832 скииКорректор В. ГирнякПодписноеи открытиям при ГК 1 Т ССиаб., д, 4/5Ужгород, ул, Гагарина, 1 О Редактор С.заказ 264/ 1 ИИ 11 И Гасу ека ь врствениого когиитета по изобретениям3035, Москва, Ж - 35, Рау шская но-издательский комбинат Патент, г роизьодстве ниц появляется сигнал, поступающий на второй вход элемента И, который на выходе выдает сигнал, поступающий на вход привода 5 подачи полосы. По данному сигналу начинается подача полосы и цикл повторяется. Так как сигйал с датчика 3 положения ножей кратковременный и при большой по объему программе блок 6 управления не всегда успевает его обработать, поэтому ножницы могут совершить повторный рез. Однако хотя и рез выполнен, но привод ножниц не остановлен, то привод 5 подачи полосы не включится, Таким образом, устраняется рез немерной заготовки и ббразование петли перед ножницами. При одновременном поступлении сигналов на входы элемента И 4, что свидетельствует о том, что рез ножницами выполнен и привод остановлен, с выхода элемента И 4 поступает сигнал на привод 5 подачи полосы, который начинает подачу полосы.Затем цикл работы повторяется,Устройство управления резом и подачейполосы металла, содержащее датчик поло.жения ножа ножниц, привод подачи поло.1 Осы привод ножниц и блок управления, отли.чаюиееся тем, что, с целью повышения производительности, оно снабжено датчиком Рез выполнен и элементом И, при этом выход датчика Рез выполнен соединен с первым входом элемента И, второй вход ко торого соединен с выходом привода ножниц,выход элемента И подключен к входу привода подачи полосы, выход которого подключен к первому входу блока управления, датчик положения ножей подключен к второму входу блока управления, выход которого подключен к входу привода ножниц,
СмотретьЗаявка
4191218, 24.12.1986
ЦЕНТРАЛЬНОЕ ПРОЕКТНО-КОНСТРУКТОРСКОЕ БЮРО КУЗНЕЧНО ПРЕССОВОГО МАШИНОСТРОЕНИЯ
ШАПИРО МИХАИЛ ПЕТРОВИЧ
МПК / Метки
МПК: B23D 36/00
Метки: металла, подачей, полосы, резом
Опубликовано: 23.05.1989
Код ссылки
<a href="https://patents.su/2-1480982-ustrojjstvo-upravleniya-rezom-i-podachejj-polosy-metalla.html" target="_blank" rel="follow" title="База патентов СССР">Устройство управления резом и подачей полосы металла</a>
Устройство для коррекции положения фотосчитывающего элемента читающего автомата

Номер патента: 647700
Опубликовано: 15.02.1979
Авторы: Возиянов, Гимельфарб, Ковалевский, Петрусенко, Семеновский
МПК: G06K 9/00
Метки: автомата, коррекции, положения, фотосчитывающего, читающего, элемента
...элемент, выход которогосоединен с блоком распознавания и черезблок управления - с приводом, блок формирования опорных сигналов, соединенныйс блоками управления, распознавания исинхронизации; и исполнительный блок .Одноко известное устройство характеризуется конструктивной сложностью.Известно идругое устройство, наиболее близкое к изо бретению, содержащее привод, соединенныйс фотосчитывающим элементом, выход которого подключен к блоку распознавания, иблок усиления, подключенный к приводу 2.Это известное устройство имеет низкую точность и невысокую надежность,Цель изобретения состоит в повышенииточности и надежности. В описываемом устройстве это достигается тем, что оно содержит функциональный преобразователь, подОП...
