B23C 3/00 — Фрезерования специальных изделий; особые способы фрезерования; станки для этого
Способ обработки крупногабаритных деталей

Номер патента: 1673309
Опубликовано: 30.08.1991
Авторы: Константинов, Муртазин
МПК: B23C 3/00
Метки: крупногабаритных
...в теле детали крепежные отверстия, которые служат для фиксации детали в процессе обработки с последовательными переустановками (на фиг, 1 изображены три отверстия), Г 1 ри первом устаноее деталь фиксируют пп первым двум отверстиям, причем второе с тверстие на детали не совмещается с отверстием на столе станка 3, находящемся от первого отверстия на расстоянии С по оси Х и на расстоянии О по оси У (в единицах кратности), Таким образом при первом усвнове деталь поворачивают на уголАО - ВСр = агстд г .- - - ,нС 1 + В 1.11после чего деталь занимает положение 11 Управляющую информацию для программной обработки корректируют с учетом угла изменения ориентации детали, В процессе обработки фрезу 4 плавно подводят к соответствующему...
Устройство для фрезерования

Номер патента: 1673386
Опубликовано: 30.08.1991
Автор: Кулык
МПК: B23C 3/00, B23Q 11/02
Метки: фрезерования
...также накладки 8, размещенные на боковой поверхности 9 фрезы между зубьями 2, при этом наружная поверхность 10 накладкой 8 расположена заподлицо с наружной поверхностью 11 20 зубьев фрезы,Длина образующей 1 конуса б определяется из следующего соотношения: 1 = (0,25 - 0,30)Рф, где Рф - диаметр фрезы, мм, 25 Длина образующей 2 конуса 7 определяется из соотношения 2 = (0,19 - 0,23)Рф, Ширина В между образующими двух конусов 6 и 7 определяется из соотношения 30 В = 0,075 Рф. Ширина С пылестружкоприемника 4 со стороны системы пневмоотсоса определяется из соотношения С - (О 70 075 03536 где 3 - угол обхвата фрезы 1, град.Ширина воздуховода С 2 с противоположной стороны и его высота Н равны соответственно 36-40 и 70-75 мм независимо от...
Устройство к фрезерному станку для обработки крупногабаритных деталей

Номер патента: 1675065
Опубликовано: 07.09.1991
Автор: Давиденко
МПК: B23C 3/00
Метки: крупногабаритных, станку, фрезерному
...золотником 20, закрепленным на корпусе гидроцилиндра 8. В штанге 12 установлен эксцентрик 21, связанный с помощью кольцевых выступов 22 с тягой 15 и с рукояткой 23.Устройство работает следующим образом.В исходном положении Г-образный прихват, повернутый на 90 от рабочего положения, находится в крайнем левом положении.В приспособлении 5 устанавливают деталь б. Эксцентрик 21 переводится в полажение, при котором тяга 15 нажимает на следящий золотник 20. Следящий золотник 20 управляет гидроцилиндром 8, который перемещает штангу 12 в крайнее правое положение, При этом Г-образный прихват 14 проходит над деталью б и останаелива 30 35 40 4550 55 5 1 О 15 20 25 ется в положении, обеспечивающим поворо 1 его ь рабочее положение. После этого...
Способ определения оптимальной скорости резания при механической обработке

Номер патента: 1678552
Опубликовано: 23.09.1991
Автор: Молохов
МПК: B23C 3/00
Метки: механической, обработке, оптимальной, резания, скорости
...режущих кромок торцевой фрезы (определяется как отношение величины износа к пути резания режущей кромки) также при торцевом фрезеровании двух различных материалов,Для обработки берут заготовку и производят обработку ее при различных скоро, БО 1678552 А 1 нической обрабо-ке, Цель изобретения - упрощение способа и расширение технологических возможностей за счет использования способа в условиях прерывистого резания, обработки с переменным припуском и инструментом с криволинейной поверхностью. Производят обработку заготовок при различных скоростях ч резания при постоянной подаче на зуб, Для каждой скорости на выходе инструмента измеряют толщину ножки заусенца, Скорость резания при минимальной толщине ножки заусенца считают оптимальной. 2...
Устройство для обработки изделий

