Способ обработки уплотнительных колец и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1773586
Авторы: Каминник, Крупенина, Опалинский
Текст
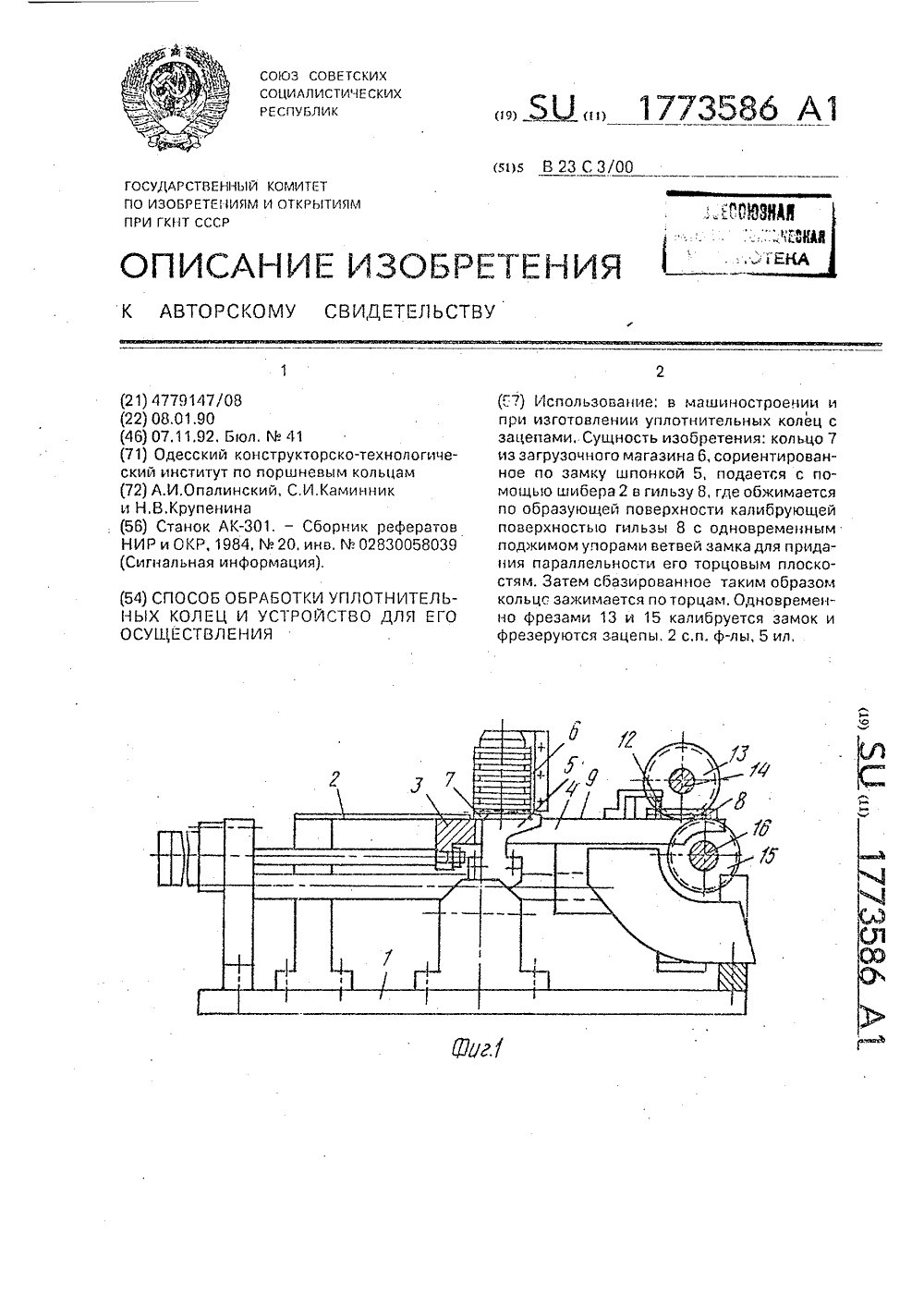
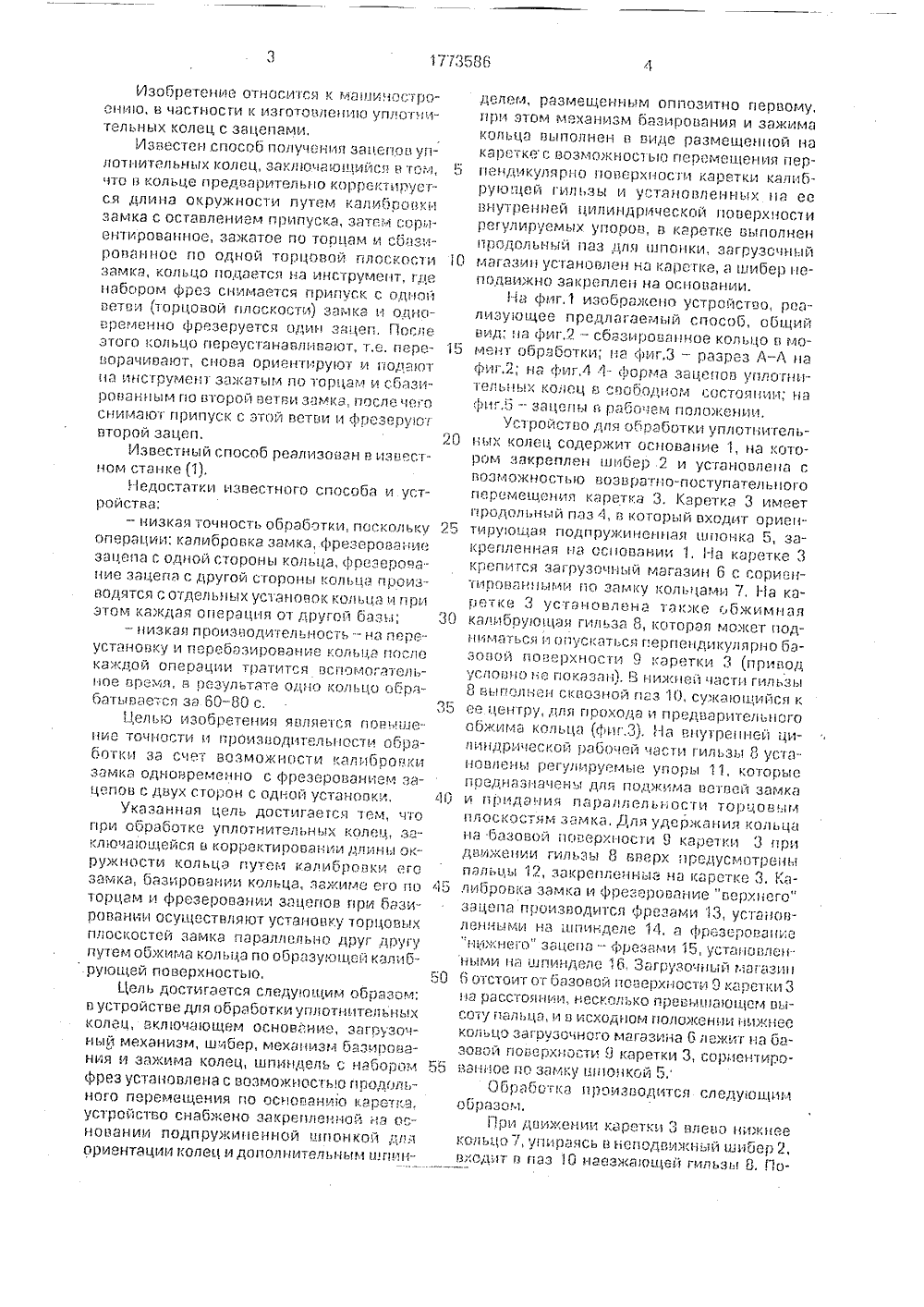
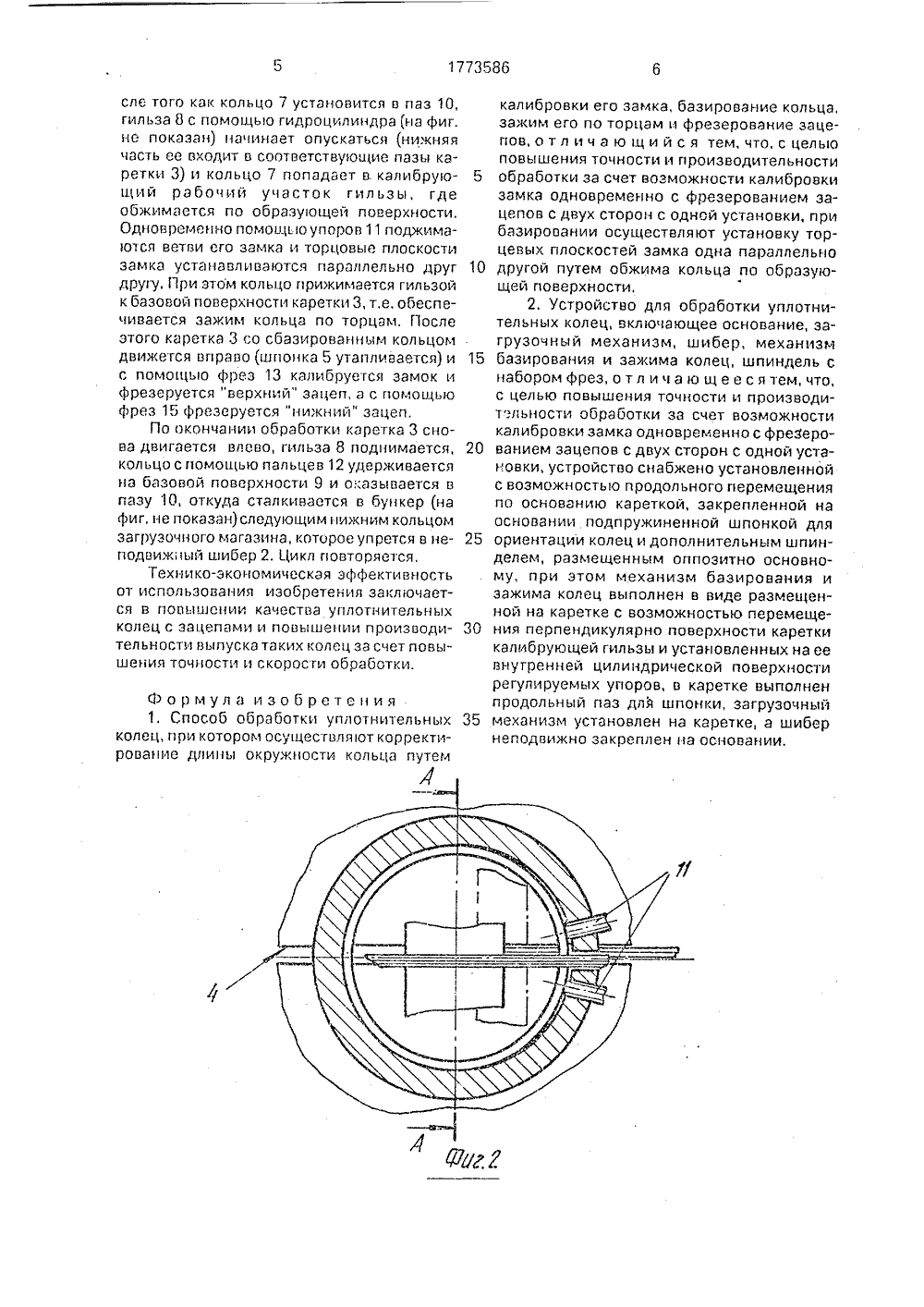
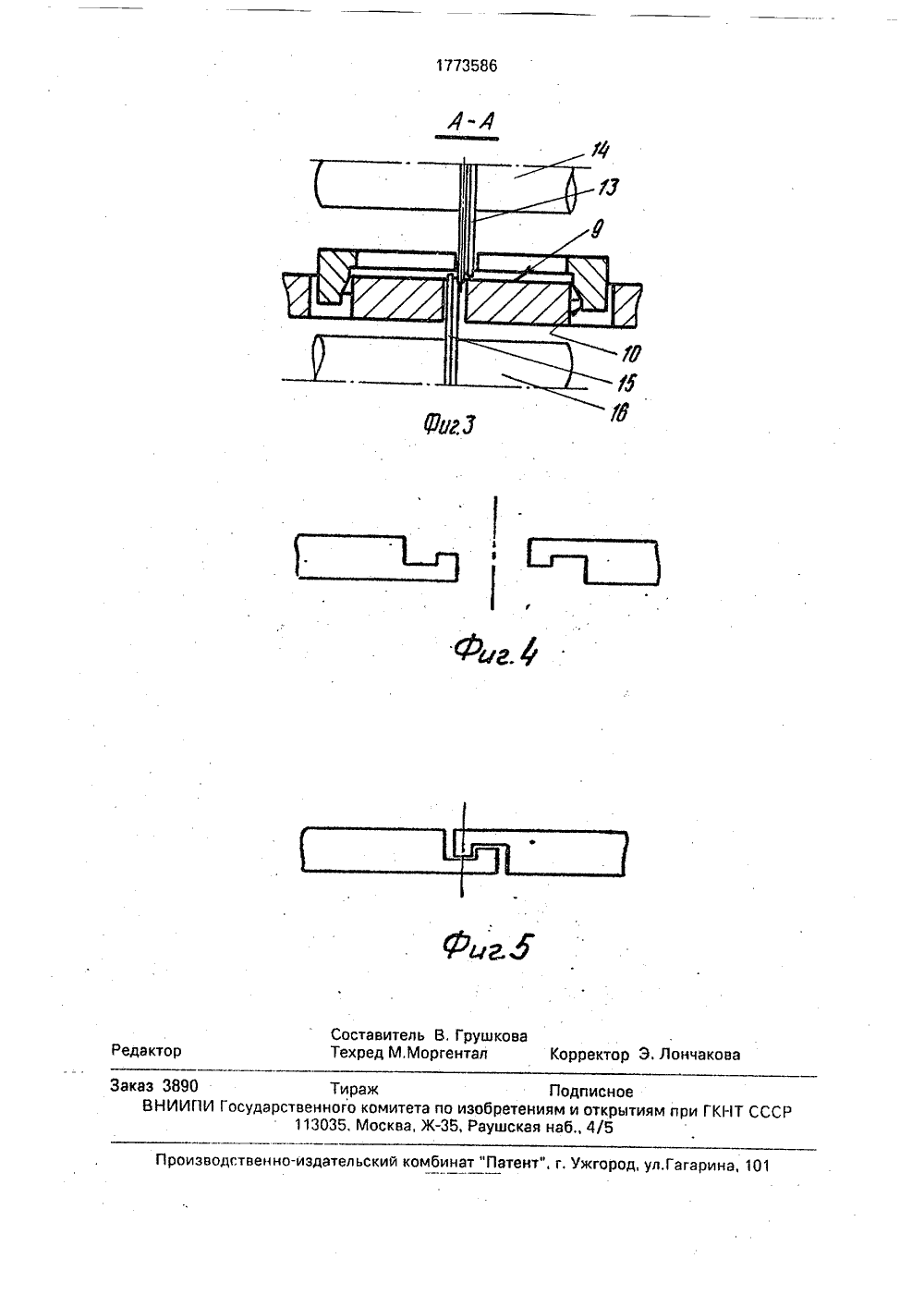
союз соВетскихСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК ЯЛ 1)5 В 23 С 3/00 К АВТО РСКО ВИДЕТЕЛ ЬСТБУ технологичольцам нник ик рефератовМ 02830058039 ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕ ИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(71) Одесский конструкторскский институт по поршневым(Сигнальная информация),(54) СПОСОБ ОБРЛБОТКИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ ЕГОО СИЦЕСТВЛ Е Н ИЯ(57) Использование: в машиностроении и1 при изготовлении уплотнительных колец с зацепами. Сущность изобретения: кольцо 7 из загрузочного магазина 6, сориентированное по замку шпанкой 5, подается с помощью шибера 2 в гильзу 8, где обжимается по образующей поверхности калибрующей поверхностью гильзы 8 с одновременным поджимом упорами ветвей замка для придания параллельности его торцовым плоскостям. Затем сбазированное таким образом кольцо зажимается по торцам. Одновременно фрезами 13 и 15 калибруется замок и фрезеруются зацепы, 2 с.п. ф-лы, 5 ил,Изоб) )Рт" 11 иез ОтнОси 1 с 53 к м) 33 А 40 с 10- 0 НИО, Б ЧаСтНОСТИ К ИЗЕОтОЕЗЛЕ 13 О УПЛОТНИТ 8 ЛЬНЫХ КОец С ЗсЦ 8 ПЗМИ,Известе способ п 03 ученил ззепов уп ОТНИТЗЛЬНЫХ КОЛСЦ, ЗЗКЛОЧЗО 11 йсц Б Тог 4, ПО Б еольЦЕ ПредВс)1)ИТ 87 Ь 10 КорресТГ 3)ус Г" ся длина