Устройство для сопряжения двух цифровых вычислительных машин

Номер патента: 868741
Опубликовано: 30.09.1981
Авторы: Вальков, Петросов, Старк
МПК: G06F 3/04
Метки: вычислительных, двух, машин, сопряжения, цифровых
...соответствуюшее устройству, подключенному кканалу 1 (РАБА: = 1), Одновремен 30но через элемент ИЛИ 62 на вход блока 10поступает сигнал, по которому на выходе блока 10 появляется выходной еигнал, информи.руюший мини-ЭВМ о подключении устройствак каналу 1,35По сигналу прерывания мини-ЭВМ, генери 1руя управляюшие сигналы и управляющую информацию, через канал 52 снимает запрос напередачу байтов данных в регистре 9 (ТРБА:=О),передает в буферный регистр 6 код адреса и, 40устанавливает запрос иа передачу адреса в канал 1 (АДРА: = 1). В ответ на этот сигналканал 1 изменяет состояние выходных управляющих шин, информация о котором черезблоки 7 на выходе блока 10 генерирует сигнал, 45прерывающий работу мини-ЭВМ. По сигналупрерывания мини - ЭВМ...
Стенд для испытания механизма вращения клапана газораспределения двигателя внутреннего сгорания

Номер патента: 1725083
Опубликовано: 07.04.1992
Авторы: Варшавский, Карев
МПК: G01M 15/00
Метки: внутреннего, вращения, газораспределения, двигателя, испытания, клапана, механизма, сгорания, стенд
...пневмоцилиндра. С механизмом 1 вращения выпускного клапана соединен датчик 4 перемещения. Выход датчика 4 перемещения через пороговый элемент 5 подключен к первым входам логического элемента ИЛИ 6 исполнительного механизма 7, выполненного в виде двух электромагнитов, якорь первого из которых соединен с механизмом 1 вращения выпуск ного клапана таким образом, что при срабатывании электромагнита механизм 1 выбрасывается в первый бункер (не показан), а якорь второго - при срабатывании выбрасывает механизм 1 во второй бункер 10 (не показан). К вторым входам исполнительного механизма 7 и логического элемента ИЛИ 6 подключен выход генератора 8 импульсов. К входу устройства 3 прижима подключен выход блока 9 упоавления. Входы 15 запуска блока...
Генератор случайных чисел
