Стыковое прессовое соединение
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки








Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 1470837 В 7/О 4 8 ПИСАНИЕ ИЗОБРЕТЕНИ ЕЛЬСТВ Н АВТО посо(54) (57) ост ано лем а т величиматериал соединительного элемент епо тству емент и 2. тве которого сединительно о райнихп.ф-л эл е листовых дет 2 ил. го с ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯПРИ ГКНТ СССР(71) Харьковский инженерно"строителный институт и Центральный научноисследовательский и проектный инсттут строительных металлоконструкциим.Н.П.Мельникова(56) Орлов П.И, Основы конструировния. - Справочно-методическоебие, кн. 1, - М,: Машиностроение,1977, с.485-491, рис,341 б, в, ж. СТЫКОВОЕ ПРЕССОВОЕ СОЕДИНЕНИЕ Изобретение относится к области строения и может быть использов конструкциях монтажных стыков нтов пролетного строения моста, ф же при замене ослабевших закв заклепочных соединениях мосЦелью изобретения является снитрудоемкости операций по эаовке при использовании прессовоединения в монтажных стыках. Стыковое прессовое соединение вклюФчает по крайней мере пару скрепляемых листовых деталей 1, 2 с соосными цилиндрическими отверстиями 3, 4, имеющими больший диаметр в первой 1 и меньший диаметр в последней 2 со стороны запрессовки крайних листовых деталях, и соединительные элементы 5, каждый из которых запрессован в соответствующие соосные отверстия 3, 4 и имеет больший диаметр на заднем и меньший диаметр на переднем в направлении запрессовки концевых участках, сопряженных между собой переходным участком. Концевые участки соединительного элемента 5 выполнены в виде подобных усеченных конусов, сужакщихся в направлении эапрессовки, имекщих длину не менее толщины соответствующей крайней в пакете листовой детали 1, 2 и угол Ч наклона образующей к продольной осиИзобретение относится к мостостро.ению и может быть использовано в кон.струкциях монтажных стыков элементовпролетных строений мостов, а такжепри замене ослабевших заклепок в заклепочных соединениях мостов.Целью изобретения является снижение трудоемкости операций по запрессовке при использовании прессового 1 О соединения в монтажных стыках.На фиг.1 изображена схема прессового соединения при стыковании двух крайних листовых деталей, типа пластин, расположенных внахлест; на ,15 фиг.2 - сечение А-А на фиг,1; на фиг.З - схема соединения уголков, стыкуемые полки которых, расположенные внахлест, являются крайними листовыми деталями; на фиг.4 - сечение Ю Б-Б на фиг.З на фиг.5 - сечение В-В на фиг.З; на фиг.6 - схема соединения уголков, стыкуемые полки которых являются промежуточными листовыми деталями; на фиг.7 - сечение Г-Г на фиг.6; на фиг,8 - монтажный стык двутавровых балок, перекрывающие накладки полок в котором являются крайними листовыми деталями для за" клинивания; на фиг.9 - сечение Д-Д ЗО на фиг,8; на фиг.10 - сечение Е-Е на фиг.8; на фиг. 11 - мощный монтажный стык двутавровых балок с перекрытием каждой полки посредством промежуточных и наружных (заклинивающих) на- З 5 кладок, являющихся соотвественно промежуточными и крайними листовыми деталями; на фиг.12 - сечение Ж-Ж на фиг, 11; на фиг. 13 - схема расположения отверстий при наличии в соеди няемом листовом пакете только крайних листовых деталей; на фиг. 14 - то же, в процессе установки соединительного элемента; на.фиг.15 - то же, после запрессовки соединительного 15 элемента в отверстия в крайних (закинивающих) листовых деталях; наиг. 16 - схема расположения отверстий в многолистовом пакете; на фиг. 17.- соединение многолистового пакета с помощью соединительного элемента, переходные участки которого выполнены цилиндрическими дли". ной, равной суммарной толщине е промежуточных листовых деталей у на . 55 фиг.18 - участки соединительного элемента двух листовых пакетов, об-. щий вид; иа фиг. 19 - вид по И-И на фиг. 18; на фиг.20 - участки соединительного элемента для многолистовых пакетов, общий вид; на фиг,21 - схема соединения многолистового пакета при суммарной толщине 1одной или более промежуточных листовых деталей, не превышающей толщину , илиодной из крайних листовых деталей в пакете; на фиг.22 - соединительный элемент для соединения многолистового пакета, общий вид.