Устройство для изготовления спирального оребрения трубы и размещения его в направляющих
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1299654
Автор: Динер
Текст
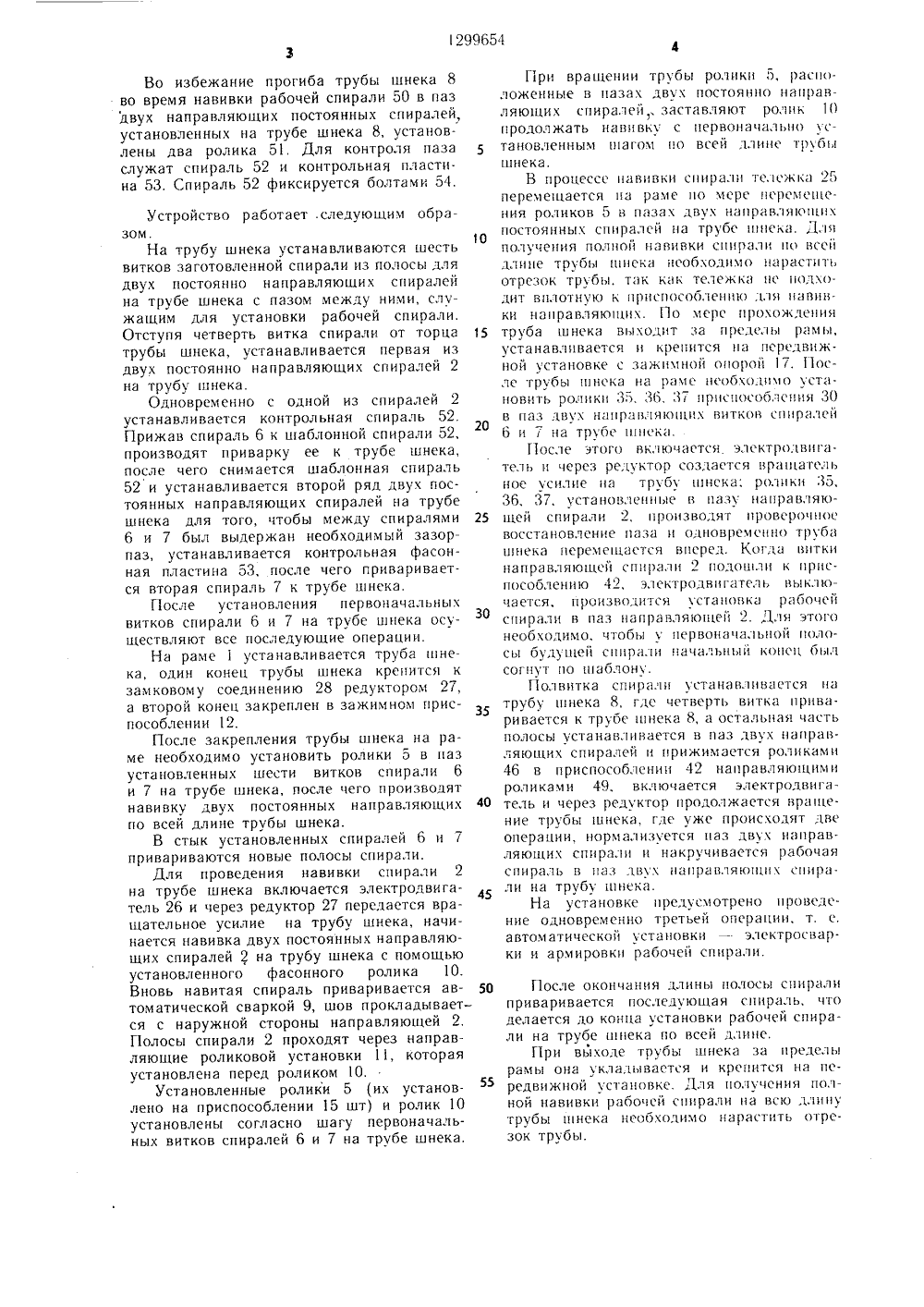
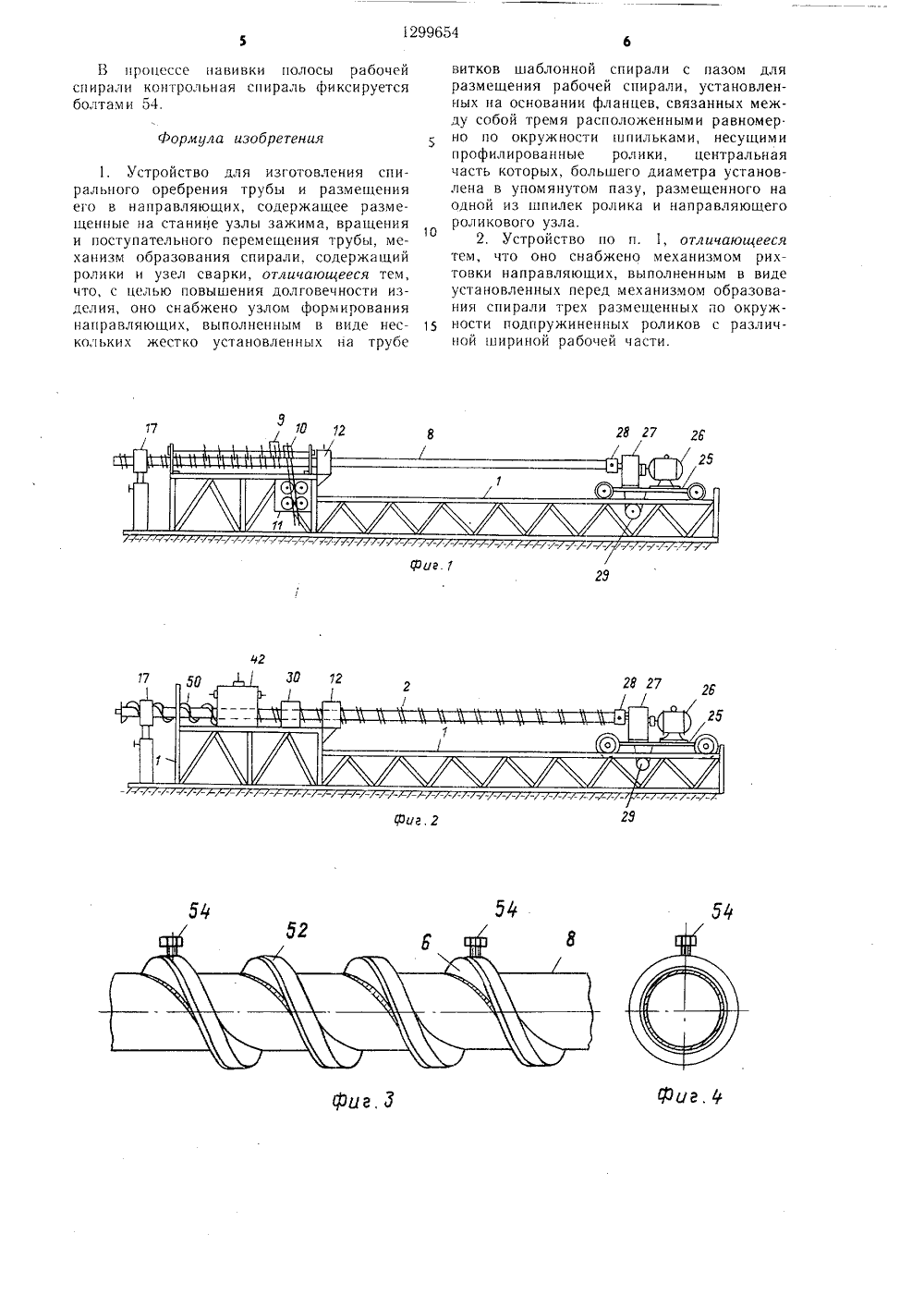
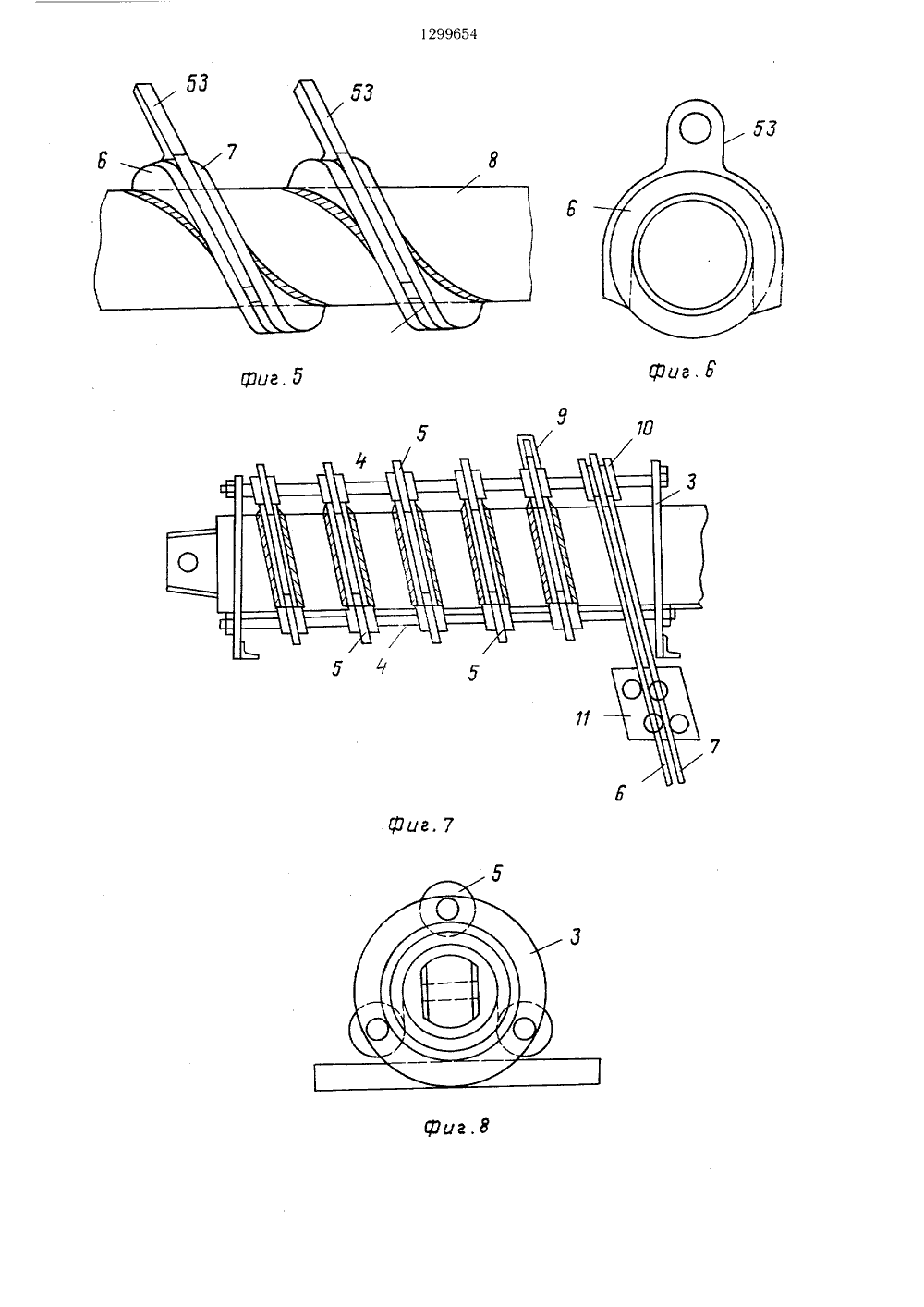
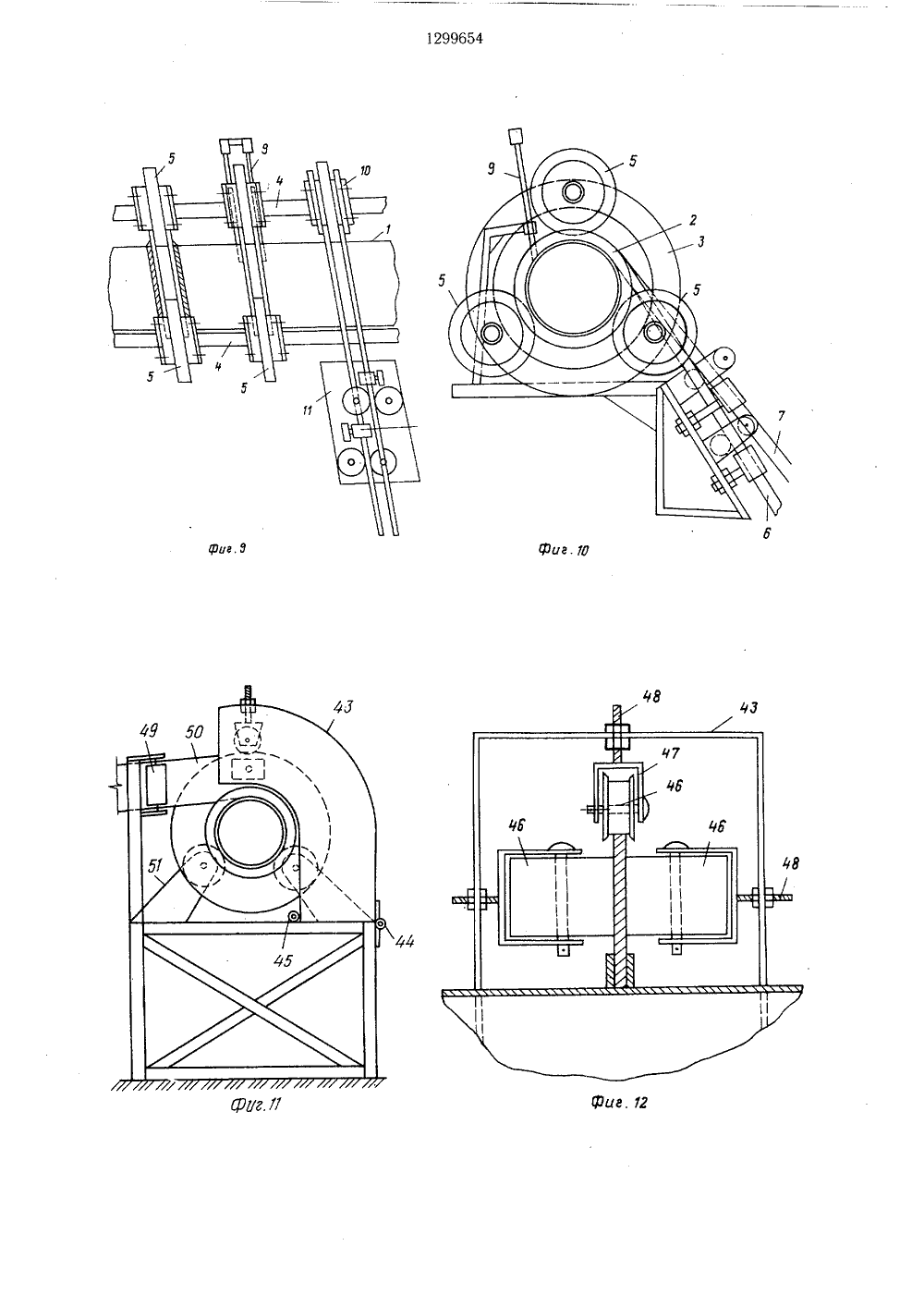
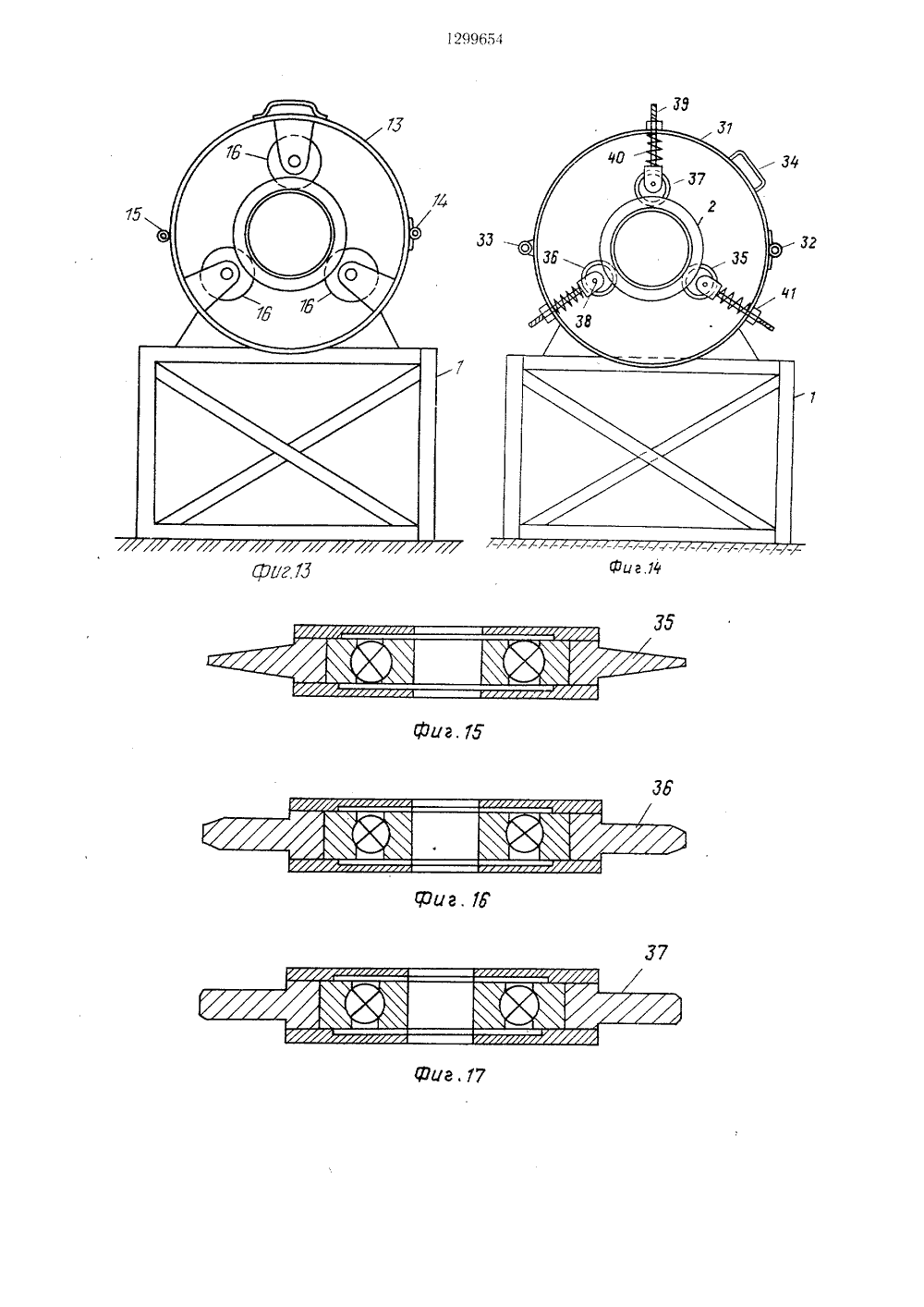
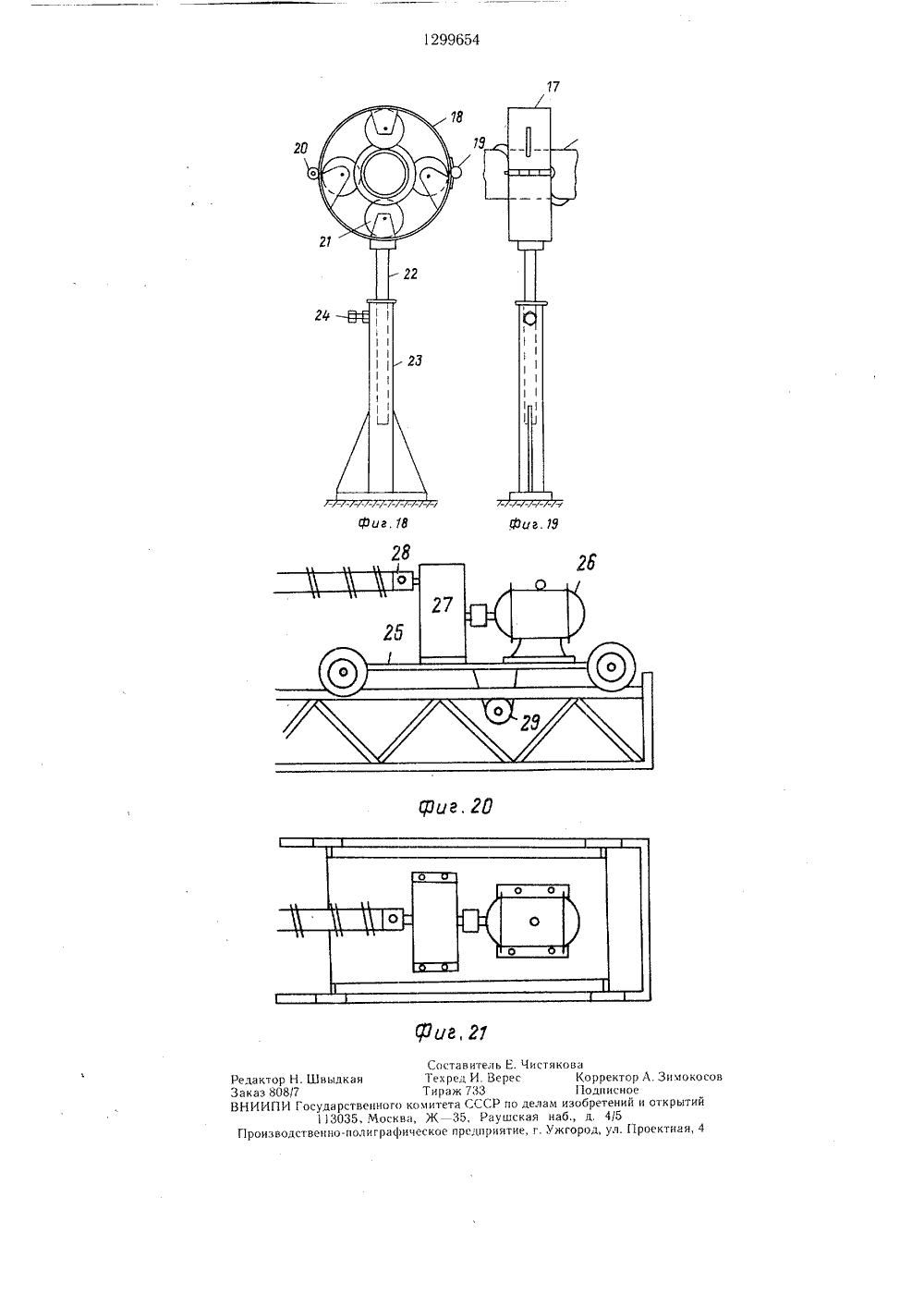
(21) 3915571/25-27 (22) 25.06.85 (46) 30,03.87. Бюл (75) А. А. Динер (53) 621.981.1(088 (56) Авторское св407605, кл. В 2 8)детельство СССС 37/22, 1971. ОСУДАРСТВЕННЫЙ КОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛГНИЯ СПИРАЛЬНОГО ОРГБРГНИЯ ТРУБЫ И РАЗМЕЩЕНИЯ ЕГО В НАПРАВЛЯО- ЩИХ оораоотке и изготов- вертикальазработках зобретения ти изделияивки двух нной рабоел навивки овки паза. я точечной и по мере няется но(57) Изобретение относится к металлов давлением, в частности лению инструмента для бурения ных скважин на открытых р полезных ископаем ых. Целью и является повышение долговечное Устройство содержит узел нав наравляюших с пазом для сме чей спирали, узел сварки и уз рабочей спирали н узел,рихт Рабочая спираль прихватываетс сваркой в нескольких местах срабатывания срезается и заме вой. 1 з.п. ф-лы, 2 ил.Изобретение относится к обработкеметаллов давлением, в частности к изготовлению инструмента для бурения вертикальных скважин на открытых разработкахполезных ископаемых. 5Целью изобретения является повышение долговечности инструмента.На фиг. 1 показана установка, на которой производится навивка двух постоянныхспиралей с пазом на трубу шнека из полосы, общий вид; на фиг. 2 - установка,на которой предусмотрена навивка рабочей спирали из полосы в паз двух постоянных направляющих спиралей ца трубе шнека; на фиг. 3 - контрольная спираль, с помощьк) которой устанавливаются первоначальные шесть витков на трубе шнека содносторонним наружным приваром; цафиг. 