Линия для изготовления пространственных каркасов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 2005028
Автор: Шеремеев



Текст
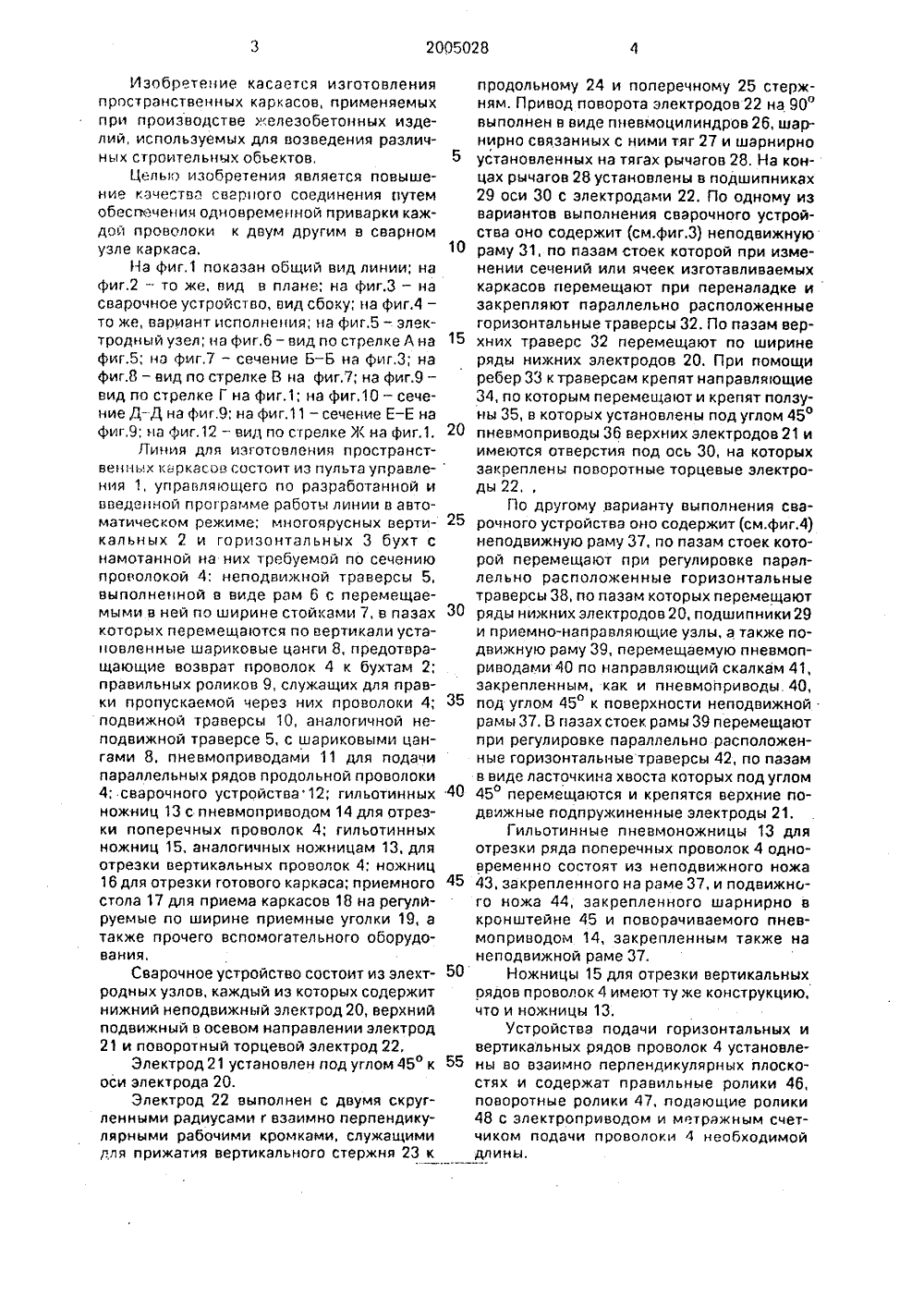
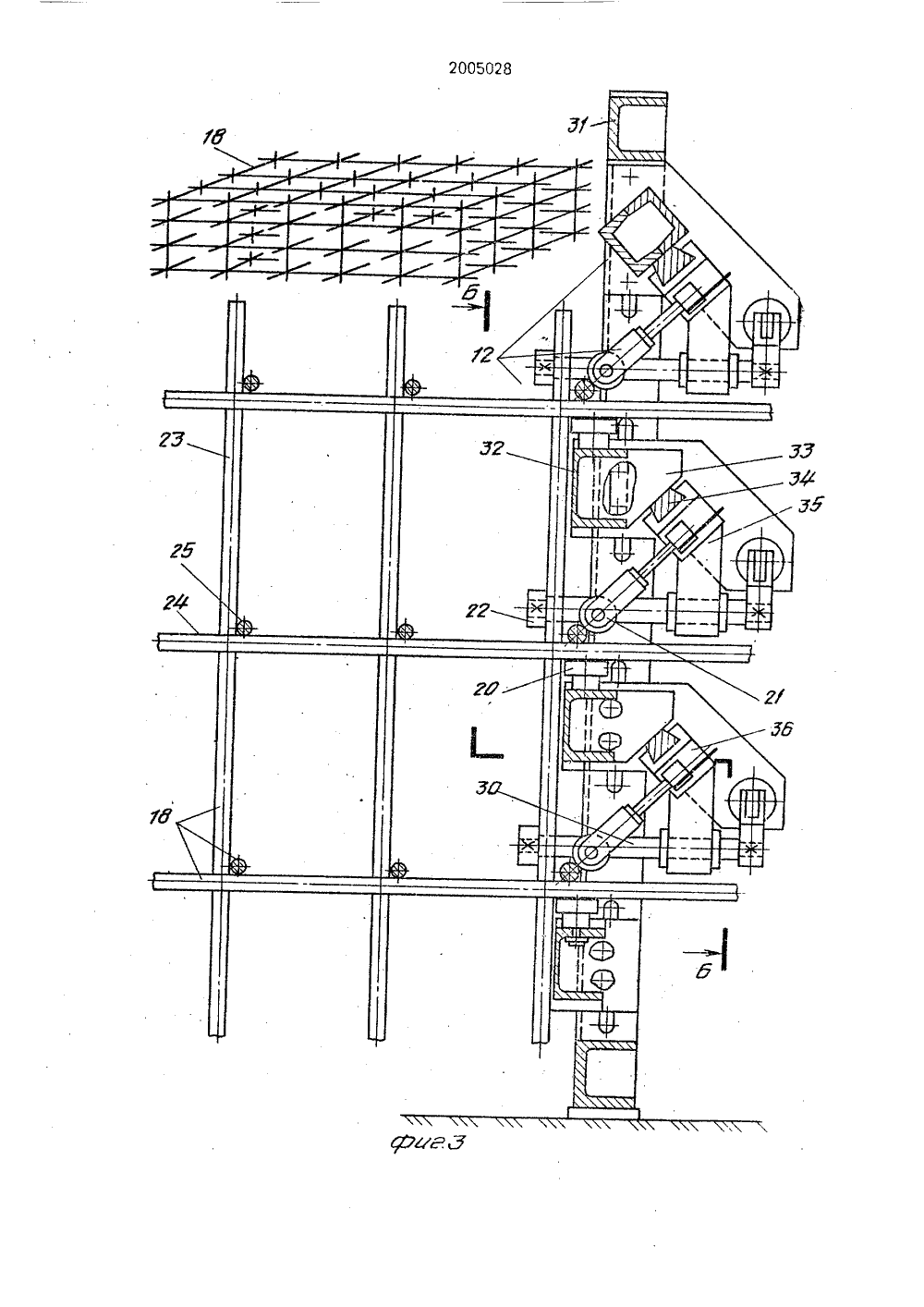
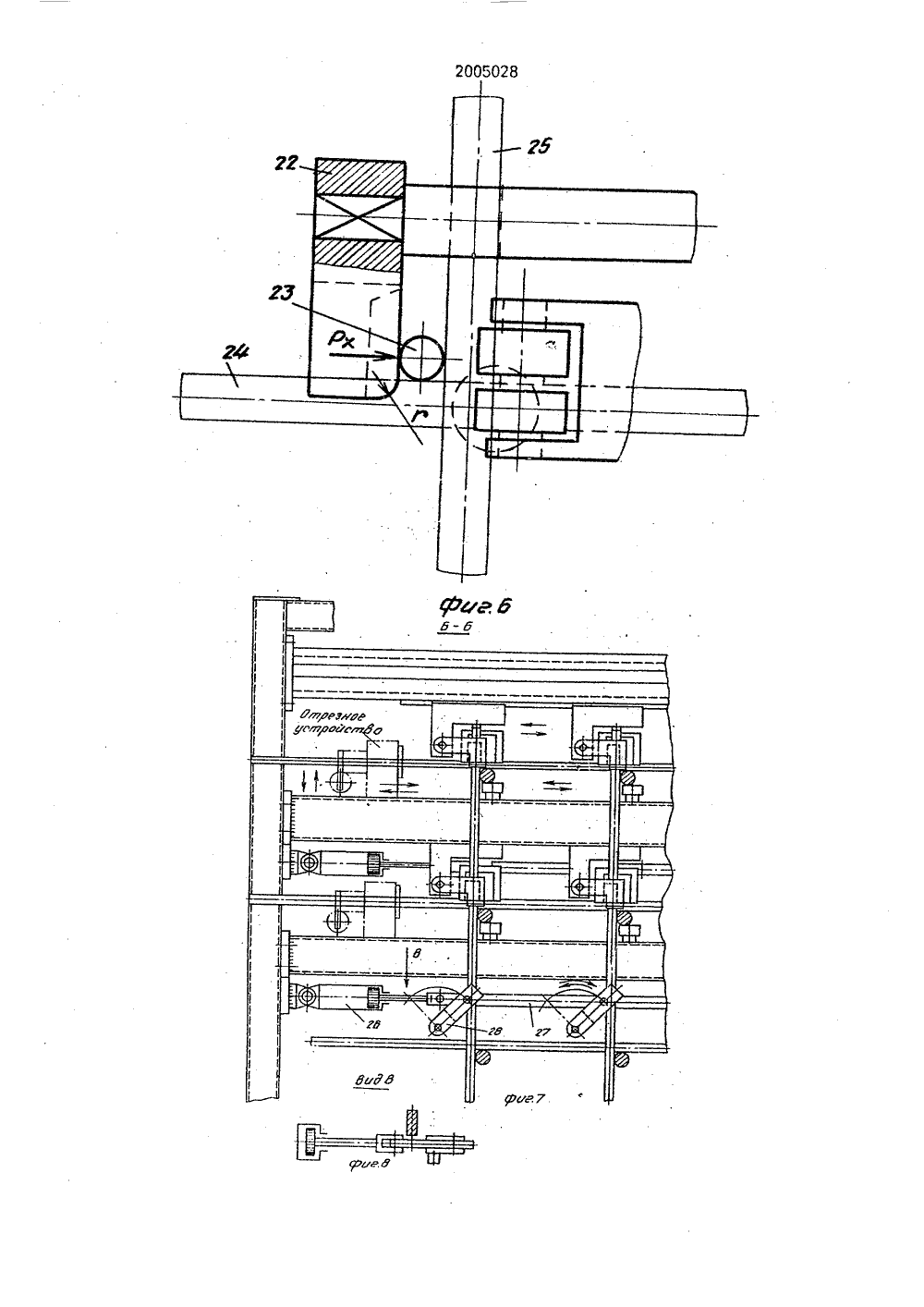
(Я) 5 В 23 К 11 10 Комитет Российской Федерации по патентам и товарным знакам ОПИСАНИЕ И ПАТЕНТУ(76) Шеремеев Евгений Иванович(54) ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ КАРКАСОВ(5 Ц Использование: при изготовлении пространственных каркасов для железобетонных изделий,Сущность изобретения: линия содержит сварочноеустройство, электродные узлы которого, установленные рядами, содержат по три электрода ПодРЕТЕНИЯ "вижный электрод 21 установлен под углом 45 к оси неподвижного электрода 20. Третий электрод 22 установлен с возможностью поворота на 90 для отведения его от вертикального стержня 23 каркаса. Электрод 22 выполнен с двумя взаимно перпендикулярными скругленными радиусом г кромками, чем обеспечивается поджатие стержня 23 к стержням 24 и 25. Отрезка стержней от рядов проволок осуществляется гильотинными ножницами. Другие гильотинные ножницы используются для отрезки готового каркаса 4 з.п.ф-лы, 13 иаЛиния для изготовления пространственных каркасов состоит из пульта управле-ния 1, управляющего по разработанной и введенной программе работы линии в автоматическом режиме; многоярусных вертикальных 2 и горизонтальных 3 бухт с намотанной на них требуемой по сечению проволокой 4; неподвижной траверсы 5, выполненной в виде рам 6 с перемещаемыми в ней по ширине стойками 7, в пазах 30 которых перемещаются по вертикали установленные шариковые цанги 8, предотвращающие возврат проволок 4 к бухтам 2; правильных роликов 9, служащих для правки пропускаемой через них проволоки 4; 35 подвижной траверсы 10, аналогичной неподвижной траверсе 5, с шариковыми цангами 8, пневмоприводами 11 дпя подачи параллельных рядов продольной проволоки 4; сварочного устройства 12; гильотинных 40 ножниц 13 с пневмоприводом 14 дпя отрезки поперечных проволок 4; гильотинных ножниц 15, аналогичных ножницам 13, для