Стыковое прессовое соединение включает по крайней мере лару скрепляемых листовых деталей 1 и 2 с соосными цилиндрическими отверстиями 3 и 4 (фиг. 1-5, 13-15), имеющими больший диаметр Й в первой и меньший диаметр й, в последней 2 со стороны запрессовки крайних листовых деталей, и соединительные элементы 5, каждый из которых запрессован в соответствующие соосные отверстия 3 и 4 (фиг.14 и 15) и имеет больший дианметр П на заднем 6 и меньший дианметр Р, на переднем 7 в направлении запрессовки (показано стрелкой с усилием Р) концевых участках, сопряженных между собой переходным участком.Концевые участки 6 и 7 соединительного элемента 5 выполнены в виде подобных усеченных конусов, сужающихся в направлении запрессовки, имеющих длину не менее толщины Т исоответствующей крайней в пакете листовой детали 1 и 2 и угол (р наклона образующей к продольной оси соединительного элемента 5, величина которого соответствует его материалу и материалу крайних листовых деталей 1 и 2. Так, при выполнении соединительного элемента и крайних листовых деталей из сплава железа угол наклона образующих концевых подобных конических участков 6 и 7 соединительных элементов 5 к их продольо ной оси составляет ( = 0,4-0,7 где меньшее значение угла соответствует высокопрочной стали типа 40 Х, а большее значение угла отвечает малоуглеродистой стали типа СтЗ. При этом разница в диаметрах отверстий 3 и 4 составляет й - й, = 3 мм.Диаметры 0 и Э меньших основаб Нй1ний усеченных конусов 6 и 7 соединительного элемента 5 меньше диаметра д и й, отверстий 3 и 4 для запрессовки каждого конуса в соответствующей крайней. листовой детали 1 или 2 (фиг.15).Длина Я запрессовки усеченных конусов 6 и 7 в соответствующих соосных отверстиях 3 и 4 составляет неменее половины толщиныили Ссоответствующей крайней листовойдетали 1 или 2 (фиг.17).При стыковании двух листовых деталей переходной участок каждогосоединительного элемента выполненв виде фаски 8 высотой Ь , имеющейглубину, равную разности большегои меньшего, диаметров 0 и О,в всоответственно заднего и переднегов направлении запрессовки концевых 5конических участков 6 и 7 соединительного элемента (фиг,1-5, 13-15,18, 19),При стыковании более чем двух листовых деталей переходной участок каждого соединительного элемента 5 выполнен цилиндрическим 9 длиной Ь,равной суммарной толщине 1промежуточных листовых деталей 10 (фиг,810, 16, 17, 20) или 10 и 11, из которых 10 являются листовыми деталями (полки, стенка) конструкции, например, двутавровой балки, а промежуточные листовые детали 11 служат вкачестве накладок (фиг. 11 и 12). При 30этом диаметр д соосных отверстий12 в этих деталях 10 и 11 равен диаметру отверстия 3 в первой со стороны запрессовки крайней листовой детали 1(фиг.11, 12, 16 и 17),При суммарной толщине 1 одной10 или более 10 и 11 промежуточныхлистовых деталей, не превышающейтолщину т, или Е одной из крайних.листовых заклинивающих деталей 1 и 402 в пакете, переходной участок каждого соединительного элемента 5 выполнен коническим 13 длиной Ь, равнойсуммарной толщине с промежуточныхлистовых дета ей 10 и 10 и 11 45(фиг.6-10, 21 и 22). При этом конический участок 13 образован со стороны заднего в направлении запрессовки концевого участка 6 соединительного элемента с переходной фас 50кой 14, а диаметр й соосных отверстий 12, в промежуточных листовых де"талях 10 и 11 (фиг. 12) 16 и 21) сос"тавляет не менее диаметра д отверстия 3 в первой со стороны запрессовки крайней листовой детали 1.55С целью исключения воэможностиповреждения тела соединительных элементов 5 при непосредственном воздействии на них усилий Р от инструмента нажимного или ударного действия (не показаны) в направлении запрессовки и для обеспечения точнойцентровки рабочего органа по продольной оси соединительного элемента впроцессе его запрессовки и отверстия 3 и 4 в крайних листовых деталях 1 и 2, каждъй соединитсльныйэлемент 5 может быть выполнен симеющей центрирующее углубление 15предохранительной головкой 16, образованной за одно целое с заднимв направлении запрессовки концевымконическим участком 6 со стороныбольшего его основания.