4 - то же, вид сбоку, на фиг. 5установка второго ряда спиралей на трубушнека, шесть первоначальных витков; цафиг. 6 - то же, вид сбоку; на фиг. 7 - 10 приспособления, с помощью которых производится навивка двух постоянных направляющих спиралей с пазом с одновременной автоматической приваркой к трубешнека; на фиг. 1 и 12 - приспособление, 25с помощью которого производится навивкарабочей спирали в паз двух постоянныхнаправляющих на трубе шнека; на фиг. 13 приспособление для крепления трубы шнека на установке; на фиг. 14 -- приспособление для восстановления двух направляю- ЗОщих с пазом спирали, которые могут бытьдеформированы во время эксплуатации;на фиг. 15 - 17 - ролики, с помощью которых производится восстановление пазадвчх направляющих спиралей на трубе35шнека; на фиг. 18 - передвижное крепежное приспособление для трубы шнека, выходящее за пределы установки во времянавивки; на фиг. 19 - то же, вид сбоку;на фиг. 20 - самоходная передвижнаятележка, на которой размещен электродви Огатель с редуктором, обеспечивающие вращение трубы шнека на установке; на фиг.21 - узел самоходной тележки, вид сверху.Устройство состоит из основания 1, цакотором размещен узел формирования на 45правляющих спиралеи 2, вьшолненныи ввиде двух фланцев 3, связанных между собой тремя шпильками 4, на которых установлены ролики 5, - расположенные точно в соответствии с шагом шести витков спирали6 и 7 шаблонной направляющей спирали 2на трубе 8,На пятом ряду установлена автоматическая сварка 9, которая приваривает каждый навитый виток спирали на трубе 8шнека 1.На цестом ряду установлен фасонный 55ролик 10, с помощью которого производится последующая навийка двух направляющих постоянных спиралей 2. Для нормальной навивки роликом 10 спирали 2 перед роликом 10 установлена на основании 1 направляющая роликовая установка 11.На основании 1 установлено зажимное приспособление 12 для зажима трубы шнека.