отрезки вертикальных проволок 4; ножниц 45 50 дпя прижатия вертикального стержня 23 к длины. Изобретение касается изготовления пространственных каркасов, применяемых при производстве железобетонных иэделий, используемых дпя возведения различных строительных обьектов,Цепью изобретения является повышение качества сварного соединения путем обеспечения одновременной приварки каждой проволоки к двум другим в сварном узле каркаса.На фиг.1 показан общий вид линии; на фиг.2 - то же, вид в плане; на фиг.З - на сварочное устройство, вид сбоку; на фиг.4 - то же, вариант исполнения; на фиг.5 - электродный узел; на фиг.б - вид по стрелке А на фиг,5; на фиг,7 - сечение Б - Б на фиг,3; на фиг,й - вид по стрелке В на фиг,7; на фиг.9 - вид по стрелке Г на фиг,1; на фиг,10 - сечение Д-Д на фиг.9; на фиг.11 - сечение Е-Е на фиг,9; на фиг.12 - вид по стрелке Ж на фиг.1. 16 для отрезки готового каркаса; поиемного стола 17 для приема каркасов 18 на регулйруемые по ширине приемные уголки 19, а также прочего вспомогательного оборудования,Сварочное устройство состоит из электродных узлов, каждый из которых содержит нижний неподвижный электрод 20, верхний подвижный в осевом направлении электрод 21 и поворотный торцевой электрод 22,Электрод 21 установлен под углом 45 О к оси электрода 20.Электрод 22 выполнен с двумя скругленными радиусами г взаимно перпендикулярными рабочими кромками, служащими 5 10 15 20 продольному 24 и поперечному 25 стержням. Привод поворота электродов 22 на 90 выполнен в виде пневмоцилиндров 26, шарнирно связанных с ними тяг 27 и шарнирно установленных на тягах рычагов 28. На концах рычагов 28 установлены в подшипниках 29 оси 30 с электродами 22. По одному из вариантов выполнения сварочного устройства оно содержит (см.фиг.З) неподвижную раму 31, по пазам стоек которой при изменении сечений или ячеек изготавливаемых каркасов перемещают при переналадке и закрепляют параллельно расположенные горизонтальные траверсы 32. По пазам верхних траверс 32 перемещают по ширине ряды нижних электродов 20, При помощи ребер 33 к траверсам крепят направляющие 34, по которым перемещают и крепят ползуны 35, в которых установлены под углом 45 пневмоприводы 36 верхних электродов 21 и имеются отверстия под ось 30, на которых закреплены поворотные торцевые электроды 22 По другому, варианту выполнения сварочного устройства оно содержит (см.