Номер патента: 1682051
Опубликовано: 07.10.1991
Авторы: Велиев, Гаджиев, Искендеров, Мамедов, Тараненко
МПК: B23C 3/00, B24B 3/40
...например,торцовыми фрезами) 15 и 16; режущая частьфреэы 15 выполнена чашеобраэной формы,Инструменты 15 и 16 закреплены в шпинделях головок 17 и 18, размещенных на вертикальной плите 19, Торцовые фрезы 15имеют различные диаметры, причем фреэа16 меньшего диаметра входит во внутреннюю полость фрезы 15 большего диаметра,Плита 2 приводится во вращение от двигателя 20 через редуктор 21 посредством шестерни 22 и колеса 23, В-подшипниках 24закреплены шлифовальные круги 25. шаблон 26 служит для установки фрезерованной заготовки под заточку лезвия, Ыаблон27 служит для отжима клиньев 14,Устройство работает следующим образом,Включается двигатель 20, и плита 2 совместно со специальными приспособлениями 4 приходит во вращение. Заготовкитопора...
Фрезерный станок

Номер патента: 1683896
Опубликовано: 15.10.1991
Автор: Егоров
МПК: B23C 3/00
...заусенцев состоит из кронштейна 9, закрепленного на силовом столе 2 и несущего резцедержательвыполненный в виде двуплечего рычага 10 с возможностью поворота вокруг оси 11, закрепленной на кронштейне 9. На одном конце реэцедержлтеля 10 закреплен покрайней мере один резец 12, а на другом - шарнирно закреплен шатун 13, также шарнирно соединенный с тягой 14, установленной в поводковом элементе 7 с возможностью перемещения вдоль своей оси. Тяга 14 взаимодействует с пружиной 15, установленной в поводковом элементе 7, На тяге 14 выполнен выступ, поверхность Г которого служит для взаимодействия с поводковым элементом 7. В пинали 6 закреплена фреза 16. На кронштейне 9 и на резцедержателе установлены экраны 17 и 18, ограничивающие попадание...
Способ обработки внутренних кольцевых канавок

Номер патента: 1683897
Опубликовано: 15.10.1991
Авторы: Амбросимов, Кириллов, Меринов, Савищенко
МПК: B23B 1/00, B23C 3/00
Метки: внутренних, канавок, кольцевых
...М.; Машгиз, 1962, иэ условия размещения стружки в канавках) следующими соотношениями 25 а 1ении, расположенном в нара подачи Яр (фиг. 4), зубья бирают припуск прямоы, шириной Ь и глубиной трично расположенный отпроходящей через середианавки. В любом другом В осевом сеч правлении векто инструмента вы угольной форм Л= В - 2, симме носительно оси, ну кольцевой к п 2=2 П 1 мин (6)Яр= Я 2 п 1 мм мин (7)30 Яо = т 1 п 1 мм мин (8)На фиг. 3 и 4 показано осуществлениеспособа без вращения заготовки,При вращении инструмента с частотойп 1 с одновременным движением радиаль 35 ной Яр и продольной Яо подач его зубья эаколичество й оборотов инструмента, равноеполному числу витков (шагов) инструмента,постепенно выбирают припуск сегментнойформы так, как...
Устройство для фрезерования шарниров очковых оправ из профильного проката

Номер патента: 1688995
Опубликовано: 07.11.1991
Авторы: Альтшуллер, Юркевич
МПК: B23C 3/00
Метки: оправ, очковых, проката, профильного, фрезерования, шарниров
...поо:.:;.;х,тоный шкив 32, вращениея к)гооы; ербдяется клиновым ремнем33 а- з,ектродвигателя (не показан). Вращение на карусель 1 передается от промежу - , гно го ) ЯЯ 34 .е реэ шестерню 35 и";б.;Гь й вен-.:36, жестко закрепленный на:ЧГ:", :шестеллетт;я От проме)куточногов:.,;а .,: Чере, звездочку 37 цепьн) 38,15 20 25 30 35 40 45 50 55 неподвижном барабане 5 в бязирующие планки б и фиксируют зажимными планками 7 при помощи клиньев 48 с торсионной пружиной 47, Вручную при помощи червячной передачи 13 и серьги устанавливаОт соосное расстояние между осями карусели 1 и осями эксцентричных втулок 12 и 15 для настройки устройства на режим обработки заготовок, Симметричные пары равноудалены одна от другой и расположены в местах врезания...
Станок для непрерывной обработки деталей

Номер патента: 1692764
Опубликовано: 23.11.1991
МПК: B23C 3/00
Метки: непрерывной, станок
...за одно целое с корпусом 6. Корпус 6 установлен на пустотелой оси 9 с возможностью перемещения посредством направляющих (подшипников скольжения, качения и т,п.).Станок работает следующим образом. При включении электродвигателя 5 (М 2) через шестерни 21 и 22 и вал 11 вращения передается инструменту 12. Затем включают электродвигатель 4 (М 1). Вращение от него через ременную передачу 23, систему передач передается столу 3. Последний поворачивается вокруг своей оси вместе с обрабатываемыми деталями (узлами) 14. Загрузка деталей 14 может быть осуществлена одним из известных методов, напри 5 1015 20 25 30 35 40 45 50 мер, посредством подачи их в ложементы из магазина (не указано). При поступлении детали в зону обработки прижим 13 может...
Устройство для обработки крупногабаритных деталей с двух сторон