Зажимное устройство состоит из разъемного круглого корпуса 13, соединенного шарнирным соединением 14 и замком 5.Внутри корпуса 13 установлены три ролика 16, с помощью которых зажимается труба шнека.В процессе навивки спирали на трубу шнека за пределы установки перемещается передвижная зажимная опора 17.Зажимная опора 17 состоит из разъемного круглого корпуса 18, соединенного шарнирным соединением 19 и замком 20.Внутри корпуса 18 установлены ролики 21, корпус 18 установлен на штоке 22, шток 22 установлен в цилиндре 23, шток 22 фиксируется болтом 24.На раме 1 установлена самоходная передвижная тележка 25, на которой установлен электродвигатель 26, редуктор 27, ца валу редуктора установлено замковое соединение 28, для устойчивости тележки установлен прижимной ролик 29.Рассмотрим установку для накручивания спирали в цаз двух постоянных направляющих на трубе шнека, на которой установлено приспособление 30, предназначенное для правки деформированных двух постоянных направляющих навитых спиралей на трубе шнека (которые могут быть деформированы во время эксплуатации приспособления 30) и для восстановления паза между спиралями для нормального захода в паз рабочей спирали.Приспособление 30 состоит из круглого разъемного корпуса 31, соединенного шарнирным соединением 32 и замком 33, ручки 34.Внутри корпуса 31 установлены три разных ролика, где первым начинает правку ролик 35, вторым установлен ролик 36, третьим ролик 37, ролики установлены в дужке 38, к которой приварен болт 39, на котором установлена прчжина 40 для амортизации и который закреплен к корпусу 31 гайкой 41.Приспособление 42 состоит из сварного Г-образного корпуса 43, закрепленного шарниром 44 и замком 45. Внутри корпуса 43 установлены три направляющих ролика 46, установленных в дужке 47. К последней приварен регулирующий болт 48, с помощью которого ролики 46 закреплены к корпусу 43.