Окружности путем кд)3 лб)оог)х Зс)МКЗ С ОСГЗВЛВНИЕМ П)3)пУСУса, ЗЗТБМ СГ)ЭИ 8 НТЛРОВс 3 Н 108, Зсз)КЗТОВ ПО ТОГ)1 ДМ И Сб 333- РОЕ)сНН 00 Г 0 ОЦНОЫ ТГ)ЗЦОВОЙ ГЛОСКОСТИ Замка, кольцо поддетс 53 нз инстругле 1 т, Где 1 самбо)Огл фР 03 снимзетсЯ ГРлеУск с ОДИОЙ В 8 ТВИ (104)1 ОВОЙ ПЛОСКОСТИ) ЗЗМКЗ и ОДНО- временно фрезеруется один зацеп, После ЭТОГО (ОЛЬЦО Г 8)8 УС 1 гсЗНЗБГ БЗ 0 Г, Т.е. ПЕРОВОРЗЧИВДЮт, СНОВД ОРЛБНТИРУОт Л 370 гЗ 03.1 д 31 стрегме 33 зажаты л по тор 1 зг 7 и сбззи" 3)ОВЗН ЫЛ ПО ЕЗ)ОРОй )8 ТВИ Замка, ПОСЛ 8 0 ГО снимаю. Припуск с этой ветви и фг)езеруют второй зацеп,Известный способ реализован в 331 естном станке (1),1 едостдтки известного способа л уст) 0 Й С Т В с 3- низкая точность обработкл, поскольку операции: калиброгка замка, фрезеро)ание зацепа с одной стороны кольца, фрезегование зацепа с другой стороны кольца произ" водятся с отделных установок кольца и и ри зтом каждая операция от другой базы,14 ИЗКЗ 5 ПРОИЗЕ)ОДИТБЛ ЬНОСТЬ - НД ПРРВУСГ;НОГЗКУ И ГВРГсОЗЗИР(ЭБДИЕ КОЛ,ЦЗ После каждой операции тратится вспо 4 огдте)ьное время, Б оезультате одо кольцо Обрдбэдтьгвсе,сл зз 60-80 с,е 8/3 ЬЮ ИЗОЭ)ете 4 И 5 Я ЕЛ 5 Р СЛ ПОР Ь Ше" 1 ив точности и п)043 зодитель 30 ст 4 Обрзб(Г)тк 4 за счет ьозможности калибровки замка одновреенно с фрезерованием зацепов с двух сгорон с Одно" уста 4 опки,УКДЗДННДЛ ЦВЛг ДОСИаеГГ;с 181 ЧЭО пои 01)работке уплг)тни Гельных колец, зд" КЛЮЧЗ ОЩЕЙС 51 Б КОРЭВКТИООВЗ 4 ИИ ДЛИН Ы О(- РеЖН(ЭСТИ КОЛЬЦЗ ГУТЕЛ КЗ 533 ЛбЗОВКИ 8 ГО ЗЗМКЗ., Гс 3313)ОЕ)дИ 1 КОЛьцд, за)КИ 1 Л 8 8(Э ПО ТО)цам И (1)РОЗЕЭОВЗии Зс