фиг.4) неподвижную раму 37, по пазам стоек которой перемещают при регулировке параллельно расположенные горизонтальные траверсы 38, по пазам которых перемещают ряды нижних электродов 20, подшипники 29 и приемно-направляющие узлы, а также подвижную раму 39, перемещаемую пневмоприводами 40 по направляющий скалкам 41, закрепленным, как и пневмоприводы. 40, под углом 45 к поверхности неподвижной рамы 37. В пазах стоек рамы 39 перемещают при регулировке параллельно расположенные горизонтальные траверсы 42, по пазам в виде ласточкина хвоста которых под углом 45 перемещаются и крепятся верхние подвижные подпружиненные электроды 21.Гильотинные пневмоножницы 13 для отрезки ряда поперечных проволок 4 одновременно состоят из неподвижного ножа 43, закрепленного на раме 37, и подвижного ножа 44, закрепленного шарнирно в кронштейне 45 и поворачиваемого пневмоприводом 14, закрепленным также на неподвижной раме 37.Ножницы 15 для отрезки вертикальных рядов проволок 4 имеют ту же конструкцию, что и ножницы 13.Устройства подачи горизонтальных и вертикальных рядов проволок 4 установлены во взаимно перпендикулярных плоскостях и содержат правильные ролики 46, поворотные ролики 47, подающие ролики 48 с электроприводом и метражным счетчиком подачи проволоки 4 необходимойПневмоножницы 16 для отрезки каркасов 18 состоят из 0- или П-образной рамы 49, внутри которои проходит перемещаемый сваренный решетчатый пространственный каркас 18. В стойках рамы 49 выполнены пазы под парные ножи - нижние ножи 50, жестко закрепленные на единой траверсе 51, и верхние подпружиненные ножи 52, шарнирно закрепленные на траверсе 51. Свободные концы ножей 50 установлены с возможностью перемещения в отверстиях другой стойки рамы 49. Свободные концы ножей 52 выполнены с пазами, через которые пропущены штанги 53 с упорами 54, Штанга 