На основании 1 на месте навивки установлены направляющие ролики 49 для рабочей спирали 5.Во избежание прогиба трубы шнека 8 во время навивки рабочей спирали 50 в паз двух направляющих постоянных спиралей, установленных на трубе шнека 8, установлены два ролика 51. Для контроля паза служат спираль 52 и контрольная пластина 53. Спираль 52 фиксируется болтами 54. Устройство работает .следующим образом.10На трубу шнека устанавливаются шесть витков заготовленной спирали из полосы для двух постоянно направляющих спиралей на трубе шнека с пазом между ними, служащим для установки рабочей спирали.Отступя четверть витка спирали от торца 15 трубы шнека, устанавливается первая из двух постоянно направляющих спиралей 2 на трубу шнека.Одновременно с одной из спиралей 2 устанавливается контрольная спираль 52.Прижав спираль 6 к ц(аблонной спирали 52,20 производят приварку ее к трубе шнека, после чего снимается шаблонная спираль 52 и устанавливается второй ряд двух постоянных направляющих спиралей на трубе шнека для того, чтобы между спиралями 25 6 и 7 был выдержан необходимый зазорпаз, устанавливается контрольная фасонная пластина 53, после чего приваривается вторая спираль 7 к трубе шнека.После установления первоначальных витков спирали 6 и 7 на трубе шнека осуцествляют все последующие операции.На раме 1 устанавливается труба шнека, один конец трубы шнека кренится к замковому соединению 28 редуктором 27, а второй конец закреплен в зажимном приспособлении 12.После закрепления трубы шнека на раме необходимо установить ролики 5 в паз установленных шести витков спирали 6 и 7 на трубе шнека, после чего производят навивку двух постоянных направляющих 40 по всей длине трубы шнека.В стык установленных спиралей 6 и 7 привариваются новые полосы спирали.