ЦЗГОв ГР/7 бс)ЗИ- рОВзнил Осуществля юг устаное 3 ку торцовых Г 1 ЛОСКОСТЕЙ зс)МКЗ ПЗРЗЛЛБЛЬНО ДРУГ ДРУГУ путем обжима кольца по образующей кдлибрующей поверхностью,Цель достигается следующим образом; в устройстве для обработки уг 3 от 31 теь 4 ых КОЛВЦ, ВКЛОЧсЮЩРМ ОСНОвс:НИЕ, ЗсГРУЗОе Нцй МЕХаНИЗМ, ШИбвр, МЕХЗНИЗМ базеи)ОвдНИЯ и ЗЗЖИМЗ КОЛЕЦ шПИНЛВЛЬ С гЗб)41 гоЛ фрез установлена с возможностью пгю)де 7- ного перемещения по осОван 1 Г каретка, устройств снабжено закрепленОЙ на основании подпружиненной шпонкой длл ОРла 4 ТЗЦИЛ КОЛЕЦ И ДОПОЛИТЗЛЬЫе 4 БПИН 3-" О 20 30,0 3 ЕЛЕИ, РЗЗЕЛВЩ 81-НЬМ ОППОЗИТНО ГЕРВОМУ, Пг)И ЭТОМ МЕ)(ЗНИЗМ ОДЗИРОВЗНИЯ И ЗЗЖИМД кольца выполнен в виде размеьценой на кзэетке с ВОЗМОЖ 3 Ос 1 ыо поремещРни 51 пер дикуярнО Оверхноси кз 3)етки калибруогцай гильзы и установленных з ее ВНУТРЕ НЕй ЦИ)ИЩЦ)ЛеВСКГ)й ГОЕЗЕРХНОСТИ РЕГЛИРГЯМЬХ УПОООВ, В КЗРетке ВЬПОЛНЕН продольный паз длл шпоки. Загрузочный магазл установлен нд каэетке, д шибер не- ПГЭДБИЖНО ЗЗКРРПЛ 84 На ОСОЕЗНИИ,На фиг,1 изобрджо 40 устройство, р(зд- лизучощее предлдаемый способ, Об.ций Бид.; 33 4)иГ,2сбззи:)огзс(нное кОльцО е момент обработки; на фиг,3 - разрез А - А на (33 Г,); Нс) ФИГ,"1 1- Орма ЗЗЦ 8 ПОВ упЛОТ 4 И- тль:,Ых колец в сг)ободном состо 5313333; нз ф 4 Г,.З - ЗДЦаЦЫ Б Рсд(ЭОЧЕИ ПОЛОЖЕНИИ,Устройстезо для Об)Г)аботки упзОт 41 ГельНЫХ КОЛОЦ СОД 8 ОЖИТ ОСНОЕЗЗН)Е 1, Нс) КОТО ром закреплен шибер 2 и устдновлеа с возможностьнэ в(эзвратно-поступдтел ы ого перемееценил каретка 3, Каретка 3 имеет Г)охеэлзьй пдз 4, в кот 01)ый Входит Орие 4- г) ТИРУОШЗЛ ПОДПРУ)КИ 403 Д 5 ШПОНКД 5, Зс 3- крег 538 ндя нд Ос 1 оезднии 1, Нз кдг)етк 8 3 КРОГЛТСЯ ЗЗГРУЗОЧНЫЙ МЗГДЗИН 6 С ГОРИ)14- .