Автоматизированная линия выплавки из керамических форм и регенерации модельного состава
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
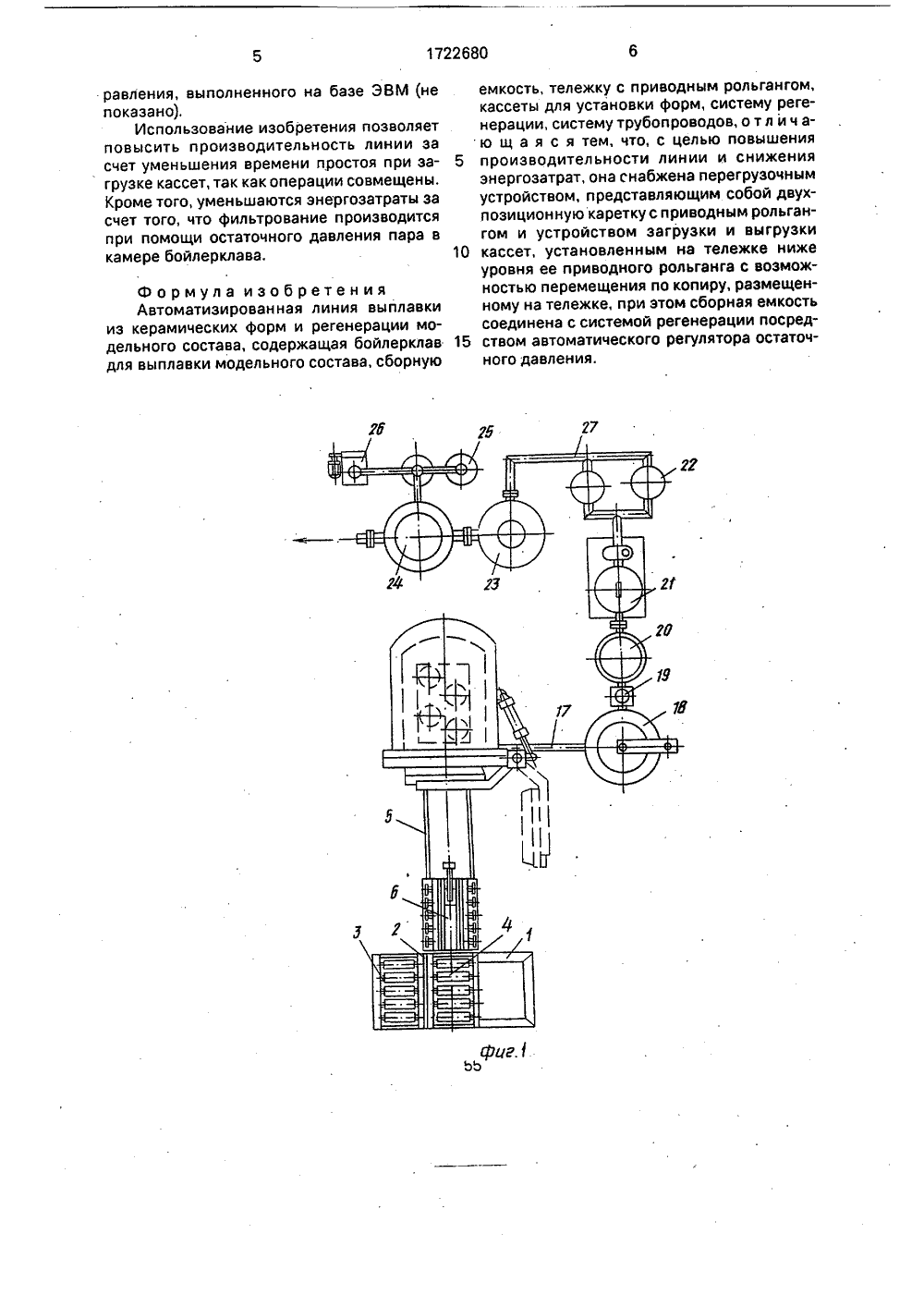
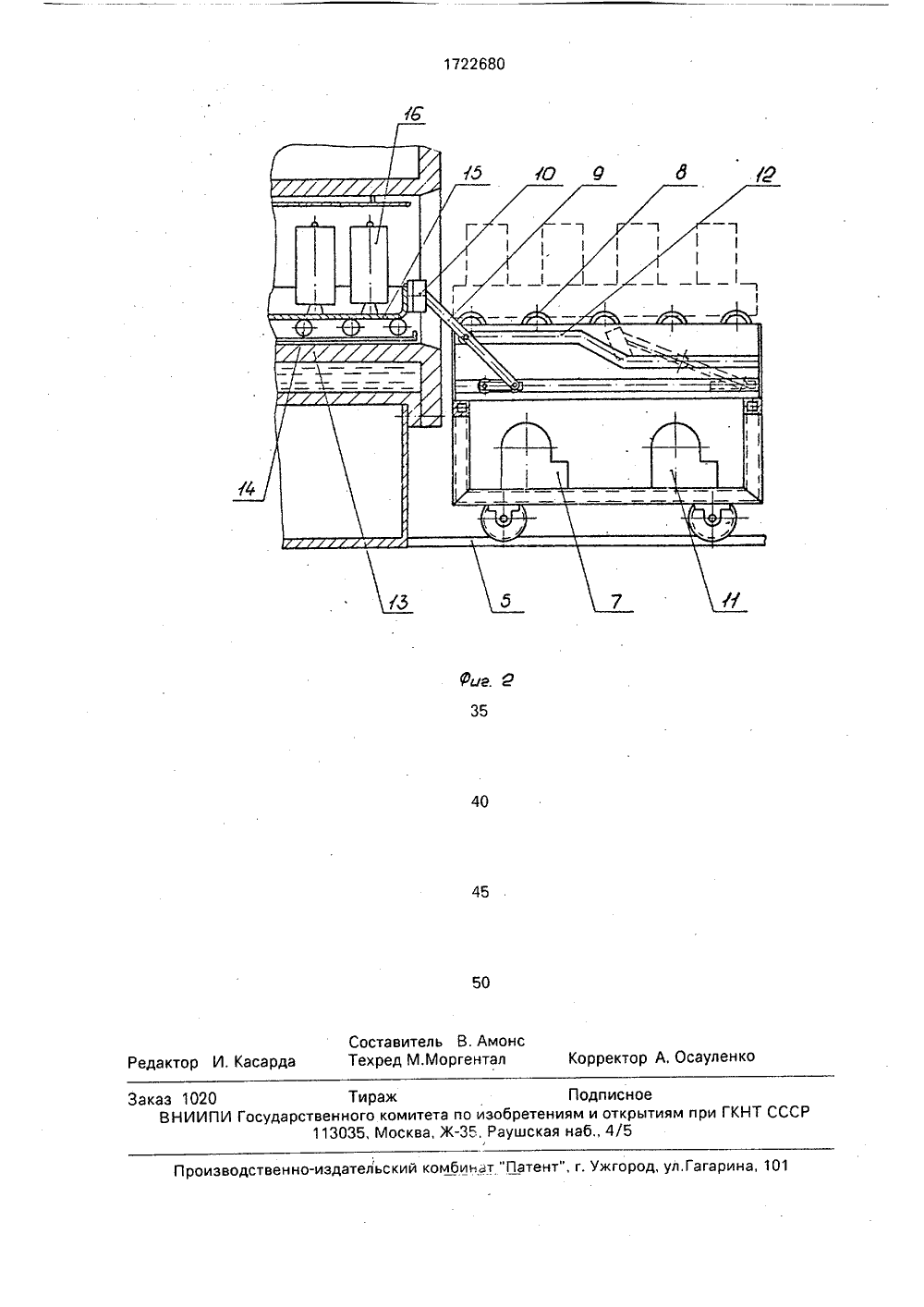
(71) Специальношин точного лиственного объе(56) Функциона927 фирмы "ТЕ юл, %12 е конструкт тья Молдав динения "То орское бюро маско Го и роизводчлитс, П.А,Попов и в, В,В.Амо088,8)льная схемаРРУЦЦИ" И становки типалия, 1983.- повышени и снижения оиз- рготком данной установ ремя простоя из-заузки кассет с блокам роме того, модельнтся через фильтры нао ведет к увеличени и являетучной зав камеруй состав осной усю энергоНедостася большоегрузки и выгавтоклава.перекачиваетановкой, чзатрат. ОСУДАРСТВЕННЫЙ КОМИТЕТО ИЗОБРЕТЕНИЯМ И ОТКРЫТИРИ ГКНТ СССР САНИЕ ИЗОБ(54) АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ВЫПЛАВКИ ИЗ КЕРАМИЧЕСКИХ ФОРМ И РЕГЕНЕРАЦИИ МОДЕЛЬНОГО СОСТАВА Изобретение относится к литейному производству, а именно к устройствам для выплавки из керамических форм и регенерации модельного состава пои изготовлении отливок методом литья по выплавляемым моделям,Известна установка для выплавки модельного состава, мод. 64501, содержащая бойлерклав и сборную емкость,Недостатками этой установки являются отсутствие системы регенерации и ручная загрузка - выгрузка камеры бойлерклава.Известна также автоклавная установка типа 927 итальянской фирмы "Терруцци", содержащая автоклав, парогенератор, системы регенерации модельного состава,1722 б 80 А(57) Изобретение относится к литейному производству и может быть предназначено для изготовления отливок литьем по выплавляемым моделям. Цель изобретения - повышение производительности линии и снижение энергозатрат. В автоматизированной линии выплавки из керамических форм и регенерации модельного состава установлены перегрузочное устройство с приводным рольгангом и устройство загрузки и выгрузки кассет, выполненное с возможностью перемещения и размещенное ниже уровня приводного рольганга, а сборная емкость соединена с системой регенерации посредством регулятора, 2 ил. Цель изобретения епр водительности линии эне затрат.