С целью повышения эксплуатационной надежности соединения при воздействии значительных динамическихнагрузок, например, в пролетныхстроениях мостов, а также для повышения плотности многолистового пакета соединительные элементы могутбыть установлены с обеих сторонскрепляемого пакета с шахматным расположением их задних 6 и передних 7концевых конических участков в рассматриваемой плоскости (фиг.8, 1012). С этой же целью в отдельныхслучаях соединительные элементы напереднем концевом коническом участке 7, выступающем частично за пределы стыкуемого пакета, могут бытьвыполнены с отверстием 17 под фиксирующий плотность листов в пакетешплинт или конический штифт 18(фиг.17 и 20),Сверление отверстий в стыкуемыхлистах производят с применением кондукторов (не показано), при этомпервоначально кондукторную рассверловку отверстий производят по наименьшему диаметру й, в .стыковыхлистах (накладках), затем удаляютиэ рассверливаемого пакета крайниелистовые (заклинивающие) детали 2,имещцие отверстия диаметром с 11 ипроизводят последующую рассверловкусоосных им отверстий на диаметр Йв противоположных крайних листовых(заклинивающих) деталях 1 совместнос деталями 11 при наличии последнихв данном стыке. Рассверлозку отверстий в двутавровых балках производятпо месту обычным способом при заводской плоскостной сборке совместно срассверленнымп накладка.ц и с учетомстроительного подьема, 5 14708Имея в виду, что в стыках металлических пролетных строениях на высокопрочных болтах используется, какправило, разница диаметров отверстийи болтов 1-3 мм, при применении описанной конструкции стыка стальныхглавных балок пролетных строенийследует предусмотреть дополнительныйстроительный подъем на выборку зазора между соединительным элементом истенками отверстия в промежуточнойлистовой детали (в виде поясноголиста или стенки). При передаче усилия через стык происходит некоторое 15опускание смонтированной главнойбалки эа счет выборки указанных зазо.ров в стыках с последующим "закусыванием" тела соединительного. элемента промежуточными листовыми деталями 10 и включением всех соединительных элементов в работу на срез. Приэтом конические концевые участки би 7 соединительных элементов эаклинены вследствие упругопластической 25запрессовки в отверстиях 3 и 4 крайних листовых деталей 1 и 2.При сборке стыка с применениемописанного прессового соединения стягивание стыкуемых листовых деталей 30в плотный пакет производят перед установкой соединительных элементов с применением струбцин (не показаны) или поочередно удаляемых болтов (не аокаэаны), а установку соединительных элементов целесообразно производить .с применением инструмента нажимного или ударного действия (не показан) поочередно со стороны одной и другой крайней. листовой детали в соответствии с фиг.8, 10-12,Обеспечение возможности использования.описанного прессового соединения на монтаже, например, стальных пролетных строений мостов ( за счет исключения специального прессового оборудования, имеющегося только в заводских условиях) позволит заменить ими соединения .на фрикционных высоко- прочных болтах, обладающих большей массой комплекса, чем соединительный элемент в предложенном соединении (ввиду отсутствия.головки, гайки и шайб)Кроме того, исключается специальная подготовка и обработка поверхности стыкуемых деталей, повышается технологичность изготовления и темп монтажа. Безрезьбовые стальные соединительные элементы могут быть легко изготовлены методом горячей штамповки.При использовании описанного соединения для стыковки листовых пакетов, выполненных из дерева, древеснослоистых или древесностружечных материалов, следует использовать соединительные элементы из стеклопластика, что за счет исключения в них специальной. резьбы позволит упростить стыковку листовых элементов и повысить одновременно эксплуатационную надежность работы.При использовании материалов, обладающих высокой твердостью, в ряде случаев целесообразно осуществлять предварительный нагрев или охлаждение соединительных элементов до расчетной положительной или отрицательной температуры с целью облегчения установки соединительных элементов в отверстия крайних листовых элементов.