Номер патента: 1691838
Опубликовано: 15.11.1991
Авторы: Давлиев, Лысенков, Малиновский, Мартыщенко, Филюстин
МПК: G06F 7/58
Метки: генератор, случайных, чисел
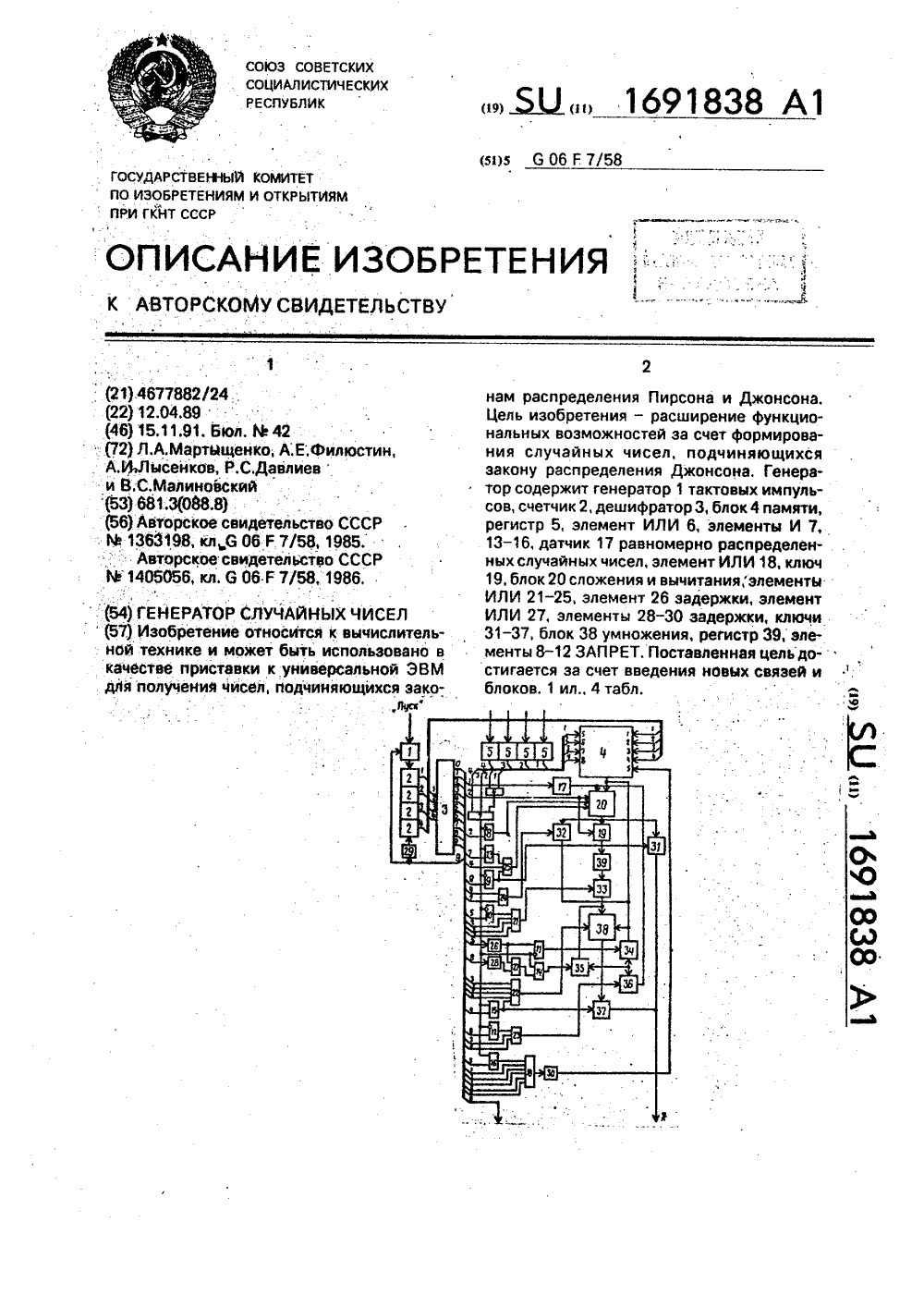
...вход блока 38, на второй вход которого с регистра 39 через ключ 33 подается величи на Л 1, Под действием восьмого импульса генератора 1 в блоке 38 происходит перемножение величин Ь и 25, результат 76 через ключ 36 подается на второй вход блока 20, на первый вход которого с блока 4 подается величина в.Под действием девятого импульса гене. ратора 1 на девятом выходе дешифратора 3 формируется сигнал, который поступает на вход остановэ генератора 1 и выключает его. Под действием этого же сигнала в блоке 20 происходит сложение величин щ и Ев. Результат Х 1 через ключ 31 поступает на выход генератора случайных чисел. Одновременно с этим сигнал с девятого выхода дешифратора 3 через элемент 29 задержки поступает на вход "Сброс" счетчика 2 под...
Устройство управления безупорным мерным резом полосы

Номер патента: 774832
Опубликовано: 30.10.1980
Авторы: Розов, Фельдман, Холодный
МПК: B21B 37/00, B23D 36/00
Метки: безупорным, мерным, полосы, резом
...входом первого триггера46, с "единичным" установочным входом второго триггера 47 и с управляющим входом второй группы ключей 39.Выход формирователя .импульсов 41 является выходным сигналом ФПКУ 32.Выходы триггеров 46 и 47 подключены к входам первого элемента И 42,выход которого подключен к входу элемента НЕ 45 и к первому входу второгоэлемента И 43. Выход элемента НЕ 45подключен к первому входу третьегоэлемента И 44. На вторые входы элементов И 43 и 44 подаются от генератора опорных частот (ГОЧ) импульсытактовой частоты Гс = 4,5 кГц. Выходвторого элемента И 43 подключен куправляющему входу первой группы ключей 38. Выход третьего элемента И 44подсоединен к счетному входу первоготриггера 46.Такое построение ФПКЧ 32...
Предыдущий патент: Летучие ножницы
Следующий патент: Станок для резки дисковой пилой
Случайный патент: Способ выделения высокочастотных составляющих