Цель достигается тем, что линия снабжена погрузочным устройством, представляющим собой двухпозиционную каретку с приводным рольгангом и устройством загрузки и выгрузки кассет, установленным на тележке ниже уровня ее приводного роль- ганга с возможностью перемещения по копиру, размещенному на тележке,Кроме того, сборная емкость соединена с системой регенерации посредством автоматического регулятора остаточного давления.На фиг,1 изображена предлагаемая линия, вид сверху; на фиг.2 - то же, разрез.Автоматизированная линия выплавки из керамических форм и регенерации модельного состава содержит перегрузочное устройство 1, включающее двухпозиционную каретку 2 с загрузочным 3 и разгрузочным 4 рольгангами, рельсовый путь 5, на котором установлена тележка 6 с приводом8, ая уст- и далее поступает к насосной установке 2,217 и р д Р" е екачивающей модельныи состав черези иво нымрольгангом, имеющая у т 9 заг зки - выгрузки с электромаг- ифильт ы 22 тонкой очистки на дальнейшуюнитом 10, перемещаемое приводом 11 по фильтрырегенерацию13 5 Через заданное время (необходимоеВо урВ вн т еннем корпусе бойлерклаваля передавливания всего выплавляемогоразмещ рены олики 14, на которых установ- дляформ 16 модельного состава) автоматичелена кассе та 15 с ке амическими формами изРский регулятор 19 остаточного давления16. Бойле клав 13 трубопроводом 17 соедин со сбо ной емкостью 18, которая поР18, о- разъединяет емкость 18 с корзинчатымнен со рр 19 10 ф льтром 20 и производится дальнейшиисредством автоматматического регулятора ивьп ск пара из камеры выплавки бойлеркостаточного давления соединена с систе- вьпуск пара из кг не а ии, включающей корзинча- лава 13.мой регенерац2 При падении давления до атмосферноготыиф рильт 20, насосную установку 1, два23 верь бойлерклава 13 открывается и тележв колонк 24 вакуумирова ка 6 перемещается к бойлерклаву 13 до упо 22 тонкой очистки, колонку для дудаления окислов, колонку 24 вакуумирова- ка пе27, кассету 15, после чего включается электроазом, магнит 10, установленный на устройстве 9ое иненные трубопроводомЛиния работает следующим образом.- выг зки, и сцепляется с кассеКассета 15 с модельно-керамическими загрузки - выгрузки, и сцеп- 20 той 15, Передвижением устройства 9 заформами у16 станавливается на загрузоч- тойг зки - выгрузки с одновременной работойй ольганг 3 каретки 2 перегрузочного груныи ры его рольганга 8 осуществляется установка касустройства 1. По окончании предыдущегожк 6. П ичем устройство 9икла работы, что определяется