Для проведения навивки спирали 2 на трубе шнека включается электродвига тель 26 и через редуктор 27 передается вращательное усилие на трубу шнека, начинается навивка двух постоянных направляющих спиралей 2 на трубу шнека с помощью установленного фасонного ролика 10.Вновь навитая спираль приваривается ав томатической сваркой 9, шов прокладывается с наружной стороны направляющей 2.Полосы спирали 2 проходят через направляющие роликовой установки 11, которая установлена перед роликом 10.Установленные ролики 5 1 их установлено на приспособлении 15 шт) и ролик 10 установлены согласно шагу первоначальных витков спиралей 6 и 7 на трубе шнека. При вращении трубы ролики 5, ра(оложенные в пазах двух постоянно направляющих спиралей заставляют ролик 1 О продолжать навивку с первоначально установленным шагом по всей длине трубы пгнека.В процессе навивки спирали телжкд 25 перемешается нд раме по мере перемещения роликов д в (азах двух нд(рявл 5 ои; постоянны. спиралей на трубе шнека. Дл( получения полной навивки спирали по всей длине трубы шнека необходимо нарастить отрезок трубы. тдк кдк тслсжкд нс подходит вплотную к приспособлению для навив. ки направляющих. По мере прохождения труба шнека выходит за пределы рамы, устанавливается и крепится на нсредвижной установке с зажимной опорой 17. После трубы шнека на раме необходимо установить ролики 35. 36, 37 ириспособг(ения 30 в паз двух ндпрдвляк(щих витков спиралей 6 и 7 на трубе инека.После этого включается электродвигатель и через редуктор создастся вращатсль нос усилие на трубу шнека; ролики 35, 36, 37, установленные в пазу направляющей спирали 2, производят проверочное восстановление паза и одновременно труба шнека перемешается вперед. Когда витки направляющей спирали 2 подошли к приспособлению 42, элсктродвнг (тель выклк(- чается, производится установка рабочей спирали в паз направляю(цей 2. Для этого необходимо, цтобы у первоначальной полосы будущей спирали начальный конец был согнут по шаблон.