Адаптивная система программного управления инерционным вибропресс-молотом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1687351
Авторы: Бочаров, Гуменчук, Искович-Лотоцкий, Обертюх, Терещенко
Текст
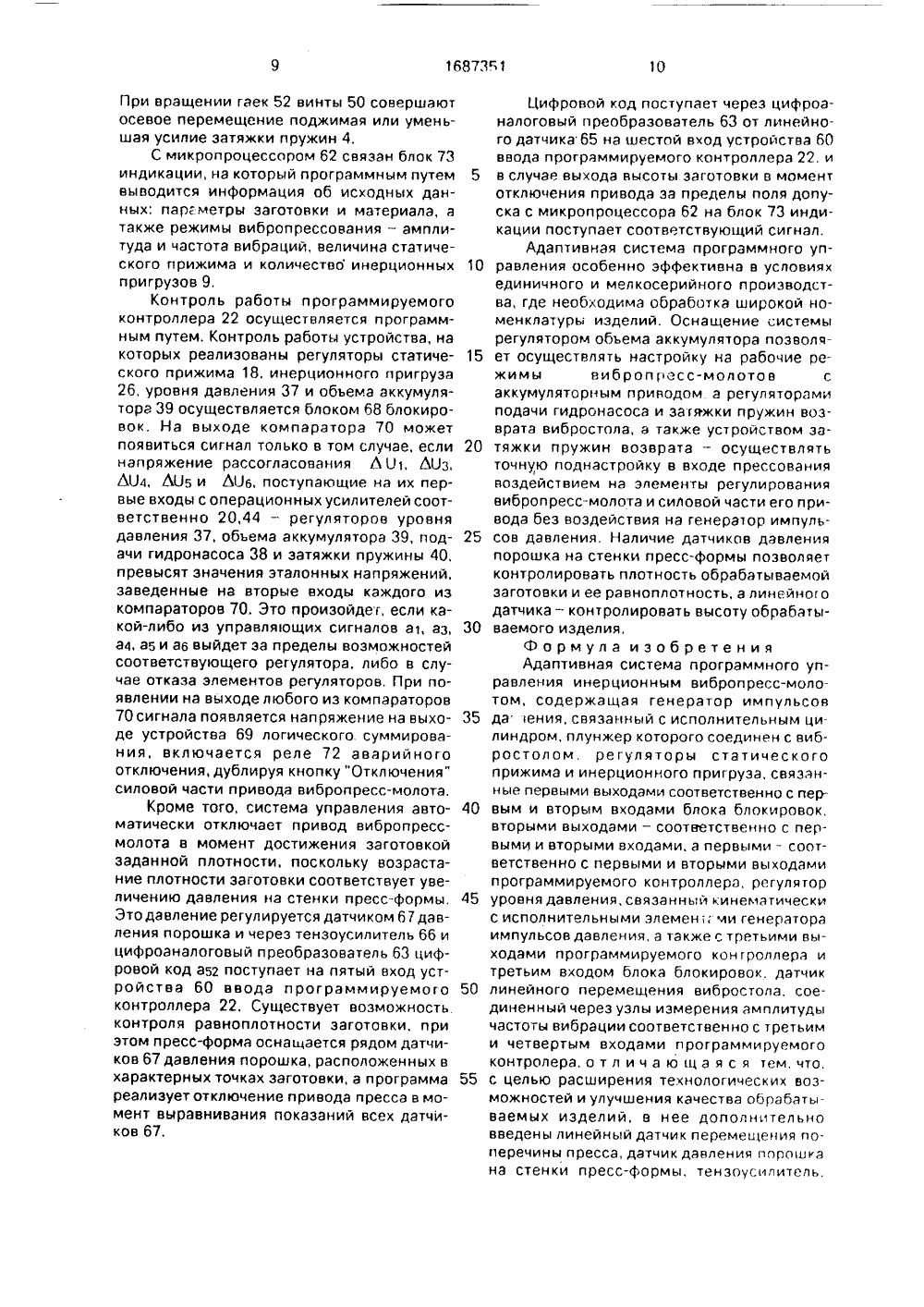
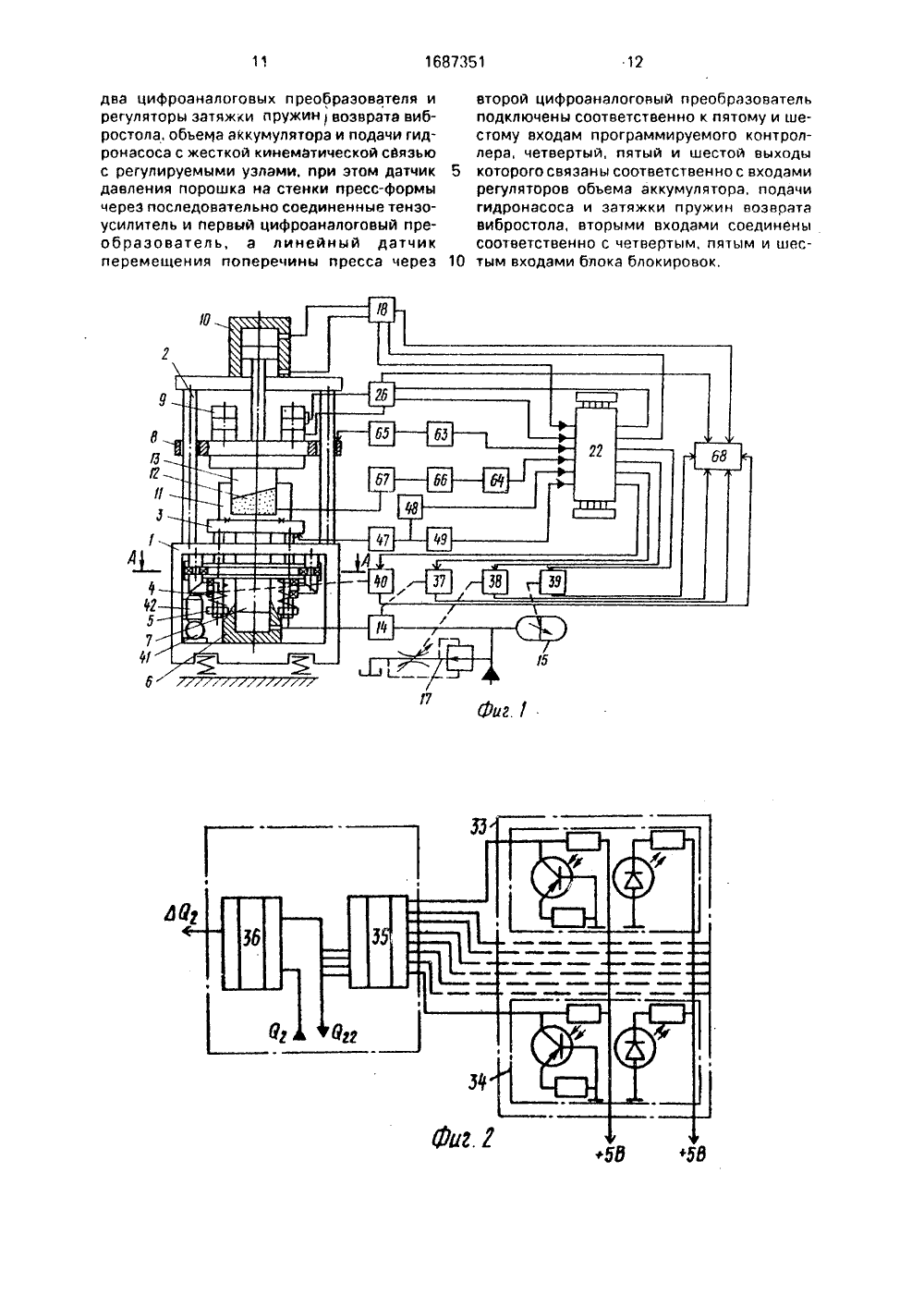
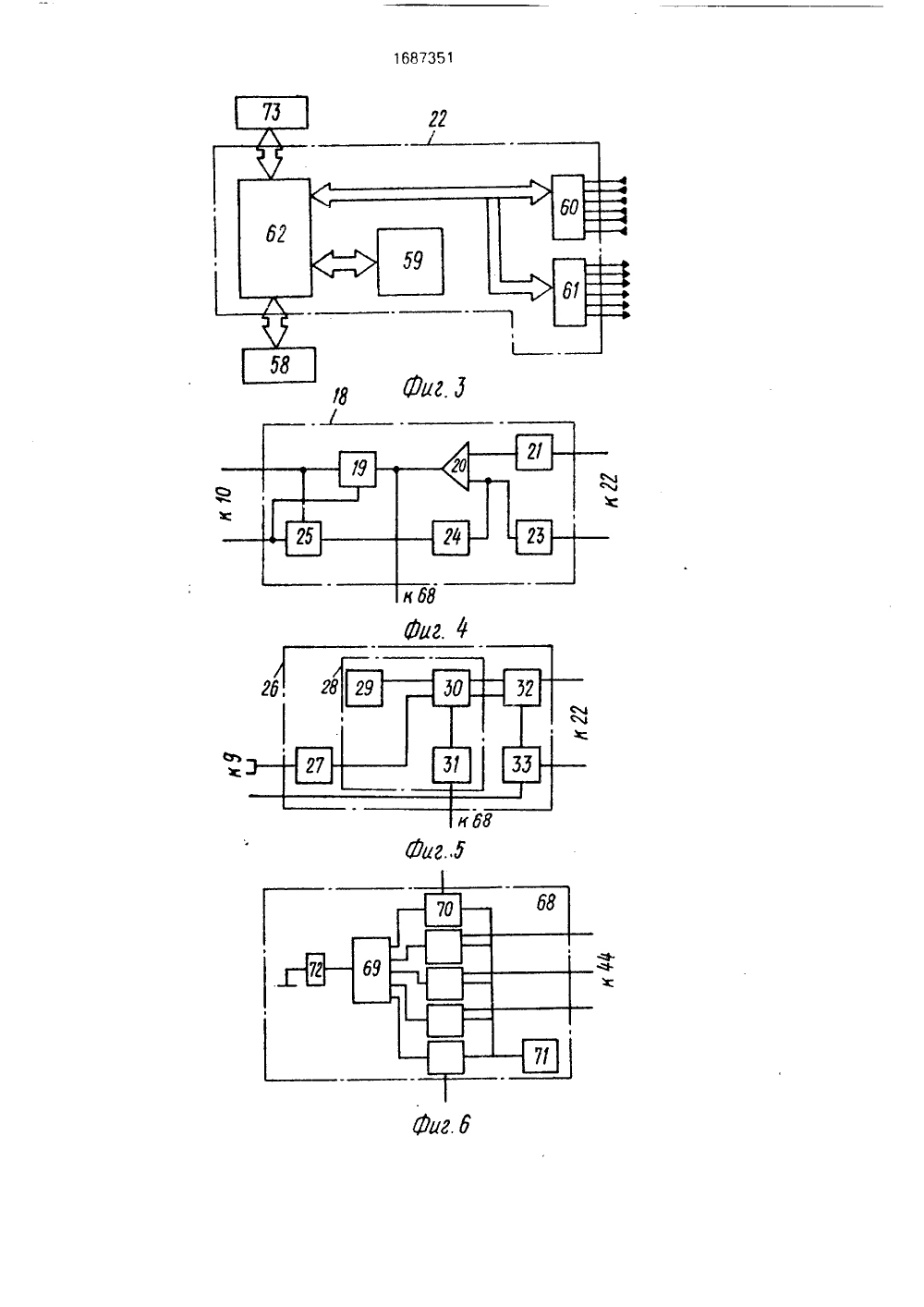
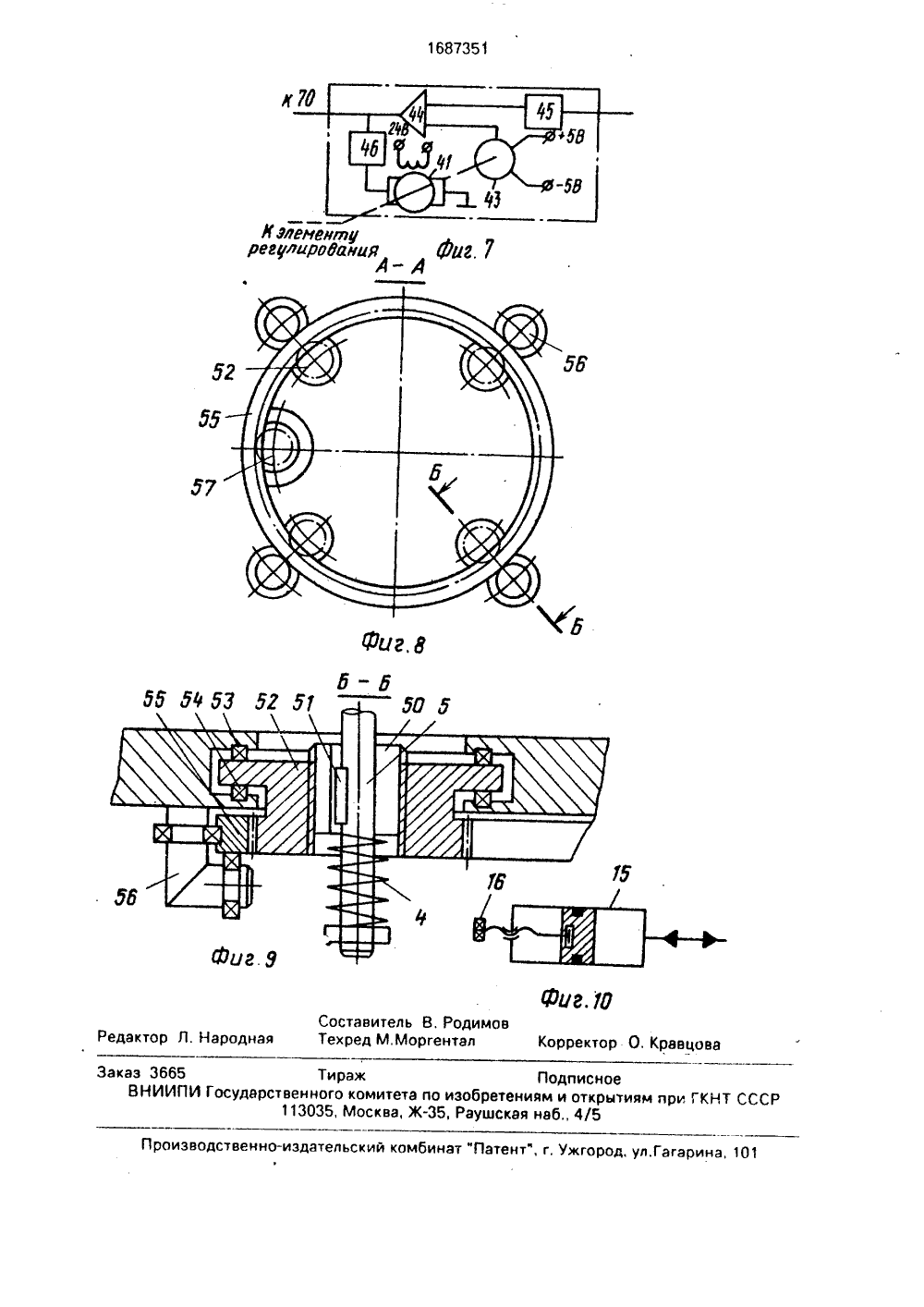
(51)5 ВВО йй 1 ЯПИИБД,ПИСАН ОБРЕТЕН А 0 л 00 4 Сд ОЧ ГОсудАРстВенный кОмитетПО ИЗОБ "ТЕНИЯМ И ОТКРЫ) ИЯМПРИ ГКНТ СССР МУ СВИДЕТЕЛЬСТВУ(56) Авторское свидетельСтво СССРМ 1366271, кл. В 21 3 7/46, 1986,(54) АДАПТИВНАЯ СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ ИНЕРЦИОННЫМВ ИБРОПРЕСС-МОЛОТОМ(57) Изобретение относится к машиностроению, в частности к конструкции систем управления оборудованием для обработкидавлением. Цель - расширение технологических возможностей и улучшение качестваобрабатываемых изделий. Система осуществляет вычисление рабочих режимов блаИзобретение относится к машиностроению, в частности к конструкции систем управления оборудованием для обработки давлением.Цель изобретения - расширение технологических возможностей и улучшение качества обрабатываемых изделий;На фиг. 1 показана комбинированная блок-схема адаптивной системы управления инерционным вибропресс-молотом; на фиг. 2 - схема соединения датчика инерционного пригруза и схемы сравнения с устройством управления роботом; на фиг. 3 - упрощенная схема программируемого контроллера; на фиг. 4 - схема регулятора статического прижима; на фиг, 5 - схема регулятора инерционного пригруза; на фиг.6 - схема блока блокировок; на фиг. 7 - схема регуляторов уровня давления, подачи годаря наличию программируемого контроллера 22, а также настройку на нх вибропресс-молота при помощи регуляторов уровня давления 37 и объема аккумулятора 39, инерционного пригруэа 26 и статического прижима 18, Кроме того, система контролирует значения рабочих параметров вибропресс-молота при помощи датчиков нагрузки, инерционного пригруза и устройств измерения амплитуды и частоты 49 вибраций, Благодаря наличию регуляторов затяжки пружин возврата и подачи гидронасоса система осуществляет поднастройку частоты и амплитуды вибрации вибростола в ходе прессования. Плотность, равноплотность и высота обрабатываемых изделий контролируется датчиками давления порошка 67 и линейного датчика 65. 10 ил. гидронасоса, объема аккумулятора и затяжки пружин возврата вибростола; на фиг, 8 - разрез А-А на фиг. 1; на фиг. 9 - разрез Б-Б на фиг. 8; на фиг, 10 - схема аккумулятора,Адаптивной системой программного управления оснащается прес . состоящий иэ станины 1 с колоннами 2, виоростола 3, под. пружиненного относительно сганины пружинами 4, установленными на шпильках 5, рабочего цилиндра 6, плунжер 7 которого жестко связан с вибростолом 3, подвижной траверсы 8 с инерционными пригруэами 9, установленной с возможностью перемещения от цилиндра 10 статического прижима. На вибростоле 3 жестко крепится прессформа 11 с заготовкой 12, а на подвижной траверсе 8 - пуансон 13. Рабочий цилиндр б соединен с генератором 14 импульсов давления, который соединен с аккумулятором15 с элементом 16 регулирования емкости,Аккумулятор 15 подключен к насосной станции /на чертеже н". показана/ и регулятору17 потока.