поступле-сеты 15 на тележку . Ричем устсе формами загрузки - выгрузки, двигаясь по копиру 12,г зочный ольганг 4 каретки 2, про опускается ниже уровня рольганга 8. Затемсеты 15 с выплавленными ормами2 нагюз- тележка 6 с кассетой 15 передвигается кв 1,зки. П и этом загрузочный перегрузочному устройствуцию загрузки. Ри этомВо время выплавки предыдущая кассе 3 ка етки 2 станавливается на 15 с выплавленными формами 16 снимапротив самоходв мохо ной тележки 6. При совмест- тате заг зочного рольганга ется сп3 30 перегрузочного устройства 1, Каретканой работе Рут 2 возвращается в исходное положение и накарет ретки 2 и и иводного рольганга 8 кассета6, П того загрузочный рольганг 3 устанавливается15 перемещается на тележку 6, После этогои иво имая в движение приво- очередная кассета.тележка 6, приводимПри возвращении тележки 6 к перегру 7 пе е вигается к бойлерклаву 13, гдедом, р дной ольганг 8, на зочному устройству 1 совместным деиствивновь включается приводной рольганг, нат 15 в камеру выплавки ем рольганга тел8 ежки 6 и разгрузочногоправляющий кассету в к р4 каретки 2 кассета 15 с тележкив 13, Окончательная установка рольганга кабойлерклава , к н6 пе емещается на перегрузочное устройсткассеты 15 пр доизво ится при помощи уст- перво 1; после чего начинается новый цикл раройства 9 загрузки - выгрузки, приводимогож ние и иводом 11. Причемдвижение 40 боты,Отфильтрованный в указанном циклепрои дзво ится по копиру 12, что позволяет8 модельный состав поступает к колонке 23ему подпо няться выше уровня рольганга и13, ля удаления окислов, где с помощью поддотолкну ть кассет 15 в бойлерклав , дУкисленной воды модельный состав очищает. Послсле этого тележка 6 подъезжает к пер . б - 45 ся от окислов железа, Образовавшийся врегру у у рзочном стройству 1. Дверь ойлеркрезультате реакции отстой сливается,лава 13 закрывается и начинается циклвыплавки,Очищенный модельный состав по труВыплавляемь дмый мо ельный состав из кабоп овод 27 поступает к колонке 24 вакууме ы выплавки бойлерклава 13 по трубоп- опроводу имеры вьт в сбо н ю емкость 18, По 50 мирования, где с помощью создаваемого вмам 24 вакуумирования ююиянчании выплавки производится выпускокони оисходит окончательная очистка модельпара. р д. П и па ении давления в камере вы- прного состава от влаги и газовых включении,плавки бойлер клава 13 до заданной величи 19 Раз яжение создается с помощью вакуумны автом атический регулятор азряжк 55 ной системы 26, Причем отсасываемые парыоста о дт чного авления прекращает выпуск нои18 - конденсируются в ловушке 25 паров. Очипара ис дое иняет сборную емкость с корщенный модельный состав, выходящии иззинчатым фильтром 20.