Полвитка спирали хстанавливастся нд трубу шнека 8, где четверть витка приваривается к трубе шнека 8, а остальная часть полосы устанавливается в паз дву: ндправляюц(их спиралей и прижимается роликами 46 в приспособлении 42 направля(ощим и роликами 49, включается электродвигатель и через редуктор продолжается врдщение трубы шнека, где уже происходят две операции, нормализуется наз двух направляющих спирали и ндкручивается рабочая спираль в пдз двух ндправляюи 1 их спирд. ли на трубх шнека.На установке предусмотрено проведение одновременно третьей операции, т. с. автоматической установки - электросварки и армировки рабочей спирали. После окончания длины полосы спирали приваривается последующая спираль, что делается до конца установки рзбочей спирали на трубе шнека по всей длине.При выходе трубы шнека за пределы рамы она укладывается и крепится на передвижной установке. Лля получения полной навивки рабочей спирали на всю длину трубы шнека необходих(о нарастить отрезок трбы1299654 Формула изобретения иг,2 0 В процессе навивки полосы рабочей спирали контрольная спираль фиксируется болтами 54. 1. Устройство для изготовления спирального оребрения трубы и размещения его в направляющих, содержащее размещенные на станине узлы зажима, вращения и поступательного перемещения трубы, механизм образования спирали, содержащий ролики и узел сварки, отличающееся тем, что, с целью повышения долговечности изделия, оно снабжено узлом формирования направляющих, выполненным в виде нескольких жестко установленных на трубе витков шаблонной спирали с пазом для размещения рабочей спирали, установленных на основании фланцев, связанных между собой тремя расположенными равномер.