Адаптивная система управления содержит связанный с цилиндром 10 статического прижима регулятор 18 статическогоприжима, выполненный на базе злектрогидравлического преобразователя 19, соединенного с выходом операционногоусилителя 20, прямой вход которого соединен грез цифроаналоговый преобразователь 21 с программируемым контроллером22 Инвертированный вход операционногоусилителя 20 соединен через ци 1 роаналоговьй преобразователь 23 спрограммируемым контроллером 22 и черезтензоусилитель 24 - с датчиком 25 нагрузкл.Регулятор 26 инерционного пригрузасодержит манипулятор 27, установленныйтаким образом, что подвижная траверса 8находится о зоне его действия. У,нипулятор 27 соединен с устройством 28 управления, содержащим накопитель 29,соединенный через блок 30 управления спультом 31 управления манипулятором.Блок 30 управления соединен со схемой 32соавнения, связанной с программируемымконтроллеоом 22 и датчиком 33 инерционкого пригруза, который представляет собойнабор из зосьми пар свето- и фотоэлементов 34, установленных на подвижной траверсе 8, тэк, что при установке каждогопоследующего инерционного пригруза 9прерывается световой поток в одной из парсвете- и фотоэлементов 34,Схема 32 сравнения содержит шифратор 35, выход которого соединен с входомцифрового хомпаратора 36, а выход послед"неге - с вторым входом (вход - "от технологического оборудования") блока 30управления.Регуляторы уровня давления 37, подачигидронасоса 38 обьегла аккумулятора 39 изатяжки пружин возврата вибростола 40 содержат электродвигатель 41 постоянноготока, валы которых кинематически связанысоответственно с генератором 14 импульсов давления, регулятором 11 потока, элементов 16 регулирования емкости. валомредуктора 42. Кроме того, регуляторы 37, 38.39 и 40 содержат датчики 43 углозого голожения, на которые подается опорное напряжение - 5 В и - 5 В, операционные усилители44, цифроаналоговые преобразователи 45 иусилители 46 мощности,С вибростолом 3 связан датчик 47 линейного перемещения, соединенный с входом узлов измерения амплитуды 48 ичастоты 49 вибраций, 5 10 15 20 25 30 35 40 45 50 К Ц Устройство затяжки пружин возврата состоит из винтов 50, посаженных при помощи шпонок 51 на шпильки 5 с возможностью осевого перемещения по ним. Г 1 ри помощи резьбы винты 50 контактируют с гайками 52, установленными в станине 1 на подшипниках 53 и 54. На периферии гайки 52 образован зубчатый венец, контактирующий с зубчатым колесом 55, установленным на опорах 56 станины и приводимым шестерней 57 от редуктора 42,Программируемый контроллер 22 снабжен пультом 58 управления и ввода данных со встроенным интерфейсным устройством, блоком 59 памяти и устройством ввода 60 и вывода 61 информации, а также микропроцессором 62, непосредственно связанным со всеми упомянутыми устройствами.Устройство 60 ввода информации содержит шесть входов, первый из которых соединен с выходом шифратора 35, второй - с выходом цифроаналогового преобразователя 23, третий и четвертый - с выходами устройств измерения амплитуды 48 и частоты 49 вибраций, а пятый и шестой через цифроаналоговые преобразователи 63 и 64 - соответственно с линейным датчиком 65 и тензоусилителем 66 датчика 67 давления порошка,Выход устройства 61 вывода информации содержит шесть каналов, первый иэ которых связан с вторым входом цифрового компэратора 36, а пять других - с цифроаналоговым преобразователями 21 и 45 регуляторов.