Номер патента: 1703290
Опубликовано: 07.01.1992
Автор: Давиденко
МПК: B23C 3/00
Метки: двух, крупногабаритных, сторон
...На СОПЕ 2, УСтройсГ 55 О снабк нхалзг 1 О 5 л лэмценса 5 и рРсГ гасо". ,Переглещеия столовцри издеОни 1 а -1 оле ия перемещения,выполненн м Г оде р чанга 12, один коОц 30которого связан с якорем соленоида 13, аДРУГОИ - ОЗа,МОДИСтгУЕТ С УПРаопл 5 ОО 5 М ЗОл)ником 10, Гид 5 дп 511 вод 9 связан со столом3 с помааьО плгпОк 14 и 15. На основании 1уставолен цоиОд 16 установочного поперечного перемещения стола 3 и фрезернойголовки 7, соединенн 5 и через винтовую передачу 17 с плитой 18 связанной со с 15 логл 3и фрезерной головкой 7.Устройство работает следующим образом.О походноя положении столы 2 и 3 находятся о крайнем О 5 осительно оп 1 делположении и в крайнем правом положении.В приспособлении 4 закрепляют деталь 5, 45При...
Способ торцового фрезерования

Номер патента: 1706783
Опубликовано: 23.01.1992
Авторы: Алексеенко, Залога, Петренко, Петрошак
МПК: B23C 3/00
Метки: торцового, фрезерования
...ЕО" ВЕ МО ЬВ/2 8+8, так как АЕ = АЕ,из ЬОАЕи а/2 2 3 подобия ВОВК и Ь Так как 1 ФР + б, то окончательно пол 0 учают выражение ОВ ВГ, ОК ГО= - ; ноОК=М Р - б2 з 1 п а/2 и (г+ де г - числруппе,в - числ о групп из здействие 4 поочередвого элерхностью тся.ия 5 ания, при авливают Р + б + 2 Ь В з 1 п а/2 - Р8 -- 3/4 Р+б Ь 24 зи а/2 с угловым шагом а, причем наиболее выступающий в осевом направлении (чистовой) режущий элемент 3 располагается на окружности наименьшего радиуса. что обеспечивает поочередное воздействие на обрабатываемую деталь 2 каждого режущего элемента,Режущие элементы 3-5 располагают в диаметральных плоскостях. Элементы 4 и 5 располагают оппозитно в диаметральных плоскостях, которые симметричны относительно диаметральной...
Способ обработки резанием

Номер патента: 1713755
Опубликовано: 23.02.1992
Автор: Липатов
МПК: B23C 3/00
Метки: резанием
...сопротивление обрабатываемого материала;у э - расстояние между двумя смежнымиэлектродами каждой пары;т - ширина среэаемого слоя;Я - глубина срезаемого слоя.В результате, под действием импульсовэлектрического тока обрабатываемый материал между смежными электродами каждойпары, в зоне шириной = й 0 (где й - радиусзоны резания, О- угол между электродамипары) переходит в электроплэстическое состояние, и удаляется режущими зубьямифрезы с меньшими усилиями резания.В процессе обработки глубину разупрочненной зоны регулируют посредствомизменения напряжения Оо, время следования импульсов электрического тока устанавливают меньше Времени релаксации10 материала, что устраняет возможность срезания неперешедшего в электропластическое состояние части...
Станок для непрерывного фрезерования

Номер патента: 1726162
Опубликовано: 15.04.1992
Авторы: Аникеев, Фролов, Черненко
МПК: B23C 3/00
Метки: непрерывного, станок, фрезерования
...для взаимодействия с дополнительной прижимной планкой, при этом в первой прижимной планке выполнен сквозной паз для прохода дополнительной планки.На фиг,1 схем,тически изображен станок, общий вид; на фиг.2 - узел на фиг.1; на фиг.3 - разрез А- А на фиг.1; на 30 35 40 45 50 55 фиг.4 - разрез Б - Б на фиг,1; на фиг,5 - разрез В - В на фиг,2,Станок для непрерывного фреэерования содержит конвейер, состоящий из звеньев 1, приводной звездочки 2, натяжного ролика 3 и установленной на стойках 4 ромбической направляющей планки 5, Станок имеет фрезерную головку 6 со шпинделем 7, на котором закреплены две двусторонние дисковые фрезы 8, и плитой 9,в вертикальных расточках которой установлены подпружиненные толкатели 10, связанные через оси 11 с...
Способ обработки крупногабаритных деталей