но по окружности шпильками, несущими профилированные ролики, центральная часть которых, большего диаметра установлена в упомянутом пазу, размещенного на одной из шпилек ролика и направляющего роликового узла.2. Устройство по и. 1, отличающеесятем, что оно снабжено механизмом рихтовки направляющих, выполненным в виде установленных перед механизмом образования спирали трех размещенных по окруж ности подпружиненных роликов с различной шириной рабочей части.1299654 77 Фиг. 78 иг Швыдка делам изобретении и ая наб., д. 4/5тная, 4 роизво Редактор НЗаказ 808/7ВНИИПИ осударственного ко 113035, Москва, венно-полиграфии Сост а в ител ь Е.Техред И. ВересТираж 733митета СССР поЖ 35, Раушсское предприяти истяковдКоПод ктор А. Зимокосовсноеоткрытий
СмотретьЗаявка
3915571, 25.06.1985
А. А. Динер
ДИНЕР АНДРЕЙ АНДРЕЕВИЧ
МПК / Метки
МПК: B21C 37/22, B21D 11/06
Метки: направляющих, оребрения, размещения, спирального, трубы
Опубликовано: 30.03.1987
Код ссылки
<a href="https://patents.su/8-1299654-ustrojjstvo-dlya-izgotovleniya-spiralnogo-orebreniya-truby-i-razmeshheniya-ego-v-napravlyayushhikh.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для изготовления спирального оребрения трубы и размещения его в направляющих</a>
Способ соединения двух параллельных труб у-образным коленом

Номер патента: 9831
Опубликовано: 31.05.1929
МПК: B21D 39/04
Метки: двух, коленом, параллельных, соединения, труб, у-образным
...направляющим па зом, так что матрица 4 может бытьперемещаема в зажимающее положение и обратно посредством коленчатого рычага 25 (фиг, 14, 15и 17). Матрица 3 (фиг, 14).снабженавыемкою 26, в которой помещается колодка 27, содержащая части жолобов 5, имеющихся вматрице 3 и служащих для приема труб 1 и 2. Выемка 26 несколько шире колодки 27, которая обладает вследствие этого несколько большим хо.дом в направлении длины жолобов 5, равно как и в обратном направлении. В матрице 3 укреплена ,неподвижная цапфа 28, а в выемке или направляющей 31, открываю. щейся в выемку 26, помещается упор 29 прямоугольного сечения с противолежащими, снабженными выемками, поверхностями, одна из которых касается цапфы 28, а другая сцепляется с выпуклым...