колонки 24 вакуумирования, направляетсяВыплавляемый модельный состав под колонкиУп авлениедействиемием остаточного давления ие ия продавли- на повторное использование, правление20 оаботой линии осуществляется от блока упвается через сетку корзинчатого фильтраравления, выполненного на базе Э 8 М (не показано),Использование изобретения позволяет повысить производительность линии за счет уменьшения времени простоя при загрузке кассет, так как операции совмещены. Кроме того, уменьшаются энергозатраты за счет того, что фильтрование производится при помощи остаточного давления пара в камере бойлерклава. Формула изобретенияАвтоматизированная линия выплавки из керамических форм и регенерации модельного состава, содержащая бойлерклав для выплавки модельного состава, сборную емкость, тележку с приводным рольгангом, кассеты для установки форм, систему регенерации, систему трубопроводов, о т л и ч аю щ а я с я тем, что, с целью повышения 5 производительности линии и сниженияэнергозатрат, она снабжена перегрузочным устройством, представляющим собой двух- позиционную каретку с приводным рольгангом и устройством загрузки и выгрузки 10 кассет, установленным на тележке нижеуровня ее приводного рольганга с возможностью перемещения по копиру, размещенному на тележке, при этом сборная емкость соединена с системой регенерации посред ством автоматического регулятора остаточного давления.1722680 и 35 0 Составитель В. АмонсТехред М,Моргентал ректор А. Осаулен Редак асард оизводственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 Заказ 1020 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СС 113035, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4834079, 01.06.1990
СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКОЕ БЮРО МАШИН ТОЧНОГО ЛИТЬЯ МОЛДАВСКОГО ПРОИЗВОДСТВЕННОГО ОБЪЕДИНЕНИЯ "ТОЧЛИТМАШ"
АНИКЕЕВ АЛЕКСЕЙ ПЕТРОВИЧ, АМОНС ВАЛЕНТИН ВАЦЛАВОВИЧ, ПОПОВ ПЕТР АРТУРОВИЧ, ОРЛОВ ИГОРЬ ГЕННАДЬЕВИЧ
МПК / Метки
МПК: B22C 7/02