Формула изобретения1. Стыковое прессовое соединение преимущественно для пролетных строений мостов, включающее по крайней мере пару скрепляемых листовых деталей с соосными цилиндрическими отверстиями, имеющими больший диаметр в первой и меньший диаметр в последней со стороны запрессовки крайних листовых деталях, и соединительные элементы, кажцый из которых залрессован в соответствующие соосные отверстия и имеет больший диаметр на заднем и меньший диаметр на переднем в направлении запрессовки концевых участках, сопряженных между собой переходным участком, о т л и ч а ю щ е е с я тем, что, с целью снижения трудоем кости операций по запрессовке при использовании прессового соединения в монтажных стыках, концевые участки каждого соединительного элемента выполнены в виде подобных усеченных конусов, имеющих длину не менее тол- щины соответствующей крайней в пакете листовой детали, при этом диаметры меньших оснований усеченных конусов соединительного элемента меньше диаметра отверстий в соответствующей крайней листовой детали.2. Соединение по п,1, о т л и - ч а ю щ е е с я тем, что при стыковании двух листовых деталей переход1470837 фи 2. 2 иг.5 ный участок каждого соединительного элемента выполнен в виде фаски глубиной, равной разности большего и меньшего диаметров соответственно заднего и переднего в направлении запрессовки концевых конических участков соединительного элемента.3. Соединение по п.1, о т л и ч ч а ю щ е е с я тем, что при стыковании более чем двух листовых деталей переходной участок каждого соединительного элемента выполнен цилиндрическим длиной, равной суммарной толщине промежуточных листовых деталей, причем диаметр соосных отверстий в этих деталях равен диаметру отверстия в первой со стороны запрессовки крайней листовой детали,4. Соединение по п.1, о т л и -ч а ю щ е е с я тем, что при суммарной толщине одной или более промежуточных листовых деталей, не превышающей толщину одной из крайних листовых деталей, переходньп участок каждого соединительного элемента выполнен коническим длиной, равной суммарной толщине промежуточных листовых деталей,.и имеет со стороны заднего в направлении запрессовки концевого участка соединительного элемента переходную фаску, причем 15 диаметр соосных отверстий в промежуточных листовых деталях составляет не менее диаметра отверстия в первой со стороны запрессовки крайней листовой детали.
СмотретьЗаявка
4297920, 20.08.1987
ХАРЬКОВСКИЙ ИНЖЕНЕРНО-СТРОИТЕЛЬНЫЙ ИНСТИТУТ, ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ СТРОИТЕЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ ИМ. Н. П. МЕЛЬНИКОВА
ДАНКОВ ВАЛЕРИЙ СЕРГЕЕВИЧ, СУХАРЕВ ВЛАДИМИР ЕГОРОВИЧ, ФУРСОВ ВАДИМ ВИКТОРОВИЧ, ЛЯХИН ВЛАДЛЕН ВАСИЛЬЕВИЧ
МПК / Метки
МПК: E01D 19/00, E04B 1/38
Метки: прессовое, соединение, стыковое
Опубликовано: 07.04.1989
Код ссылки
<a href="https://patents.su/8-1470837-stykovoe-pressovoe-soedinenie.html" target="_blank" rel="follow" title="База патентов СССР">Стыковое прессовое соединение</a>
Способ крепления трубы в отверстии детали и устройство для его осуществления

Номер патента: 1281320
Опубликовано: 07.01.1987
Автор: Лебедев
МПК: B21D 39/06
Метки: детали, крепления, отверстии, трубы
...взрывание зарядов ВВ). На фиг. 3 показано устройство для этой цели. Устройство (фиг. 3) содержит систему 5 инициирования с зарядом, который выполнен в виде нитей 6, расположенных в винтовых канавках матрицы 7 из инертного легкораэрушаемого материала, Невидимые части нитей 6 и канавок матрицы показаны (Фиг. 3) пунктиром, а "отброшенные разрезом - линиями крайних по 3 12813ложений. Наиболее оптимальным является заряд с количеством нитей, ихшагом и угловым расположением, равным количеству, шагу и относительному угловому расположению винтовыхканавок 4 детали 2. При этом, располагая ВВ устройства напротив канавок 4 в отверстии охватывающей детали 2, можно малым количеством ВВполучить шпонкой по всей длине канавок 4. Нити И заряда могут...