53 связана со штоком привода 55. Траверса 51 связана с приводом 56,Работа линии по изготовлениго решетчатых пространственных каркасов 18 после соответствующего подготовительного этапа по установке оборудования и устройств линии на требуемый типоразмер ячеек каркаса и протаскивания проволоки рядами в трех взаимно перпендикулярньх плоскостях под сварочные электроды производит; ся в автоматическом режиме с пульта управления 1.Пневмоприводами 36 или 40 верхние подвижные электроды 21 перемегцаготся под углом 45 и в любой момент времени распределяют свое основное усилие Р на взаимно перпендикулярные электроды - нижние 20 и торцевые поворотные 22, В совокупности с электродами 20 и 22 электроды 21 прижимают и приваривают ряд паФормула изобретения1. ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ КАРКАСОВ, содержащая бухты с проволокой,устройства подачи проволок, устройства для отрезки проволок, сварочные устройства с электродными узлами, устройство резки готового каркаса и пакетировщик, отличающаяся тем, чта, с целью повышения качества путем обеспечения одновременной приварки каждой из проволок к двум другим в сварном узле каркаса, электродные узлы установлены параллельными рядами, каждый электродный узел содержит неподвижный электрод, подвижный вдаль оси электрод, установленный под углом 45 к оси неподвижного электрода, и электрод, установленный с возможностью поворота на 90 относительно оси, перпендикулярной к оси неподвижного электрода для обеспечения отвода его от сваренога узла, и выполненный 1:образным с двумя скругленными взаимно перпендикулярными рабачйми кромками, а привод поворота этих электраллельных поперечных стержней 25 к рядампараллельных вертикальных 23 и продольных24 стержней, отрезанных ножницами 15 и 16от проволоки 4, После этого электроды 215 своими приводами возвращаются в исходное положение, в это же время пневмоприводы 26 через тяги 27, рычаги 28 и оси 30поворачивают электроды 22 на 90 и отводят их ат ряда вертикальных стержней сва 10 ренной первой решетки каркаса 18, котораяперемещается вперед при подаче параллельных рядов продольных проволок 4 шариковыми цангами 8.