Линия кокильного литья
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки








Текст
,( и ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ 2 Авторское свидетельство Сф 753532, кл. В 22 О 15/04, 1978(54) (57) 1. ЛИНИЯ КОКИЛЬНОГО ЛИТЬЯ,включающая плавиЛьный агрегат, заливочноеустройство, многопозиционную карусельнуюмашину, снабженную кокильными секциямис комбинированным разъемом, имеющим поддон и стержень, транспортер, устройства очистки и окраски кокилей, о т л и ч а ю и 1 ая с я тем, что, с целью расширения техноло.гических воэможностей, повышения качестваотливок и надежности работы, она снабженаприемниками отливок, выполненными в видеповоротных лотков, установленных на каждой кокильной секции, манипулятором съемаотливок с поворотных лотков и механизмомпередачи отливок от манипулятора на транспортер, при этом в поддоне кокипьной секции выполнено гнездо, центрируюшее стержень1061922 2. Линия по и, 1, о т л и ч а ю щ а я . с я тем, что манипулятор съема отливок вы. полнен в виде поворотной консоли с гори эонтальио закрепленной на ее конце пластиной и упором, расположенным над пластиной с возможностью взаимодействия с отливкой.3. Линия по п,п. 1 и 2, о т л и ч а ющ а я с я тем, что механизм передачи отли. вок от манипулятора на транспортер; выполнен в виде стоек, на которых установлена с возможностью вертикального перемещения приводная каретка с шарнирно закрепленной на ней корзинкой, и закреплены копиры,вза. 1Изобретение относится к литейному производству, а именно к производству отливокв кокиль,Известна комплексно. механизированная ли.нпя производства иэ высокопрочного чугуна колес шахтных вагонеток, включающая плавильный агрегат, автоклав дпя модифицированиячугуна магнием, заливочное устройство,16 позиционную карусельную машину с горизон.тальной плоскостью разъема кокилей, манийу Оляторов для съема отливок с кокильных сек.ций, механизм для отбивки литников и передачи отливок к термопечам Ц,Недостатком этой линии является ограни.ченная технологическая возможность, вызван.ная отсутствием средств выталкивания отли.вок из верхней подвижной половины кокиляи их безударного приема для последующейпередачи, а также отсутствием устройства дляустановки в кокиль, при необходимости, ар.мирующих вставок.Наиболее близкой к изобретению по тех.нической сущности и достигаемому результатуявляется линия для производства чугунныхотливок типа ступиц колес, катков, маховиков и др., включающая плавильный агрегат,автоклав для модифицирования чугуна, заливоч.ное устройство, многопозиционную карусельнуюмашину с поворотными кокильными секциями,имеющими комбинированный разъем, поддони стержни, механизмы выталкивания отливокиз кокилей, выбивную решетку, напрвляющиеЧ .образные лотки и транспортер для передачи отливок в термоагрегат.для отжима отливок,устройства дпя очистки и окраски кокилей 2),Основными недостатками линии являютсячрезмерная сложность и громоздкость каруимодействующие с кареткой, при этом настойке установлен упор, взаимодействующийс отливкой при повороте манипулятора,4. Линия по и. 1, о т л и ч а ю ш а яс я тем, что она снабжена устройством для установки в поддон армирующих стальных вставок, выполненным в виде подъемно.ново. ротной консоли, на конце которой закреплен подпружиненный электромагнитный захват, снабженный направляющим штырем, установ.- ленным свозможностью взаимодействия с гнездом подцона кокильных секций.сельной кокильной машины, являющейся основным технологическим агрегатом линии, из. за исполнения кокильных секций поворотными, что становится совершенно неприемлемым в случае применения более сложных. кокильных секций, например, с комбинированным разъе. мом кокилей; невозможность изменения на карусели места выталкивания отливок из ко. килей из за применения стационарных уст.ройств только на определенных позициях карусельной кокильной машины, что ограничивает технологические воэможности в части изготовления отливок различной продолжительности цикла кристаллизации.Целью изобретения является расширение технологических воэможностей, повышение ка. чества отливок и надежности работы линии.