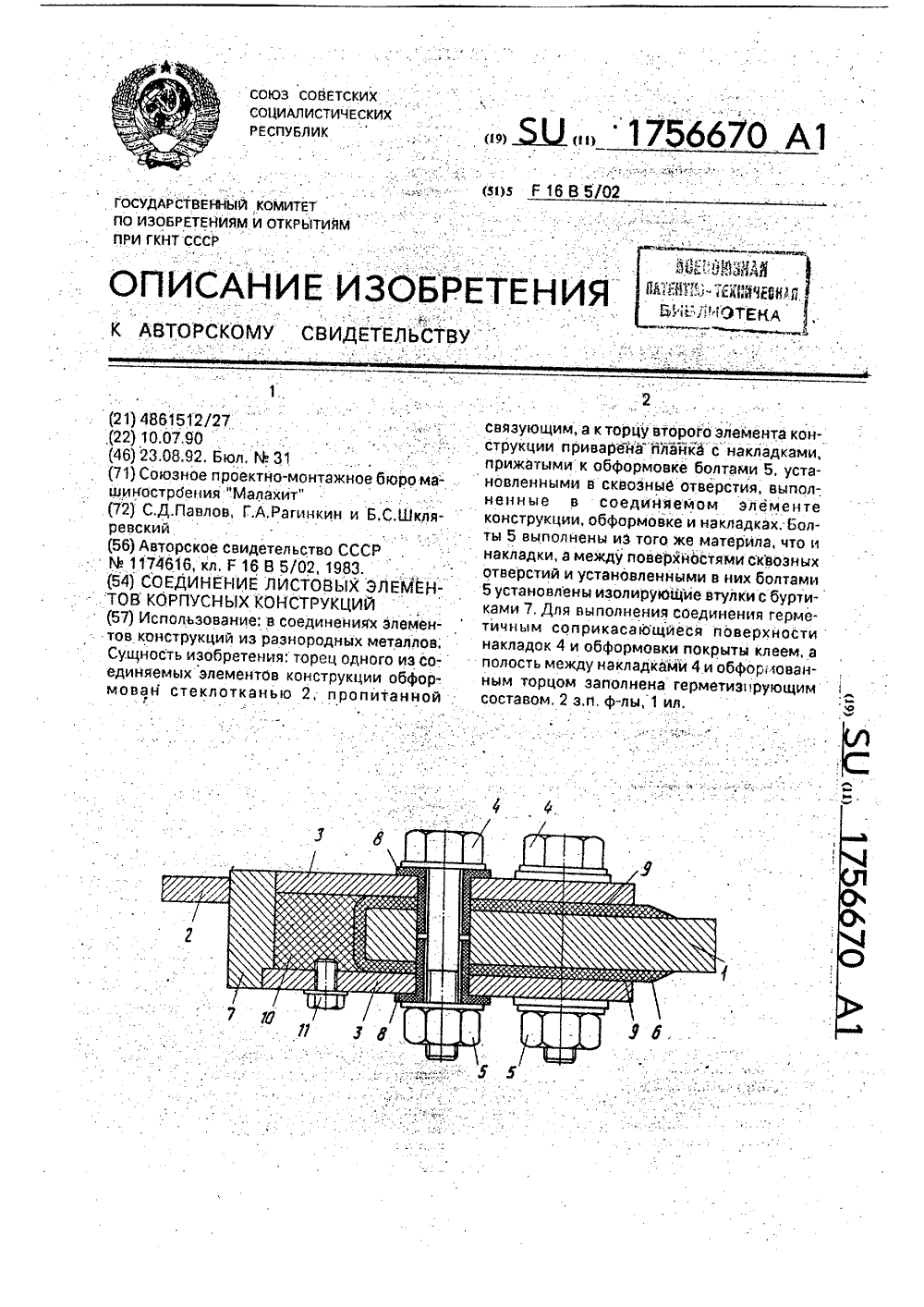
Соединение листовых элементов корпусных конструкций
Номер патента: 1756670
Опубликовано: 23.08.1992
Авторы: Павлов, Рагинкин, Шкляревский
МПК: F16B 5/02
Метки: конструкций, корпусных, листовых, соединение, элементов
...коррозию присохранении его прочностных показателей,обеспечить непроницаемость соединенияза счет использования клеящего состава на .взаимообращенных поверхностях накладоки первого иэ соединяемых листовых элементов, а также заполнения герметиком торцевого зазора между дополнительной планкойи первым листовым элементом; снизить материалоемкость соединения за счет уменьшения размеров накладок и количестварезьбовых деталей.На чертеже представлено поперечноесечение по соединению двух листовых элементов:Соединение работает следующим образом.Соединение включаетлистовые элементы 1 й 2 и средства их соединения в видедвух накладок 3, болтов 4 и гаек 5, Длинанакладок 3 равна длине соединения, Накладки 3 связаны с концевым участком...