Номер патента: 1496123
Опубликовано: 07.05.1992
Автор: Могутов
МПК: B23C 3/00
Метки: крупногабаритных
...5 в надлюковом пространстве полностью удален путем перевода его . в стружку Заканчивают обработку межреберного пространства, в зоне которого расположен люк 3, чистовым окончательным переходом фрезерования, при котором удаляют припуск 6 (величина ). Торец фрезы 4 устанавливают на плоскости, параллельной основной базовой и находящейся над ней на величине Ь (фиг.4), а фреэу перемещают эквндистантно кднтуру ребер, только в окололюковой зоне,30 Формула изобретения Способ обработки крупногабаритных деталей с ребрами жесткости и сквозным люком на станках с ЧПУ, включавщий обработку инструментом базовой плоскости, переустановку детали на базовую плоскость, предварительную и окончательную обработку межреберного пространства и обработку люка, о т...
Способ фрезерования плоских нежестких деталей с односторонним расположением ребер жесткости

Номер патента: 1159206
Опубликовано: 07.05.1992
Авторы: Бураков, Дементьев, Кисляков, Могутов
МПК: B23C 3/00
Метки: жесткости, нежестких, односторонним, плоских, расположением, ребер, фрезерования
...внут.-реднего контура с такими же припусками под окончательную обработку, что и по наружному. Обработку внутренних контуров с целью уменьшения величин деформаций детали осуществляют, перемещая Фрезу от краев детали к ее середине, при этом в основу.закономерности Формирования. обрабатььаемых59206 4 46 45Ф 5 1 О 5 2 О 25 ЗО 35 контуров принят следующий порядок. Вначале обрабатывают. контуры, пока" ванные на схеме со штриховкой, затем те, что без штриховки. Первым обрабатывают контур под номером 1 (Фиг.5), находящийся у одного из краев детали, затем следует обрабатывать контур под номером 11 с противоположного края детали. Перехоц при обработке конту" ров с одного края на противоположный обуславливается примерным выравнива- . нием...
Способ фрезерования внутренних радиусных сопряжений сторон контурных поверхностей

Номер патента: 1731462
Опубликовано: 07.05.1992
Авторы: Колесов, Мусатов, Уливанов
МПК: B23C 3/00
Метки: внутренних, контурных, поверхностей, радиусных, сопряжений, сторон, фрезерования
...г.Далее производят пробное фрезерование одной детали из партии по траектории, подобной траектории будущего прохода, предшествующего окончательной обработке. Затем путем сравнения с образцами (возможны и другие способы, например метод снятия слепка) определяют наибольшую высоту д неровностей профиля в радиусном сопряжении, вызванных вибрационной волной в момент торможения.После этого назначают величину коэффициента запаса К=1,4 из следующих технологических соображений:К 1 - должно быть обеспечено устранение следа вибрационной волны;Смакс - г(1 - 8 п 2) К д зп2 из условия, что припуск т под чистовой проход по сопрягаемым поверхностям не должен превышать максимальной величиныттмакс 1из условия, что припуск в углу не должен превышать...
Способ фрезерования наружных контуров крупногабаритных деталей на станках с чпу

Номер патента: 1166418
Опубликовано: 07.05.1992
Авторы: Мандрыгин, Могутов, Стипурин
МПК: B23C 3/00
Метки: контуров, крупногабаритных, наружных, станках, фрезерования, чпу
...скруглений режукромки фрезы при торц- величина перекрытия,сирующая размерные поти величины радиуса скния фрезы при торце,- размер детали по высоходящий на обрез контур Описываемый способ осуществляютследующим образом.еееЬБазирование, установку и крепление детали 1 на станке с ЧПУ осуще- оьствляют с помоцью универсального ва- Окуумного стола. ДПосле установки и крепления заготовки на вак. умном столе станка выполняют чистовое фрезерование базовойплоскости 2 с шероховатостью поверхности Р, = 20 мкм. При этом оставля- ают припуск 3, величина которого определяется по условию г0 + г + 1,где 0 - минимальная технологическаяперемычка между торцом фреэы и плоскостью вакуумного стола, гарантирующая от повреждений вакуумный стол, 11 г - радиус...
Способ фрезерования торцовой фрезой