Система программного управления содержит блок 68 блокировки, снабженный устройством 69 логического суммирования, на выходы которого подаются сигналы с второго выхода блока 30 управления и пяти компараторов 70, источник 11 опорных напряжений и реле 72 аварийного отключения,Компараторы 70 содержат по двэ входа, первые из которых соединены с выходами операционных усилителей 20 и 44, а вторые входы - с источником 71 опорных напряжений. Выход устройства 69 логического суммирования связан с обмоткой реле 72 аварийного отключения, нормально замкнутые контакты которого включены последовательно с кнопкой. гтключения силовои части привода вибропресс-молОта,Кроме того, система программного управления содержит блок 73 индикации, входы которого связаны с выходами программируемого контроллера 22.адаптивная система управления работает следующим образом, 1687351С пульта 58 управления в микропроцессор 62 вводятся данные о параметрах заготовки, описывающие ее геометрию,физико механические свойства, а также параметры материала заготовки - размер 5фракции его частиц и влажность, Эта информация обрабатывается согласно программе, предварительно записанной в блоке 59памяти, в результатс чего вычисляются ог.тимальные рабочие параметры вибропрессмолота; амплитуда и частота вибрацийвибростола 3, давление статического прижима в мэссе инерционного пригоуза по,ледующей методике:15в=ц - ,ргде а) - частота внешнего колебательного воздействия, при которой обеспечивается уплотнение полуфабриката до плотностирс 20Е - обьемный модуль упругости;Ь - высота заготовки после прессованиядо плотности рй= еЕЯ,где й - статическая нагрузка; 25я - коэффициент статического сжатия;Я - площадь сечения заготовки,а30где - амплитуда внешнего колебательного воздействия,а - виброускорение, вызванное импульсом,Вторая часть программы, выполняемачнепосредственно за указанной частью программы, используя вычисленные значенияоптимальных рабочих параметров и тарировочные соотношения. производят вычисление значений управляющих сигналов э 1, а 2.аз и э 4 регуляторов статического прижима18, инерционного пригруза 26, уровня давления 37 и объема аккумулятора 39. Этисигналы с микропроцессора 62 поступают вустройство 61 вывода программируемогоконтроллера 22, а оттуда в виде двоичногоцифрового кода - к соответствующим цифроаналоговым преобразователями 21 и 45регуляторов уровня давления 37 и объемааккумулятора 39 и на вход схемы 32 сравнения,Регулятор 18 статического прижима выполнен по схеме следящей системы с отрицательной обратной связью по перепадудавления. С первого выхода устройства 61вывода программируемого контроллера 22управляющий сигнал - а 1 в виде двоичногоцифрового кода поступает на вход цифроаналогового преобразователя 21, а оттуда ввиде регулируемоо напряжения 01 - на прямой вход операционного усилителя 20. На инвертированный вход последнего поступает сигнал 011 с датчика 25 нагрузки, преобразованный тензоусилителем 24 На выходе операционного усилителя 20 формируется сигнал Л 01 = (01 - 011), С выхода усилителя 20 напряжение Л 01 подается нэ вход электрогидрэвлического преобразователя 19, который корректирует давление н полостях цилиндра 10 статического прижима таким образом, чтобы минимизировать ;,игнэл ошибо 1 Л 01,Сигнал О. с выхода тензоусилителя 24 подается та: ке на вход цифроаналогового преобразователя 23, с выхода которого этот сигнал в Риде;.