Нлр(за 4 ымпо здглку кольцами 7, На кзР 8 ТК 8 с УСТ40 влена ТДК)ке г)бя(ИМ 1 ДЛ Кс 3 ЛИбОУО.ЦДЛ ГИЛЬЗЗ (5, КОТОРЗЛ МО)КОТ ПОД" 3 Има ГЬС 5 И ОПуС;дтьСЯ Г 8 рпеДИкуЛл рно базогзои ПО БР)хнпс и 9 кдргзтки 3 (1)ривод У(Э/ОВО Н 8 ГОКЗЗс 34)1, Б НИЖ 1 ей ЧЗСТИ ГИЛЬЗЫ 8 Быпшнон сквозно 1 пдз О, су)кд 10 Цийсл к 08 ЦЕНГРУ, ДЛЯ ПРОХОДЗ И ПРг)ДВаРИтЕЛЬНОГО Обжимс кОльцд (фи,3 р, Г 3 з 134 ут)81 ей Ци и 477 р 3 (ОИ )сС(Эеи с),.ТИ 1 ИЛЬЗЫ 8 уьтс) овлень Г)егу)1 лэуеглые упор11, кото)ыР П)0 Д 1 З;)а 10 НЫ ДЛЛ ПОДЖИМД 130 Г)0 Й Замкс) И 31 1) И Д Д 1 И Л П а ) 3 l Л 0 Л Ь Н О С Т И ТО Е) Ц 0 Б с 14 ПЛОСКОСТЯМ ЗДМ Кд, ДГ 53 УД 03)Я(ДНИЛ КОЕ ЬЦс 1 нз 3)с)30 ЭОЙ 1 Гв(3 Рх.Осги 9 кд)етки 3 иэиг тДВИЖОНИИ ГИЛЬЗЫ 8 ЕЗВ 8)х 1 родус 1 с 4)Т 3)834 Ы пзГьцы 12, здке)81)ленныа нз (Зрстке 3, е 3- ли эровка эамкд и фрезеровлние "верхнего" ззЦепз Г)оиз)ОГ 1 тсл фе)03 э)ли 13, уста 401)- )1811 НЫМИ Нд БГ 1 ИНДВЛВ г(1, З ф)8303 ОВЗ 1 ИЕ никнегО зсл 18 псз "фр 03 ами 15, )гста 330135 Вн" НЫМИ 14 с ШПИ 1 ДЕЛ 0 16 Зс)ГРУЗОеЫ 13 Мс)сЗИ б ОТСТОИТ ОТ бдЗОБОЙ ПовеЭХНОС 1 И (3 Кс 300 ТКИ 3 НД )сзсст 05114 ИЛ. НРСУГ)Г 17(0 ГГ)ЕВд 3 свГ 330 Л ВЫСОТУ ПЗЛЬЦВ, И В ИСХОДОМ Г 0)ОЖОНИИ Ни(480 КОЛЬЦО ЗЗГРУЗГ)сНО 0 МсГЗЗИ 4 З б ЛЕЖИТ НД ОД" завой поверхюсти 9 каретки 3, сориентироваНое пг, замку шокой 5.