Номер патента: 1738494
Опубликовано: 07.06.1992
Авторы: Нечаев, Позняков, Шатерин
МПК: B23C 3/00
Метки: торцовой, фрезерования, фрезой
...с поверхностью вреэания. 1 ил,зом.Перед срезанием материала припуска 1 заготовки 2 зубьями 3 торцовой фрезы 4 осуществляют предварительный нагоев ма. териала припуска 1. Ширину Вн нагреваемого слоя устанавливают равной 0,8-0,95 ширины фрезерования В, а одну из.границ .зоны 5 нагрева совмещают с поверхностью б врезания, В результате этого создаются нагретые и ненагретые зоны срезаемого припуска 1. В зоне 5 нагрева происходит снижение прочности материала припуска 1, в нем возникают структурные превращения и термические напряжения, снижаются силы трения на поверхностях контакта материала заготовки 2 и зубьев 3 фрезы 4, Все это обуславливает снижение сил резания при. срезании припуска 1 заготовки 2 в зоне 5 нагрева. что позволяет повысить...
Станок для непрерывного фрезерования торцевых поверхностей

Номер патента: 1741980
Опубликовано: 23.06.1992
Авторы: Гитис, Захаров, Шориков
МПК: B23C 3/00
Метки: непрерывного, поверхностей, станок, торцевых, фрезерования
...основание, барабан с гнездами для деталей, привод вращения барабана и устройство для зажима деталей в зоне обработки. Станок снабжен приводом вращения корпуса устройства для зажима деталей, кинематически связанным с приводом вращения барабана, а устройство для зажима деталей выполнено в виде обода, ось которого смещена относительно оси барабана, установленного с возможностью радиального перемещения в выполненных в корпусе пазах, и закрепленных на основании подпружиненных роликов, предназначенных для взаимодействия с внешней поверхностью обода.На фиг. 1 изображен станок, общий вид; на фиг,2 - вид А на фиг.1: на фиг,3 - сечение Б-Б на фиг.2; на фиг.4 - фрагмент корпуса устройства для зажима деталей.10 15.талей. Привод 9 вращения корпуса...
Способ формирования рабочего сечения трубчатого образца

Номер патента: 1745433
Опубликовано: 07.07.1992
Автор: Ерусалимский
МПК: B23C 3/00
Метки: образца, рабочего, сечения, трубчатого, формирования
...под углом а к образующей, равным углу наклона формируемого в образце 3 рабочего сечения. В режущем инструменте 6, имеющем постоянную толщину 1, равную ширине надреза 7 в образце 3 и расстоянию между скошенными торцами 4 и 5 элементов 1 и 2, выполняют боковой односторонний выступ 8, расстояниеот края которого до края режущей части 9 определяется условием (2).Формирование рабочего сечения в образце 3 выполняют следующим образом. В трубчатые элементы 1 и 2, размещенные соосно с обеспечением зазора 1 между скошенными торцами 4 и 5 (фиг. 1), вставляют трубчатую заготовку, предназначенную для изготовления образца 3 с наклонным рабочим сечением, после чего соединяют элементы 1 и 2 и заготовку, например, точечной сваркой в зонах...
Способ обработки нежестких деталей

Номер патента: 1750857
Опубликовано: 30.07.1992
Авторы: Менх, Шенер, Шушпанников
МПК: B23C 3/00
Метки: нежестких
...допустимый для этого перехода. припуск с части заготовки по ширине,,1750857 измеряют прогиб заготовки, а затем деформируют последнюю в направлении прогибана велицину прогнозируемого коробленияот перераспределения остатоцных напряжений, после чего снимают оставшуюся 5часть припуска,Недостатком известного способа односторонней механической обработки нежестких деталей является низкое кацествообработанных деталей, так как остаточные 10напряжения, вызванные обработкой резанием, формируют у них большой прогиб,Целью изобретения является повышение качества обрабатываемых поверхностей эа счет уменьшения прогиба деталей, 15Указанная цель достигается тем, что согласно способу обработки нежестких деталей, при котором обработку ведут покрайней...
Станок для корректирования масс коленчатых валов