ноичного цифрового кода э 12 поступает нэ первый вход устройства 60 ввода программируемого контроллера 22 Приведенный микропроцессором 62 к раз мерности УПа этот сигнал заводится нл блок 73 индикации, показывая перепад давления на цилиндре 10 статического прижима.Сигнал управления а 2 регулятором 26 инерционного пригруза в виде двоичного кода со второго выхода устройства 61 вывода программируемого контроллера 22 по. ступает на второй вход цифрового компаратора 36 схемы 32 сравнения. На компарэторе 36 этот цифровой код сравнивается с кодом, поступающим с выхода шифратора 35 - э 22 и в зависимости от их отношения на выходе компаратора 36 формируется сигнал Л а 2 = а 2- аз 2, поступающий на первый вход блока 30 управления. Если Ла 2 О, то блок 30 управления обращается к той части программы, предварительно записанной в накопителе 29, устройства 28 управления роботом, которая обеспечивает установку одного инерционного пригруза 9 и запускает манипулятор 27, При установке на траверсу 8 инерционного пригруза 9 прерывается световой поток в одной из пар свето- и Фотоэлементов 34 и изменяется сигнал на одном из входов шиФэаторэ 35, а следовательно, изменяет с цифровой двоичный код на его выходе, Если после установки инерционного пригруза 9 цифровые коды а и а 21 совпадут, то сигнал с выхода компараторэ 36 на первый вход блока 30 управления не поступает и робот остается в исходном положении. Если после установки инерционного г ригруза 9 остается Ла 2О, то операция установки пригруза 9 повторяется и устанавливается еще один инегщионный пригруз 9 и т,д.Аналогично происходит операция снятия инерционных пригрузов 9 в случае, еслина выходе цифрового компаратора 36 формируется сигнал Л з 2 с О,Одновременно с подачей синала от блока 30 управления к технологическому оборудованию" - подается сигнал на второй вход устройства 69 логического суммирования, который не снимается до тех пор, пока манипулятор 27 не возвратится в исходное положение, При этом на выходе блока 68 блокировки также появится напряжение, которое включит реле 72 аварийного отключения, разомкнув контакты последнего, дублирующие кнопку "Отключение" силовой части привода вибропресс-молота, Это исключит возможность запуска привода вибропресс-молота во время операции установки или сьема инерционного пригруза 9.С выхода шифратора 35 информация о количестве установленных инерционных пригрузов ар поступит на второй вход устройства 60 ввода программируемого контроллера 22 и далее через микро юцессор 62 - к блоку 13 индикации.Величина амплитуды колебаний вибростола 3 определяется положением элемента регулирования уровня давления генератора 14 импульсов давления.Сигнал управления этим элементом регулирования аз вычисляется микропроцессором 62 и в виде двоичного цифрового кода поступает на третий выход устройства 61 вывода, а оттуда - на вход цифроаналогового преобразователя 45 регулятора 37 уровня давления, Преобразованный в аналоговую форму(т,е, в виде постоянного напряжения) Оз сигнал управления подается на прямой вход операционного усилителя 44 регулятора 37 уровня давления, на инвертированный вход которого поступает сигнал Оз 1 датчика 43 углового положения регулятора 37 уровня давления, Разность этих сигналов Л Оз = Оз - Оз 1) с выхода операционного усилителя 45 регулятора 37 уровня давления поступает на вход усилителя 46 мощности этого же регулятора, к выходу которого подключена обмотка якоря электродвигателя 41, связанного с элементом