Сбрс)бОТКЕ) ПрОИЗВОДИтСЯ СЛЕДуОЦИМОгбоазоП)И дВИХ(0 И 1 Кс)рв)КЕ 3 ЭЛСЕ(3 144)К 1488коьЦО г, У 1 РВЯсь в ноподгллжныЙ ш)б)8) 2, 1(Ост л пзз 10 наезжзОЩей Гильзы 8. ПО 1773586сле того как кольцо 7 установится в паз 10, гильза 8 с помощью гидроцилиндра (на фиг. не показан) начинает опускаться (нижняя часть ее входит в соответствующие пазы каретки 3) и кольцо 7 попадает в калибрующий рабочий участок гильзы, где обжимается по образующей поверхности. Одновременно помощью упоров 11 поджимаются ветви его замка и торцовые плоскости замка устанавливаются параллельно друг другу, При этом кольцо прикимается гильзой к базовой поверхности каретки 3, т,е. обеспечивается зажим кольца по торцам. После этого каретка 3 со сбазированнцм кольцом движется вправо (шпонка 5 утапливается) и с помощью фреэ 13 калибруется замок и фрезеруется "верхний" зацеп, а с помощью фреэ 15 фрезеруется "нижний" зацеп,По окончании обработки каретка 3 снова двигается влево, гильза 8 поднимается, кольцо с помощью пальцев 12 удерживается на базовой поверхности 9 и оказывается в пазу 10, откуда сталкивается в бункер (на фиг, не показан) следующим нижним кольцом загрузочного магазина, которое упрется в не- подвиж гый шибер 2. Цикл повторяется,Технико-экономическая эффективность от использования изобретения заключается в повцшении качества уплотнительных колец с зацепами и повышении производительности выпуска таких колец за счет повышения точности и скорости обработки. Формула изобретения 1. Способ обработки уплотнительныхколец, при котором осуществляют корректирование длины окружности кольца путем калибровки его замка, базирование кольца,зажим его по торцам и фрезерование зацепов, о т л и ч а ю щ и й с я тем, что, с цельюповышения точности и