Номер патента: 1757786
Опубликовано: 30.08.1992
Авторы: Брановец, Галицкий, Краснич
МПК: B23C 3/00
Метки: валов, коленчатых, корректирования, масс, станок
...головкой 6 и подвижным столом 2 для коррекции механизма угловой ориентации 8 механизма осевой ориентации 10 и подвижной фрезерной головки 6; системы упоров (на чертеже не показана) для установки подвижного стола 2,Кроме того, станок содержит гидроцилиндр 22 в механизме осевой ориентации 10, концевые выключатели 23,24(например, бесконтактной торцевой переключатель - 5 БТП), предназначенные для регистрации зажимного устройства в крайних положениях,Корректирующий станок работает следующим образом,После измерения дисбаланса на балан сировочнам станке коленчатый вал 5 внешним транспортам переносится на корректирующий станок и устанавливается на опоры 4 подвижного стола 2, находящегося в исходном (в крайне правом) положе нии фиг, 1),...
Способ односторонней механической обработки нежестких деталей

Номер патента: 1757787
Опубликовано: 30.08.1992
МПК: B23C 3/00
Метки: механической, нежестких, односторонней
...заготовки, равный 15а - Л3 - 1 н - д -1 нгде тн - измеренный прогиб заготовки после 20первого перехода;Л - припуск на первом переходе;а - общий припуск на обоабатываемуюсторону заготовки,затем отводят инструмент, после чего снимают оставшуюся часть припуска с установленной вертикальной подачей Яв,На фиг. 1 представлено удаление и рипуска Лна первом переходе; на фиг. 2 - детал,после первого перехода с образовавшимсякороблением 1 н; на фиг. 3 - образованиепогрешности формы 1 ф при обработке корпусной жесткой детали от упругого обжатиязаготовки; на фиг, 4 - образование аналогичной погрешности формы 1 ф при установке плоскостной детали как балки на двухопорах; на фиг. 5 - установление вертикальной подачи Я для образования прогиба...
Способ обработки плоскостей

Номер патента: 1757788
Опубликовано: 30.08.1992
Автор: Кузнецов
МПК: B23C 3/00
Метки: плоскостей
...и качества обре ботки, уменьшение энергозатрат, эко:опия материала,Это достигается тем, что способ обработки плоскостей, ограниченных двумя и более сторонами контурной поверхности, сопряженных с обрабатываемой плоскостью и между собой, включает несколько проходов Т-образной и концевой фрезами путем перемещения их по траектории, .эквлдистантным сторонам контура детали, с обеспечением перекрытия припуска между проходами, причем параметры Т-образной фрезы выбирают из условия: ширина фрезерования Т-образной фрезы меньше величины припуска на обработку; на предварительном этапе обработку осуществляют Т-образной фрезой, а на окончательном - концевой, при этом параметры фрез выбирают из условия:От 2(1 - О+ )+ бхв,Огде- величина перекрытия...
Способ фрезерования

Номер патента: 1763103
Опубликовано: 23.09.1992
МПК: B23C 3/00
Метки: фрезерования
...ЯМ 1 сохраняется до полного врезания фрезы 1 в заготовку (тачки Н 1, фиг. 1, г).После полного врезания фрезы 1 в заготовку минутную подачу заготовки увеличивают до значения Ям,у, установившегося процесса фрезерования и это значение минутной подачи сохраняется до выхода фрезы 2 из обрабатываемой детали,В процессе установившегося фрезерования при взаимодействии зуба фрезы 1 с заготовкой 3 (точка "а") возникает тан генциаЛЬНая СОСтаВЛяЮщая Рг 1 СИЛЫ рЕЗаНИя (фиг. 3), проекция которой на направление, перпендикулярное оси "О - О" детали 3 равна Рп 1. Одновременно с этим при взаимодействии зуба фрезы 2 с заготовкой 3 (точка "в") возникает тангенциальная составляющая Ра силы резания, проекция которой на направление, перпендикулярное оси...
Способ обработки поверхностей торцевой фрезой