регулирования уровня давления генератора 14 импульсов давления,Вал электродвигателя 41 будет вращаться до тех пор, пока напряжение Оз 1 на выходе датчика 43 углового положения регулятора 37 уровня давления, кинематически с ним связанного, не сравнивается суправляющим напряжением Оз, Кроме того, скорость вращения вала электродвигателя пропорциональна напряжению на его якоре, поэтому по мере уменьшения сигнала рассогласования Л Оз она будет уменьшать 5 10 15 20 25 30 35 40 45 50 55 ся, что обеспечивает устойчивую работу кзк регулятора 31 уровня давления, так и регуляторов подачи гидронасоса 38. обьемз аккумулятора 39 и затяжки пружин 40.Поскольку в гидрозккумуляторном приводе воздействием на элемент регулирова ния уровня давления генератора импульсов давления изменяется не только амплитуда, но и частота вибраций вибростолз, необходимая настройка частоты вибраций производится изменением объема аккумулятора. Положение элемента 16 регулирования аккумулятора 15 задается управляющим сигналом ал на четвертом выходе устройства 61 вывода программируемого контроллера 22. Регулятор 39 обьемз аккумулятора реализован по такой же схеме, как и регулятор 37 уровня давления и работает аналогичным образом.Измерение амплитуды и частоты вибраций производится при помощи датчика 47 линейного перемещения, подвижный элемент которого связан с выбростолом 3, а неподвижный установлен на станине 1 виб ропресс-молота, С выхода этого датчика снимается аналоговый сигнал О, который заводится нз выходы узлов измерения амплитуды 48 и частоты 49 вибраций, с их выходов сигналы в виде двоичного цифрового кода поступают соответственно на третий и четвертый входы устройства 60 ввода программируемого контроллера 22. Микропроцессор 62 согласно записанной в блоке 59 памяти программе последовательно запрашивает информацию с третьего и четвертого входов устройства 60 ввода и сравнивает полученные значения - аз 2 и а 42 с соответствующими управляющими сигналами, вычисленными по изложенной методике аз и зл.Б случае наличия погрешностей Лаз 2 = аз - аз 2 и Л з 42 =- ал - аа 2 производится коррекция в ходе прессования с целью ликвидации этой погрешности при помощи регуляторов подачи гидронасоса 38 - частоты вибраций, и затяжки пружины 40 - амплитуда вибраций. Эти регуляторы реализованы по той же схеме, что и регуляторы 37 и 39 уровня давления и обьема аккумулятора, Работают они аналогично,устройство затяжки пружины вибростола при включении электродвигателя 41 регулятора 40 затяжки пружин. Взл электродвигателя 41 приводит во вращение вал редуктора 42, на выходном валу которого шестерня 57 передает вращение зубчатому колесу 55, которое передает вращение гайкам 52 благодаря резьбовому соединению гаек 52 с винтами 50, а также шпонкзм 51, предотвращающим вращение винтов 50При вращении гаек 52 винты 50 совершают осевое перемещение поджимая или уменьшая усилие затяжки пружин 4.