Гфоизводится подача рядов попереч 15 ных и вертикальных проволок 4, а такжеобратным ходом пневмоприводов 26 торцевые электроды 22 возвращаются в исходноеположение, фиксируя этим проволоки 4 вточках их схода в каркасе 18. Процесс повто 20 ряется до получения необходимой длиныкаокаса, После эага днев с, ожницами 16атрезаетсч готовый капкас, Изготовленныйрешетчатый пространственный каркас 18убирается с приемных уголков 19 стола 17 к25 месту складирования.Процесс изготовления каркасов 18 в автоматическом режиме идет беспрерывно доокончания проволоки 4 в бухтах 2 и 3, апосле их замены продолжается.30(56) Авторское свидетельство СССРК 56" 395, кл. В 23 К 11/10, 1971,Авторское свидетельства СССРК 523772, кл. В 23 К 1110, 19 г 4,35родов выполнен в виде пневмоцилиндров,шарнирно связанных с ними тяг и шарнирно установленных на тягах рычагов, наконцах которых закреплены электроды,40 2. Линия по п,1, атличагощаяся тем, чтоона снабжена неподвижной рамой, в стойках которой выполнены пазы, и смонтированными на раме с. вазможностьюперемещения по пазам параллельнымитраверсами, на которых установлены электродные узлы,3. Линия по п.1, отличагощаяся тем, чтоона снабжена неподвижной рамой, в стой 50 ках которой Выполнены пазы, смонтированными на этой раме с возможностьюперемещения по пазам параллельнымитраверсами со смонтированными на нихнеподвижными поворотными электродами,55 направляющими скалками, закрепленнымипод углом 45 к плоскости рамы, установленной с вазможностью перемещения поэтим скалкаы, подвижной рамой, в стойкахкоторой выполнены пазы, и смонтированными на подвижной раме с вазможность,аперемещения по пазам траверсами, в свою очередь, выполненными с пазами, в которых с возможностью перемещения установлены под углом 45 к поверхности рамы подпружиненные подвижные электроды.4, Линия по п.1, отличающаяся тем, что устройства для отрезки проволок выполнены в виде гильотинных ножниц с пневмопри водами,5, Линия по п.1, отличающаяся тем, что" устройство для резки готового каркаса вы"полнено в виде ножниц с