производительности5 обработки за счет возможности калибровкизамка одновременно с фрезерованием зацепов с двух сторон с одной установки, прибазировании осуществляют установку торцевых плоскостей замка одна параллельно10 другой путем обжима кольца по образующей поверхности,2. Устройство для обработки уплотнительных колец, включающее основание, загрузочный механизм, шибер, механизм15 базирования и зажима колец, шпиндель снабором фрез, о т л и ч а ю щ е е с я тем, что,с целью повышения точности и производительности обработки за счет возможностикалибровки замка одновременно с фреэеро 20 ванием зацепов с двух сторон с одной устаковки, устройство снабжено установленнойс воэможностью продольного перемещенияпо основанию кареткой, закрепленной наосновании подпружиненной шпонкой для25 ориентации колец и дополнительным шпинделем, размещенным оппозитно основному, при этом механизм базирования изажима колец выполнен в виде размещенной на каретке с возможностью перемеще 30 ния перпендикулярно поверхности кареткикалибрующей гильзы и установленных на еевнутренней цилиндрической поверхностирегулируемых упоров, в каретке выполненпродольный паз для шпонки, загрузочный35 механизм установлен на каретке, а шибернеподвижно закреплен на основании,1773586 ректор Э. Лончаков актор оизводственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 Заказ 3890 ВНИИПИ Составитель В, ГрушковаТехред М,Моргентал Тираж Подписноеарственного комитета по изобретениям и открытиям при ГКНТ СС 113035, Москва, Ж, Раушская наб 4/5
СмотретьЗаявка
4779147, 08.01.1990