С микропроцессором 62 связан блок 73 индикации, на который программным путем выводится информация об исходных данных: параметры заготовки и материала, а также режимы вибропрессования - амплитуда и частота вибраций, величина статического прижима и количество инерционных пригрузов 9,Контроль работы программируемого контроллера 22 осуществляется программным путем. Контроль работы устройства, на которых реализованы регуляторы статического прижима 18, инерционного пригруэа 26, уровня давления 37 и объема аккумуляторг 39 осуществляется блоком 68 блокировок. На выходе компаратора 70 может появиться сигнал только в том случае, если напряжение рассогласования Л О 1, ЛОз, ЖЛ, ЛО 5 и ЛО 6, поступающие на их первые входы с операционных усилителей соответственно 20,44 - регуляторов уровня давления 37, объема аккумулятора 39, подачи гидронасоса 38 и затяжки пружины 40, превысят значения эталонных напряжений, заведенные на вторые входы каждого иэ компараторов 70. Это произойдег, если какой-либо иэ управляющих сигналов а, аз, а 4, а 5 и а 6 выйдет за пределы возможностей соответствующего регулятора, либо в случае отказа элементов регуляторов, При появлении на выходе любого из компараторов 70 сигнала появляется напряжение на выходе устройства 69 логического суммирования, включается реле 72 аварийного отключения, дублируя кнопку "Отключения" силовой части привода вибропресс-молота,Кроме того, система управления автоматически отключает привод вибропрессмолота в момент достижения заготовкой заданной плотности, поскольку возрастание плотности заготовки соответствует увеличению давления на стенки пресс-формы, Это давление регулируется датчиком 67 давления порошка и через тензоусилитель 66 и цифроаналоговый преобразователь 63 цифровой код а 52 поступает на пятый вход устройства 60 ввода программируемого контроллера 22. Существует возможность контроля равноплотности заготовки, при этом пресс-форма оснащается рядом датчиков 67 давления порошка, расположенных в характерных точках заготовки, а программа реализует отключение привода пресса в момент выравнивания показаний всех датчиков 67. 5 10 15 20 25 30 35 40 45 50 55 Цифровой код поступает через цифроаналоговый преобразователь 63 от линейного датчика 65 на шестой вход устройства 60 ввода программируемого контроллера 22. и в случае выхода высоты заготовки в момент отключения привода за пределы поля допуска с микропроцессора 62 на блок 73 индикации поступает соответствующий сигнал.Адаптивная система программного управления особенно эффективна в условиях единичного и мелкосерийного производства, где необходима обработка широкой номенклатуры иэделий, Оснащение системы регулятором объема аккумулятора позволяет осуществлять настройку на рабочие режимы виброп расс-молотов с аккумуляторным приводом а регуляторами подачи гидронасоса и запряжки пружин возврата вибростола. а также устройством затяжки пружин возврата - осуществлять точную поднастройку в входе прессования воздействием на элементы регулирования вибропресс-молота и силовой части его привода без воздействия на генератор импульсов давления, Наличие датчиков давления порошка на стенки пресс-формы позволяет контролировать плотность обрабатываемой заготовки и ее равноплотность, а линейноо датчика - контролировать высоту обрабатываемого изделия,Формула изобретения Адаптивная система программного управления инерционным вибропресс-молотом, содержащая генератор импульсов да ения, связанный с исполнительным цилиндром, плунжер которого соединен с вибростолом, регуляторы статического прижима и инерционного пригруза, связанные первыми выходами соответственно с первым и вторым входами блошка блокировок, вторыми выходами - соответственно с первыми и вторыми входами, а первыми - соответственно с первыми и вторыми выходами программируемого контроллера, регулятор уровня давления, связанный кинематически