пневмоприводом, содержащих раму, одна иэ стоек которой выполнена с пазами, а другая - с отверстиями, траверсу, неподвижные жестко закрепленные на траверсе ножи, подвижные подпружиненные и шарнирно связанные с траверсой ножи, концы ножей со стороны траверсы размещены в пазах рамы, свободные концы неподвижных нижних ножей установлены с возможностью осевого перемещения в отверстиях рамы, а свободные концы подвижных ножей связаны с пневмоприводом.2005028 корректор Л.иль Производственно-издательский комбинат "Патент", г, Ужгород, ул.Гагарина, 101 Редактор А. БерЗаказ 3418 Составитель Э, ВетроваТехред М,Моргентал Тираж Подписное КПО "Поиск Роспатента113035, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
04950738, 27.06.1991
Шеремеев Евгений Иванович
МПК / Метки
МПК: B23K 11/10
Метки: каркасов, линия, пространственных
Опубликовано: 30.12.1993
Код ссылки
<a href="https://patents.su/9-2005028-liniya-dlya-izgotovleniya-prostranstvennykh-karkasov.html" target="_blank" rel="follow" title="База патентов СССР">Линия для изготовления пространственных каркасов</a>
Способ монтажа каркаса здания из сборных железобетонных рам и устройство для его осуществления

Номер патента: 1733600
Опубликовано: 15.05.1992
Авторы: Бедим, Каганов, Тумаркин, Шмуклер, Щербак
МПК: E04G 21/26
Метки: железобетонных, здания, каркаса, монтажа, рам, сборных
...схема монтажа секции каркаса (монтируемая ячейка с примыкающими к ней рамами); на фиг. 3 - разрез А - А на фиг, 2; на фиг, 4 - схеМа установки рамы в ячейке; на фиг, 5 - вид Б на фиг. 4.Монтаж каркаса здания осуществляют из сборных железобетонных рам 1 П-образной формы, которые доставляют на строительную площадку после устройства фундаментов в контейнерах.Монтаж каркаса начинают со сборки первой ячейки со всеми примыкающими к ней рамами. Последующие ячейки монтируются через одну аналогично первой.Монтаж ячейки ведут в следующей последовательности. Сначала устанавливают устройство 8 для монтажа с креплением его опор к основанию, после чего монтируют последовательно П-образные рамы 1, которые подают на место монтажа грузоподъемным...