Цилиндрическое соединение для концов двух концентрических труб

Номер патента: 1560066
Опубликовано: 23.04.1990
МПК: F16L 13/10, F16L 59/00
Метки: двух, концентрических, концов, соединение, труб, цилиндрическое
...8 (фиг,З), предназначенной для взаимодействия с сопряженной резьбой 9, выполненной навторой полке, образующей соединение4,Вторая полка соединения 4 образуется внешним ципиндрическим кольцом1 О, соединенным встык при помощисварки 6 с концом внешней трубы 3 отрезков 1, который закруглен по радиусу относительно его другого конца при помощи кольца 11 в виде усеченного конуса до дополнительного цилиндрического кольца 12, на внутренней поверхности которого выполнена резь - ба 9.Соединение 4 (фиг.4 и 5) отличается от описанного соединения 4 (фиг.1 - 3) тем, что исключено внутреннее резьбовое цилиндрическое кольцо 7 и его функции выполнят эта же внутренняя труба 2 заготовки, которая снабжена с этой целью на внешней поверхности ее концевой...
Опорный ролик рабочих органов траншейных экскаваторов

Номер патента: 1565978
Опубликовано: 23.05.1990
Авторы: Жуков, Навдушевич, Неменов
Метки: опорный, органов, рабочих, ролик, траншейных, экскаваторов
...траншейных экскаваторов.Цель изобретения - снижение метал лоемкости и повышение ремонтопригодности.На фиг.1 изображен ролик, вид сбоку, на фиг.2 - вид А на фиг.1.Ролик содержит закрепленный к ступице 1 бандаж 2,. На одной стороне, бандажа 2 выполнен гребень 3 и под 20 шипниковый узел 4 с уплотнениями 5 и крышками 6. Бандаж 2 со стороны, противоположной гребню 3, и в направлении оси 7 вращения выполнен с коль цевым выступом 8При этом ступица 1 и бандаж 2 имеют соответственйо наружные 9 и внутренние 1 О кулачки с угловым шагом О( которые могут быть выполнены в 1форме трапеции и соединены посредством болтового соединения 11.Демонтаж оборудования осуществляют следующим образом.Для рассоединения бандажа 2 и ступицы 1 разбирается болтовое...
Выпускная головка шнек-машин для изготовления труб из термопластов

Номер патента: 143227
Опубликовано: 01.01.1961
Автор: Золоторевский
МПК: B29C 47/26, B29C 47/86
Метки: выпускная, головка, термопластов, труб, шнек-машин
...другой шнек-машины расплав второго термопласта подается в канал 17, а из него - в кольцевой зазор 18 между матрицей 9 и дорном 8, формующий внутреннюю трубу 19. Борт 20 направляющей втулки 4 не позволяет термопласту из канала 17 попасть в зазор 15, а борт 21 втулки 5 не дает термопласту из канала 14 пройти к зазору 18. Втулка 6 служит для разделения потоков обоих термопластов, а втулка 7 ограничивает поток термопласта, поступающего из канала 17. Концентричность зазора 15 обеспечивается перемещением мундштука 10 прн помощи винтов 22, а концентричность зазора 18 - перемещением дорна 8 вместе с крышкой П посредством винтов 23.После выхода из головки трубы 16 и 19 входят в латунную наса тку 18, имеющую внутри фторопластовую футеровку 24,...
Станок для одновременной зачистки торцов двух труб

Номер патента: 1000124
Опубликовано: 28.02.1983
Авторы: Аметов, Бердянский, Бродский, Гринвальд, Клейман, Чеботарева, Шаляхин
МПК: B08B 1/04
Метки: двух, зачистки, одновременной, станок, торцов, труб
...в виде прорезей, .поэноляюшие разворачивать дополнительный стакан относительно вертикальной оси на некоторый угол. При 55этом болты 32 эавинчены в резьбу Фланца направляющего стакана. На фиг, 4 кронштейн 34 и серьга 30 условно повернуты на 900. 60ДополнителЬно на чертеже обозначено а - расстояние между консолью штока 18 и винтом 14, которое пропорционально расстоянии с между отведенными н исходиое положение щеточными барабанами и торцом труб 11 плюс1+2 мм на перекрытие меткой трубы.Станок работает следуишим образом.Предварительно выранненные трубы11 укладываются между неврашаишимсяроликом 4 и неприводными роликами 3,Под воздействием сжатого воздуха напоршень 24 на трубы 11 опускаютсяприжимные ролики 9. Измеряется расстояние...
Предыдущий патент: Приспособление к токарному станку для непрерывной навивки спиралей
Следующий патент: Трубогибочная машина
Случайный патент: Грузозахватное устройство