с исполнительными элемен; ми генератора импульсов давления, а также с третьими выходами программируемого конгроллера и третьим входом блока блокировок, датчик линейного перемещения вибростола. соединенный через узлы измерения амплитуды частоты вибрации соответственно с третьим и четвертым входами программируемого контролера, о т л и ч а ю щ а я с я тем, что, с целью расширения технологических воэможностей и улучшения качества обрабатываемых изделий, в нее дополнительно введены линейный датчик перемещения поперечины пресса, датчик давления ппрошна на стенки пресс-формы, тенэоусилитель.два цифроаналоговых преобразователя и регуляторы затяжки пружинвозврата вибростола, объема аккумулятора и подачи гидронасоса с жесткой кинематической связью с регулируемыми узлами, при этом датчик давления порошка на стенки пресс-формы через последовательно соединенные тензоусилитель и первый цифроаналоговый преобразователь, а линейный датчик перемещения поперечины пресса через второй цифроаналоговый преобразователь подключены соответственно к пятому и шестому входам программируемого контроллера, четвертый, пятый и шестой выходы 5 которого связаны соответственно с входамирегуляторов объема аккумулятора, подачи гидронасоса и затяжки пружин возврата вибростола, вторыми входами соединены соответственно с четвертым, пятым и шес тым входами блока блокировок.1687351 Ряюмеюлурегулирвбания Фиг. 1А-А 8,10 оставитель В, Родимехред М,Моргентал ректор О. Кравцова едактор Л. Народ оизводственно-издательский комбинат "Патент", г, Ужгород, ул.Гагарина, 10 аказ 3665 Тираж ВНИИПИ Государственного коми 113035, МоскаПодписноеа по изобретениям и открытиям при ГКНТ СССРЖ, Раушская наб 4/5
СмотретьЗаявка
4709891, 26.06.1989
ВИННИЦКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
БОЧАРОВ ЮРИЙ АЛЕКСАНДРОВИЧ, ТЕРЕЩЕНКО АЛЕКСАНДР ПЕТРОВИЧ, ИСКОВИЧ-ЛОТОЦКИЙ РОСТИСЛАВ ДМИТРИЕВИЧ, ОБЕРТЮХ РОМАН РОМАНОВИЧ, ГУМЕНЧУК АЛЕКСАНДР АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B21J 7/46
Метки: адаптивная, вибропресс-молотом, инерционным, программного
Опубликовано: 30.10.1991
Код ссылки
<a href="https://patents.su/8-1687351-adaptivnaya-sistema-programmnogo-upravleniya-inercionnym-vibropress-molotom.html" target="_blank" rel="follow" title="База патентов СССР">Адаптивная система программного управления инерционным вибропресс-молотом</a>
Устройство для измерения нелинейности преобразователей давления в электрический сигнал

Номер патента: 1250857
Опубликовано: 15.08.1986
Авторы: Ворович, Ефремов, Корндорф, Михайлов, Подмастерьев
МПК: G01L 9/00
Метки: давления, нелинейности, преобразователей, сигнал, электрический
...на выходе элемента сравнения 9 и сумматора 4. Задатчиком 1 давления подают наименьшее предельное давление на входы контролируемого и образцового преобразователей 2 и 3 давления. Изменяют значения напряжений смешения, поступающих на входы сумматоров 4 и 5 от задатчиков 6 и 7 напряжения, добиваясь равенства нулю выходных сигналов сумматоров 4 и 5. Затем подают 75 ЗО 35 40 45 50 задатчиком давления 1 наибольшее предельное давление и изменяют коэффициент масштабирования регулятора 8 уровня, добиваясь равенства нулю сигнала на выходе элемента 9 сравнения. Затем монотонно изменяют давление на входах пробразователей 2 и 3 на всем диапазоне и о нелинейности преобразователя судят по показанию измерителя 10 отношений.При монотонном...