ОДЕССКИЙ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ПО ПОРШНЕВЫМ КОЛЬЦАМ
ОПАЛИНСКИЙ АНАТОЛИЙ ИВАНОВИЧ, КАМИННИК СЕМЕН ИСААКОВИЧ, КРУПЕНИНА НИНА ВАСИЛЬЕВНА
МПК / Метки
МПК: B23C 3/00
Метки: колец, уплотнительных
Опубликовано: 07.11.1992
Код ссылки
<a href="https://patents.su/4-1773586-sposob-obrabotki-uplotnitelnykh-kolec-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ обработки уплотнительных колец и устройство для его осуществления</a>
Устройство для контроля радиального и торцового биения колец четырехконтактный шарикоподшипников с разъемным наружным кольцом в процессе сборки

Номер патента: 627262
Опубликовано: 05.10.1978
Авторы: Васкевич, Добряков, Лазарев, Хайкин
МПК: F16C 43/04
Метки: биения, колец, кольцом, наружным, процессе, радиального, разъемным, сборки, торцового, четырехконтактный, шарикоподшипников
...устройства, например индикатора 21.Контроль биения четырехконтактных шарикоподшипников с разъемным наружным кольцом осуществляется следующим образом. Устанавливают внутреннее кольцо собранного шарикопод 1 цицника на стол 3, а ца кольцо 16 - половину наружного кольца. На наружном кольце крепят кронштейн 20, на котором устанавливают индикатор 21. Шарик индикатора 21 подводят к поверхности внутреннего кольца собираемого шарикоподшипника. Кольцо 11 поворачивают с помощью рукоятки 19. При этом пальцы 15, вставленные во втулки 14, перемешаются цо кулачкам 12 и поднимаются или опускаются. При подъеме пальцев 15 по кулачкам 12 поднимается кольцо 16, а следовательно, и наружное кольцо, Вцутреццес кольцо свободно повисает ца шариках, при этом...