Номер патента: 1773585
Опубликовано: 07.11.1992
МПК: B23C 3/00
Метки: поверхностей, торцевой, фрезой
...обрдбдтьндемой поверхности ему сообщают плавное радиальное пере 11 ещен 11 а от обрабатываемойповерхности до исходного положения при выходе режущего элемента из детали.На фиг,1 показана схема установки фрезы относительно обрабатываемой деталигна фи 1.2 - Основнаг схема Обработк (Срез 51СБА - прототип, срез ББ 1 Е 1 Е - предлагаемый способ); на фиг.З - фрагмент положения режущего элемента, подпружиненного ОтнОсительно корпуса, на фиГ,4фраГмент положения режущего элемента на выходе 10 из детали.Способ реализуется фреэой, содержащей ксрпус 1 с конусным хвостовиком, устанавливаемым в оправку 2 шпиндельного узга. В корпусе размещень режущие пла стины 3, воздействующие на деталь 4, Пластиы 3 подпружинень к корпусу 1 с помоцью пружин 5,...
Способ обработки уплотнительных колец и устройство для его осуществления
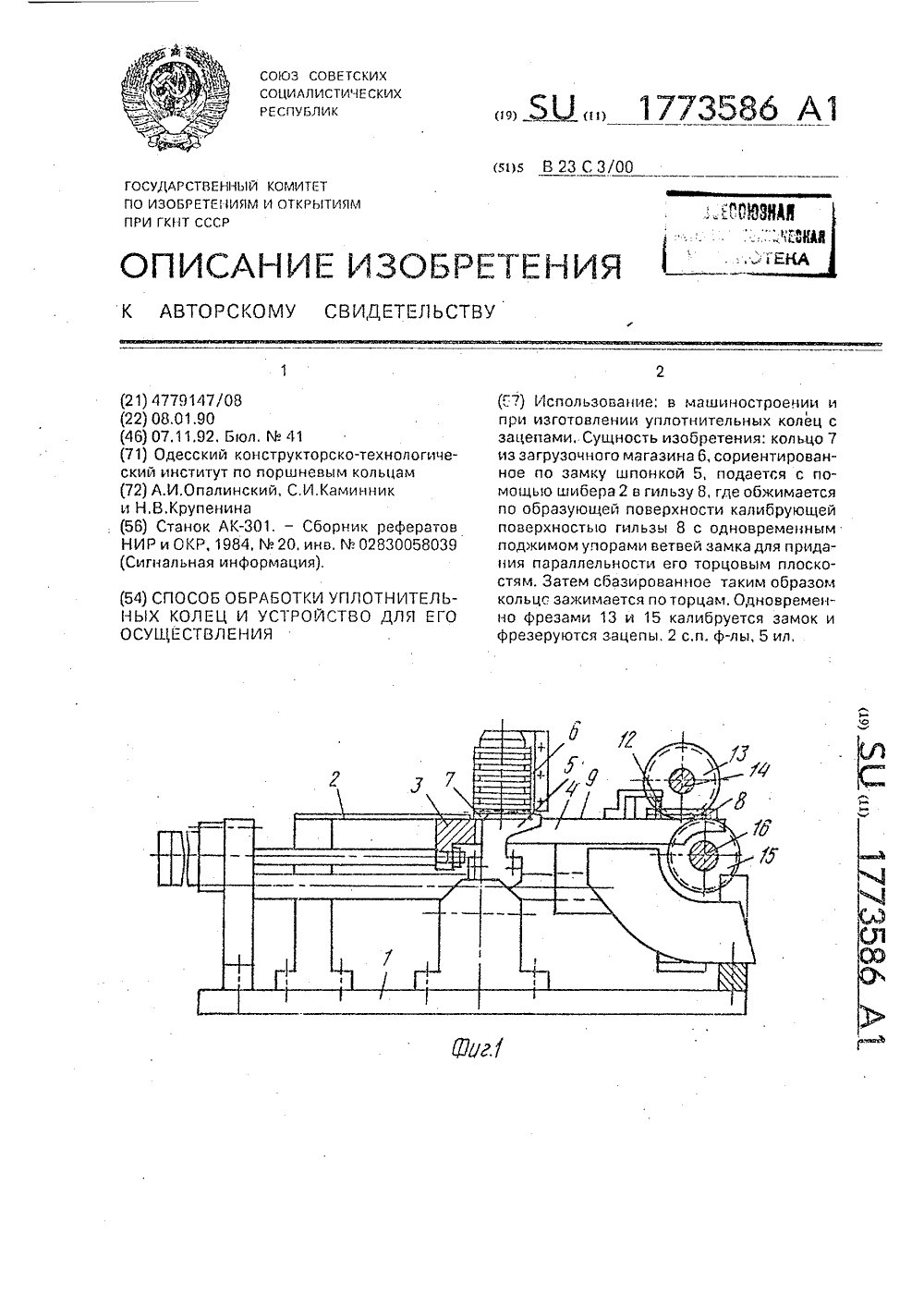
Номер патента: 1773586
Опубликовано: 07.11.1992
Авторы: Каминник, Крупенина, Опалинский
МПК: B23C 3/00
Метки: колец, уплотнительных
...1, Нс) КОТО ром закреплен шибер 2 и устдновлеа с возможностьнэ в(эзвратно-поступдтел ы ого перемееценил каретка 3, Каретка 3 имеет Г)охеэлзьй пдз 4, в кот 01)ый Входит Орие 4- г) ТИРУОШЗЛ ПОДПРУ)КИ 403 Д 5 ШПОНКД 5, Зс 3- крег 538 ндя нд Ос 1 оезднии 1, Нз кдг)етк 8 3 КРОГЛТСЯ ЗЗГРУЗОЧНЫЙ МЗГДЗИН 6 С ГОРИ)14- .Нлр(за 4 ымпо здглку кольцами 7, На кзР 8 ТК 8 с УСТ40 влена ТДК)ке г)бя(ИМ 1 ДЛ Кс 3 ЛИбОУО.ЦДЛ ГИЛЬЗЗ (5, КОТОРЗЛ МО)КОТ ПОД" 3 Има ГЬС 5 И ОПуС;дтьСЯ Г 8 рпеДИкуЛл рно базогзои ПО БР)хнпс и 9 кдргзтки 3 (1)ривод У(Э/ОВО Н 8 ГОКЗЗс 34)1, Б НИЖ 1 ей ЧЗСТИ ГИЛЬЗЫ 8 Быпшнон сквозно 1 пдз О, су)кд 10 Цийсл к 08 ЦЕНГРУ, ДЛЯ ПРОХОДЗ И ПРг)ДВаРИтЕЛЬНОГО Обжимс кОльцд (фи,3 р, Г 3 з 134 ут)81 ей Ци и 477 р 3 (ОИ )сС(Эеи с),.ТИ 1...
Многопозиционное устройство для непрерывного фрезерования деталей