Устройство для измерения гидростатического давления и уровня жидкости

Номер патента: 1566220
Опубликовано: 23.05.1990
Автор: Кошевой
МПК: G01F 23/16
Метки: гидростатического, давления, жидкости, уровня
...действующая со стороны чувст.вительных элементов 5 и 7 на рычагпреобразователя 3, преобразуется последним в электрический сигнал, передаваемый по кабелю 12 по вторичнойаппаратуре.При погружении датчика 2 в жидкость на глубину Й, на чувствительный элемент 5 со стороны ввода б 2 Одействует суммарное (Рс) давлениестолба жидкости (Р ) и атмосферы(Ра), а на чувствительный элементсо стороны ввода 8 противодавление,равное атмосферному давлению (Рс,), 25передаваемому по трубке .В полости 4 датчика, заполненнойжидкостью, имеется некоторое давление Р обусловленное действиемвнешнего давления (или противодавления) на дополнительный чувствительный элемент 9, жесткостью последнегои системы, образованной им и полостьюс жидкостью и другим факторами...
Устройство для стабилизации уровня сигнала

Номер патента: 446874
Опубликовано: 15.10.1974
Авторы: Ефремов, Колгин, Кондрашов, Рыкачевский, Стрелов
МПК: G05B 11/06
Метки: сигнала, стабилизации, уровня
...напряжения и усилитель 12 проходит на выход устройства. Выпрямленный выКорректор Л. Котова актор Б. Нанкина Изд.1213И Государственногопо делам изобМосква, Ж, Р ПодписноеССР Тираж 760омитета Совета Министетений и открытийаушская наб., д. 4/5 Заказ 1069/6ЦНИ ппография, пр. Сапунова, 2 ЯВИТЕЛЕМ МОДУЛЯ 4 ВЫХОДНОЙ СивнаЛ Увык аЛ- гебраически суммируется с опорным напряжением 1.1 получаемым от источника опорного напряжения 6. Сигнал рассогласования ЛУ с выхода сумматора 7 поступает через потенциометрический угравляемый делитель напряжения 3 на вход электромеханического интегратора 5. Двигатель 9 электромеханического интегратора 5, отрабатывая сигнал рассогласования, через тормозную муфту 13 и редуктор 14 вращением движка потенциометрического...
Устройство для выделения и оценки уровня сигнала

Номер патента: 510719
Опубликовано: 15.04.1976
МПК: G06F 17/18
Метки: выделения, оценки, сигнала, уровня
...соответствующего квантиля можно вынести решение о появлении сигнала.,Входной сигнал х (Е) (без потери постоянной составляющей) подается на вход многоканального амплитудного компаратора 1, период квантования которого определяется периодом частоты 1 к, поступающей . с выхода устройства управления. Каждому уровню входного процесса становится в соответствие порядковый уровень квантования с компаратора 1, а наличие сииналов соответствующих уровней в выборке объема и запоминается в ячейках,регистра сдвига 2 в порядке возрастания с.Таким образом, одновременно с приемом выборки осуществляется упорядоченное запоминание ее значений, Объем выборки подсчитывается счетчвком объема 6, причем при достижении установленного объема выборки п вентиль 7...
Устройство для измерения давления или уровня жидкости

Номер патента: 966513
Опубликовано: 15.10.1982
Авторы: Грошев, Рыбнов, Чернавкин
МПК: G01L 7/18
Метки: давления, жидкости, уровня
...преломленный свет и падающийсвет.Так для границы раздела стекло 10 о о ФздухЭЬа= , = 0,66 и 1" 40 55 Поставленная цель достигаетсятем, .что в известном устройстве,содержащем прозрачную трубку с подводящими штуцерами и с прозрачнойрабочей жидкостью, шкалу измеренияуровня и источник света, один из 5штуцеров смонтирован на боковой поверхности трубки, торцовое отверстиетрубки со стороны этого штуцера закрыто светонепроницаемой заглушкой,а источник света расположен напротив 10среза трубки.. На фиг. 1 показан один из вариантов устройства, общий вид; на фиг. 2 вариант установки источника света,пояснение принципа распространениялучей света внутри стенок трубки.Устройство состоит из двух прозрачных трубок с прозрачной рабочей жидкостью 1 и...
Предыдущий патент: Способ изготовления изделий с боковыми выступами
Следующий патент: Способ крепления штамповых вставок
Случайный патент: Ковш экскаватора