Способ измерения диаметра отверстия детали

Номер патента: 1580140
Опубликовано: 23.07.1990
Авторы: Кристаль, Кулагин, Петров, Харькин
МПК: G01B 5/08
Метки: детали, диаметра, отверстия
...датчиков 2 и 3, обеспечивает при круговом движении головки 1 прохождение плоскости измерения датчиков через диаметральную плоскость отверстия детали 4 и способствует формированию гармонических сигналов с датчиков, а для обеспечения линейности преобразования сигналоз указанная величина смещения не должна превышать диапазон измерения датчиков.Отрезок ОС является погрешностью центрирования датчиков, т. е. смещением плоскости измерения датчиков от оси измерительной головки. При обеспечении условия 00)10 получают упрощение зависимости для суммарного и разностного сигналов У.; УЕсли измерительная плоскость датчиков 2 и 3 не совпадает с осью отверстия в контролируемом сечении детали, то суммарный сигнал У+ соответствует хорде...
Способ крепления трубы в отверстии детали

Номер патента: 1782690
Опубликовано: 23.12.1992
МПК: B21D 39/04
Метки: детали, крепления, отверстии, трубы
...деиствдиального натяжения трубыкрепления, прижимающего ее к исти деталиВ предложенном техническом решениина поверхности отверстия детали выполняют три канавки, при этом крайние канавкивыполняют коническими, обращенными навстречу одна другой своими вершинами, устанавливают трубу в отверстие детали ипроизводят раздачу участков трубы сначалав крайние канавки, а затем, после заполнения крайних канавок, производят раздачуучастка трубы в среднюю канавку, Посредством раздачи участка трубы в среднюю ка. навку создают осевое натяжение трубы научастках между средней и крайними канавками, приводящее к радиальному натяжению участков трубы, расположенных наконических поверхностях крайних канавок,чем обеспечивается их плотное прилеганиек...
Способ крепления трубы в отверстии детали

Номер патента: 1274817
Опубликовано: 07.12.1986
МПК: B21D 39/06
Метки: детали, крепления, отверстии, трубы
...Й( -- е, кольцевой выступ трубы в канавке не является шпанкой, труба 1 и деталь 2 могут прокручиваться относительно друг друга при превышении крутящего момента над моментом сопротивления кручению, обусловленным в последнем случае только контактными напряжениями по боковым стенкам канавки 4.При необходимости повышения предела работоспособности соединения в нем выполняется требуемое количество (п) канавок и, соответственно, шпонок. Кроме того, в устройствах, работающих при больших угловых скоростях вращения соединения вал - втулка (для уменьшения его дисбаланса и утем равномерного углового расположения шпонок относительно оси вращения), канавки выполняются развернутыми вокруг оси относительно друг друга преимущественно на угол...
Предыдущий патент: Балка пролетного строения моста
Следующий патент: Многопролетный вантовой трубопроводный переход
Случайный патент: Автоматизированная линия выплавки из керамических форм и регенерации модельного состава