Метки: автоматизированная, выплавки, керамических, линия, модельного, регенерации, состава, форм
Опубликовано: 30.03.1992
Код ссылки
<a href="https://patents.su/4-1722680-avtomatizirovannaya-liniya-vyplavki-iz-keramicheskikh-form-i-regeneracii-modelnogo-sostava.html" target="_blank" rel="follow" title="База патентов СССР">Автоматизированная линия выплавки из керамических форм и регенерации модельного состава</a>
Способ изготовления выплавляемых моделей из воскоподобных модельных составов

Номер патента: 398323
Опубликовано: 01.01.1973
МПК: B22C 7/02
Метки: воскоподобных, выплавляемых, моделей, модельных, составов
...которому модельный состав расплавляют, охлаждают его перед запрессовкой в пресс-форму до технологическинеобходимой температуры и в процессе приготовления пасты в нее замешивают воздухи воду, затем пресс-форму смазывают специальной смазкой и запрессовывают в неепастообразный модельный состав.Однако, наличие в модельном составе воздуха приводит к появлению на поверхностимодели дефектов - утяжин усадочного происхождения, а наличие воды приводит к снижению прочности моделей.С целью улучшения физико-механических 2и технологических свойств моделей по предложенному способу в охлаждаемый модельный состав перед запрессовкой его в прессформу вводят двухатомные или многоатомныс спирты в количестве 5 - 15 объем. %. 2Поскольку спирты не...
Состав для дегазации емкостей и складских помещений

Номер патента: 503580
Опубликовано: 25.02.1976
Авторы: Бахишев, Мизюкова, Петрунькин, Розвага
МПК: A61L 9/00
Метки: дегазации, емкостей, помещений, складских, состав
...образуются в результате обезвреживания линдана, токсафена и полихлорпинена, малотоксичны и не представляют опасности для окружающей среды и людей,503580 4целлозольва, 15 мл воды, 0,63 г (0,0101 моль) моноэтаноламина, 0,2 г сульфанола, 0,3 г (0,0053 моль) едкого кали и 0,025 г (0,00025 моль) однохлористой меди, 5 вносят 0,5 г (0,0017 моль) линдана. Содержимое перемешивают при 40 С, Ниже приведены данные о разрушении яда. Таблица 3 10 Количество отщепившегося хлора(0,69 моль) едкого кали, 4,2 г (0,069 моль) моноэтанола мин а, 0,5 г сульфа иола и 0,025 г (0,00025 моль) однохлористой меди, вносят 2,5 г полихлорпинена (содержание 44%). Данные о разрушении пестицида при 40 С следующие,атомы г о,о от теор,0,1284 0,1915 0,2217 0,2650 35,1...