Устройство для подачи и правки сварочной проволоки

Номер патента: 1657314
Опубликовано: 23.06.1991
Авторы: Воронин, Емельянов, Писарев, Радионов, Тетерин
МПК: B23K 9/12
Метки: подачи, правки, проволоки, сварочной
...и благодаря наличию упругого элемента сохраняется постоянным с изменением диаметра проволоки,В связи с тем, что цилиндрический канал 3 выполнен перпендикулярно направлению проволоки, размещенные в нем блоки перемещаются радиально оси проволоки, и,1657314 5бВ деформированном поверхностномроликов на проволоку при изменении ее слое развиваются напряжения сжатия в момент, когда проволока между роликами выдиаметра не изменяется,При вращении корпуса 1 вокруг право- прямлена, и эти напряжения способствуютлоки 2 вследствие наклона подающих роли сохранению прямолинейного состоянияков к проволоке возникает сила тяги вдоль проволоки по выходе из устройства.оси проволоки, при этом скорость подачи Выполнение на поверхности профиляпроволоки Чпод...
Устройство для разделения проволоки

Номер патента: 1134268
Опубликовано: 15.01.1985
Авторы: Зырянов, Киселев, Роот, Суханов
МПК: B21F 13/00
Метки: проволоки, разделения
...пары.Металлическая втулка нагревательного средства установлена под углом 10-15 к оси проволоки.34268 4 20 25 30 35 40 45 50 55 3 11.На чертеже изображена принципиальная схема предлагаемого устройства для разделения проволоки,Устройство состоит из смонтированных на станине 1, изготовленнойиз токонепроводящего материала,кассетодержателя 2 с кассетой 3,проволоки 4, направляющей втулки 5,металлического сменного дозирующегоролика 6, прижимного ролика 7, выполненного из токонепроводящего материала, металлической втулки 8,подключенной к источнику тока 9,тянущего сменного 10 и прижимного11 роликов, выполненных из токонепроводящего материала, упругого контакта 12; установленного на тянущем ролике 10 и выполненного в виде тонкойметаллической...
Устройство для очистки проволоки от окалины

Номер патента: 354922
Опубликовано: 01.01.1972
Авторы: Агеев, Алексеев, Орлов
МПК: B21B 45/04
...содержащие резцедержатель с резцами, которые распределены вокруг проволоки по окружности.Описываемое устройство отличается от известных тем, что резцы установлены поворот- но в плоскости протягиваемой проволоки с отрицательным передним углом и подпружинены в направлении к проволоке.На фиг. 1 показано описываемое устройство; на фиг. 2 - взаимное расположение резцов,Устройство включает резцедержатель 1, резец 2, пружину 8 и проволоку 4.Устройство работает следующим образом.Резцедержатели 1 с закрепленными в них резцами 2 с помощью пружины 3 осуществляют прижим к проволоке 4. Резцедержатели 1 повернуты относительно друг друга на определенный угол, при котором обеспечивается всесторонняя очистка окалины с про волоки 4. Устройство для...
Грейдер с гидравлическим управлением выноса, тяговой рамы и перемещения основной рамы по задней оси

Номер патента: 64167
Опубликовано: 01.01.1945
Автор: Валдайцев
МПК: E02F 3/76
Метки: выноса, гидравлическим, грейдер, задней, оси, основной, перемещения, рамы, тяговой, управлением
...рамы, использованный и для выноса в сторону тяговой рамы, Устранение одного цилиндра упрощает и облегчает всю конструкцию механизма управления, Возможность устранения отдельного цилиндра для выноса в сторону тяговой рамы достигается соединением этой рамы с основной посредством крюка с ползуном, сочлененным при помощи стопора с рейкой, жестко связанной с основной рамой,Чертеж изображает вид грейдера спереди.На основной раме 1, перемещаемой по задней оси 8 при помощи цилиндра 9, жестко укреплена рейка 2, несущая на себе ползун 3, соединяемый с этой рейкой при помощи стопора 4. Ползун при помощи крюка 5 шарнирно сочленен с тяговой рамой 6,При перемещении основной рамы 1, и вместе с ней и рейки 2, по задней оси 8 осуществляется и вынос в...
Предыдущий патент: Автомат для изготовления плоских каркасов
Следующий патент: Устройство для съема электродов контактных точечных машин
Случайный патент: Промышленный робот