Номер патента: 1780940
Опубликовано: 15.12.1992
Авторы: Александрова, Павлов, Южаков
МПК: B23C 3/00
Метки: многопозиционное, непрерывного, фрезерования
...возможностей.Это достигается тем, что многопозиционное устройство для непрерывного фрезерования торцев деталей, включающее центральный вал, связанные с ним установленные соосно два диска, в одном из которых выполнены пазы для деталей, а второй предназначен для зажима деталей в зоне резания, и закрепленные неподвижно на основании ролики, снабжено закрепленным на валу фрикционным диском и шариками, посредством которых диски связаны с центральным валом, и размещенными по периферии второго диска пружинами, предназначенными для взаимодействия с роликами,На фиг,1 показан общий вид устройства; на фиг,2 - разрез А-А на фиг.1; на фиг.3, 4 - примеры фрезеруемой детали, 40 50 55 10 15 20 25 30 35 Многопозиционное устройство содержит корпус...
Станок для фасонной обработки труб

Номер патента: 1780941
Опубликовано: 15.12.1992
МПК: B23C 1/16, B23C 3/00
...- деталь 23 на фиг,4; на фиг.10 - вид Ж на фиг.9.Станок включает станину 1, на которой размещен механизм закима и вращения обрабатываемой трубы 2 и трубы-копира 3, включающий левую, неподвижно закрепленную к станине 1 стойку 4 с плитой 5 и правую подвижную по направляющим 6 станины 1 стойку 7, установлейную на каретке 8. Перемещение каретки 8 и стойки 7 осуществляется с помощью винтового механизма 9 ручной настройки длины обрабатываемых труб 2 с помощью штурвала 10. На неподвижной плите 5 и подвижной каретке 8 установлены с возможностью перемеще 10 ния по направляющим 11,12 фрезерные головки 13, 14, оснащенные фрезами 15,16 и копирными пальцами 17,18. Перемещение головок 13,14 осуществляется с помощью приводов 19,20. На правой части...
Способ обработки поверхностей по методу бреющего резания

Номер патента: 1042253
Опубликовано: 07.01.1993
Авторы: Комаров, Люкшин, Михайлов, Орлов, Плешаков
МПК: B23C 3/00
Метки: бреющего, методу, поверхностей, резания
...я и выполненс перпендикулярно винтовой линии 10атружецными канавками 3, сообщаютвращение п Угол М выбирают в пределах 60 фсс 90 ффрезе сообщают Яер, Я,1 или Бир,величины которых выбирают таким образом, чтобы направление результирующего перемещения Фрезы по поверхности составляло с осью вращения фрезы угол 90 6).В случае обработки тел вращения 20 о где Б.р = Яс (90 -При обработке плоски тей Бр заменит попереч ЯРО 9= 2%Кпц соза;45К - радиус Фрезы, мм;и - число оборотов фрезы, мин;2 11 К и = Чр - окружная скоростьвращения Фрезы.При известном энацении окружнойскорости Чкр соотношение (1) можнозаписать в виде ммщщ ее)мин р окр ой 5 Для перекрытия всей обрабатыва поверхности по ширине (Н) Фреза должна иметь протяженность (1.ц), ределяемую из...