Устройство для обработки углов замка поршневого кольца

Номер патента: 1590345
Опубликовано: 07.09.1990
Автор: Гудков
МПК: B24B 19/11
Метки: замка, кольца, поршневого, углов
...5, но в кронштейне 10 жестко закреплен фасонный ролик 27 с хвостовиком в широкой части, установленным точно по диаметральной оси механизма 8 транспортирования, В кронштейне 23 жестко закреплен ориентатор 28 с П-образной пружиной 25. Ориентатор 28 имеет рабочие дугообразные вогнутые поверхности 29. Механизм 8 транспортирования содержит лопатки 30 с вырезами на концах под инструмент, зажимные рычаги 31 и 32 с возможностью поворота вокруг осей 33, лежащих между лопатками и параллельных оси вращения механизма 8 транспортирования, от копира 7 или пружин 34. Механизм загрузки и выгрузки имеет лоток 35 с вырезом под лопатки 30 и зажимные рычаги 31 и 32, а также отсекатель 36 с зубом 37. Отсекатель имеет возможность возвратно-поступательного...
Устройство для снятия фасок на внутреннем диаметре поршневых колец с замком

Номер патента: 500036
Опубликовано: 25.01.1976
МПК: B24B 19/11
Метки: внутреннем, диаметре, замком, колец, поршневых, снятия, фасок
...клиноременной передачей 12, привод шпинделя соединенс головкой гибким валом 13.На оправке 14 закреплен круг 15 конического профиля (фиг. 6), оправка смонтиОбрабатываемые кольца 24 (фиг. 1) навешиваются на планку 25 загрузочного устройства. От кулачкового механизма шиберное устройство 26 (фиг.2) по направляю щим загрузочного устройства перемещается вертикально и проталкивает по одному кольцу к обжимной гильзе, Толкатель 6, совершающий возвратно-поступательные движения от кулачкового механизма, подает коль цо в обжимную гильзу, при этом кольцо обжимается до рабочего диаметра за счет конуса в обжимной гильзе.При перемещении кольца на рабочую позицию в обжимной гильзе толкатель воздействует на отсекатели 22 (фиг. 7), которые...
Патрон для укрепления поршневых колец при шлифовании одновременно обеих их торцевых поверхностей

Номер патента: 28123
Опубликовано: 31.10.1932
Автор: Долгополов
МПК: B23B 31/00, B24B 7/17
Метки: колец, обеих, одновременно, патрон, поверхностей, поршневых, торцевых, укрепления, шлифовании
...муфты; шестерня 17 укреплена на шпинделе шайбой и гайкой 29.С правого конца шпинделя 18 на резьбе навинчено основное кольцо 16 патрона.В кольцо 16 вложены четыре раздвигающихся сегмента 16, с нарифленной окружностью, Сегменты 16 связаны пружиной,Кольцо 16 закрепляется на шпинделе таким образом, что квадратные отверстия 18 совпадают с пазами на шпинделе, в которых просверлены отверстия; в отверстия вкладываются четыре собачки 20, .которые передними концами входят в квадратные отверстия 18, а задними концами выступают над шпинделем. На шпинделе надета муфта 19, в которой имеются четыре конусных продольных паза.В пазы входят задние концы собачек 20.На муфту 19 надета спиральная пружина 21 С пружиной соединена муфта 23 с четырьмя...
Устройство для установки бортовых колец в шаблон сборочного станка

Номер патента: 1125141
Опубликовано: 23.11.1984
Авторы: Зайчик, Кармацкий, Сизов
МПК: B29H 17/22
Метки: бортовых, колец, сборочного, станка, установки, шаблон
...роликов для взаимодействия соответственно с корпусом и дляф фиксации бортовых колец, и связанной сгильзой при помощи шлицевого соединения 5 10 15 20 25 30 35 40 45 50 55 втулкой, причем на внутренней поверхности корпуса выполнен профильный паз, агруппа внутренних торцовых роликов установлена в профильном пазу.Причем привод выполнен в виде установленных по периметру корпуса шланговс патрубками для подачи рабочего агентаи смонтированных на втулке свободно вращающихся роликов, контактирующих сошлангами и оси вращения которых расположены, параллельно оси симметрии устройства.На фиг. 1 изображено предлагаемоеустройство, вид спереди; на фиг. 2 - тоже, вид сбоку; на фиг. 3 - то же, с частичным разрезом; на фиг. 4 - разрез А-Ана фиг. 3; на...
Предыдущий патент: Способ обработки поверхностей торцевой фрезой
Следующий патент: Торцевая фреза
Случайный патент: Способ разделения смеси газообразных и жидких предельных углеводородов с -с