Воспринимающий состав для чувствительной к давлению копировальной бумаги

Номер патента: 572386
Опубликовано: 15.09.1977
Авторы: Вдовенко, Гущина, Качановская, Меликсетян, Овчаренко
МПК: B41M 5/10
Метки: бумаги, воспринимающий, давлению, копировальной, состав, чувствительной
...и организационной технике, в электронной радиопромышленности и связи, в информационно-вычислительных системах и управлении производством, в области средств автоматизации и средств управления.Известен воспринимающий состав для чувствительной к давлению копировальной бумаги, содержащий каолин, синтетический латекс нейтрального или кислого характера, проявитель окраски и воду, В таком составе в качестве проявителя окраски использовали модифицированный аэросил кислого характера 11.Недостатками известного состава являются недостаточная, слабая интенсивность окраски оттиска на акцепторном слое и высокая стоимость модифицированного аэросила. ным образом готовят все нижепритаблице составы.21533 10 3 67 4 10 64 КаолинСинтетический...
Состав для аккумуляции энтальпии фазового превращения (его варианты) и способ получения состава для аккумуляции энтальпии фазового превращения

Номер патента: 1228786
Опубликовано: 30.04.1986
Автор: Ганс-Вернер
МПК: C09K 5/06
Метки: аккумуляции, варианты, его, превращения, состав, состава, фазового, энтальпии
...г)декагидрата дифосфата тетранатрияИа 4 РОх 10 НгО. При постоянной температуре 75 С смесь смешивают с1,5 мас.(112,5 г) гидрогенфосфатаДиаммония (ИН 4) НРО в качестве дополнительного стабилизатора, которыйрастворен в 300 мл (4 мас. ) деминерализованной воды и нагрет до75 оС. По истечении 25 мин, непре -рывно перемешивая при 75 С, полученоный состав подвергают обработке ультаразвуком частотой 35 кГц при 75 С втечение 2 мин, после чего его подаютв герметичную емкость.аСостав заряжают при 77 С и разряжают при 12 С.Осуществляют 55 циклов (продолжительность цикла 90 мин) без наблюдения отрицательного влияния на обратимость процессов расплавления икристаллизации.П р и м е р 3. 6318,75 г(7,5 мас. ) стабилизатора по примеру 1 и 18,75 г (025 мас....
Соединение жестких днищ или пластин в емкостях давления или колоннах

Номер патента: 1012941
Опубликовано: 23.04.1983
МПК: B01D 3/32
Метки: давления, днищ, емкостях, жестких, колоннах, пластин, соединение
...ФРГ ОЕ-Р 5 106 6 547 предлагают составленное из сегментовднище колонны, у которого сегментыпокоятся на ребрах, зажаты во внешнем несущем кольце. Сегменты крепятся к ребрам с помощью болтовогосоединения. Этот способ крепленияявляется неудобным и .не обеспечивает выравнивания тепловых расширений. Между сегментами необходимыэластичные уплотнения,Цель изобретения - создание конструкции, у,которой соединение между днищем или пластиной и стенкой 65 емкости выполнено таким образом,что избегаются, вызываемые жесткойприваркой или термическими процессами, напряжения с возможностьюбезукоризненного выполнения сварных Швов.Цель достигается путем созданияэксплуатационно-надежного и герметического соединения днищ илипластин, которые расположены...
Предыдущий патент: Устройство для съема ферромагнитного скрапа
Следующий патент: Устройство для уплотнения формовочной смеси в опоке многоплунжерной головкой
Случайный патент: 401491