Поставленная цель достигается тем, чтолиния кокильного литья, включающая илавиль. ный агрегат, заливочное устройство, многопоэи. ционную карусельную машину, снабженную кокильными секциями с комбинированным разъе. мом, имеющими поддон и стержень, транспортер, устройства очистки и окраски кокилей, снабжена приемниками отливок, выполненными в виде поворотных лотков, установленных на каждой кокильной секции, манипулятором съема отливок с поворотных лотков и механизмом передачи отливок от манипулятора на транспортер, при этом в поддоне кокиль. ной секции выполнено гнездо, центрируюшее стержень.Кроме того, манипулятор съема отливок выполнен в виде поворотной консоли с гори. зонтально закрепленной на ее конце пластиной и упором, расположенным над пластиной с возможностью взаимодействия с отливкой,10 15 живается его химсостав и температура,Карусельная машина 3 по команде опера.тора с пульта 15 дистанционного управленияначинает периодически поворачиваться с позиции на позицию25По мере поворота аруелной шиносуществляется выдержка отливки в кокилев период ее кристзллизации, разборка и сборка кокилей в заданной последовательности,выталкивание отливки, охпаждение частей ко 30Во время стоянки карусельной машины наее различных позициях с помощью стационар-.ных устройств производятся следующие опе.рации: заливка метзлла в кокиль, съем и пе.редача отливок, очистка и окраска кокилей,35 установка в них, при необходимости, армируюших вставок, транспортировка отливок наследующую технологическую операцию.После ззливки металла в кокиль, осуществляемой на первой позиции с помощью ззли 40 ночного устройства 2, карусельная машина 3совершает поворот на одну позицию, Происходит выдержка отливки в кокиле в периодее кристаллизации, по окончании которой ко.киль в заданной последовательности раскрыва 45 ется и в пространство, образуемое поддоном 5и верхним стержнем 6 кокильной секции 4,вводится приемник 7 отливок 8, на поворотныйлоток 16 которого выталкивается отливка. Всвязи с тем, что приемниками отливок снаб 50 жаны все кокильные секции, эта операция мо.жет осуществляться в любом месте зоны выбивки вне зависимости движется карусель илцнет, причем обеспечивается минимальная вы.сота падения отливок, выталкиваемых с верх55 него стержня. Это позволяет варьировать временем нахождения отливок в кокиле при различной продолжительности кристаллизации, иэменять место выталкивания отливок при иару 1 3 1При этом механизм передачи отливок отманипулятора на, транспортер выполнен в виде стоек, на которых установлена с возможностью вертикального перемещения приводнаякаретка е шарнирно закрепленной на ней кор.зиной, и закреплены копиры, взаимодействую.щие с кареткой, при этом на стойке установлен упор, взаимодействующий с отливкойпри повороте манипулятора,Кроме того, линия кокильного литья снабжена устройством для установки в поддонармирующих стзльных вставок, выполненнымв виде подьемно-поворотной консоли, на конце которой закреплен подпружиненный электромагнитный захват, снабженный направляющим штырем, устзновленным с возможностьювзаимодействия с гнездом поддона кокильныхсекций.На фиг, 1 изображена предлагаемая линия,вид .в плане; на фиг, 2 - манипулятор сьема отливок и кокильная секция карусельноймашины, вид сбоку; на фиг. 3 - . манипулятор съема и механизм подачи отливок, видсбоку; иа фиг, 4 - манипулятор сьема отливок и мехзнизм передачи отливок, вид сверху; на фиг. 5 - устройство для установкив поддон кокиля армируюших вставок, видсбоку.Линия кокильного литья состоит из (фиг. 1)плавильного агрегата 1, эзливочного устройства 2, многопоэиционной карусельной машины 3, снабженной кокильными секциями 4,с комбинированным разъемом кокилей, имеющих поддон 5 и верхний стержень.б (фиг. 2),приемников 7 отливок 8, манипулятора 9,механизма 10 передачи отливок, транспортера 11, устройств 12 и 13 для очистки и окраски кокилей, устройства 14 для установкив поддон кокиля армирующих стальных вставок, пульта 15 дистанционного управленияработой линии.Приемники 7 отливок 8 (фиг. 2 и 4) вы.полнены в виде поворотных лотков 16, за-.крепленных в кокильных секциях 4 на осях17 и соединенных с цилиндрами 18 повороталотков.Манипулятор 9 съема отливок (фиг,3 и 4)состоит иэ основания 19, подвижной колонны 20, консоли 21, привода поворота 22, На. консоли 21 закреплена пластина 23 с распо.ложенным над ней упором 24,Механизм 10 передачи отливок от мзнипулятора на трзнспортер (фиг, 3) состоит изстоек 25, в. которых с помощью замкнутойцепной передачи 26 от гидромотора 27 воз.вратно.поступательно перемещается каретка 28с шарнирно закрепленной корзинкой 29, устзновленнои на цапфах 30 и имеющей ролики31, вэаимодействую 1 цие с копирамн 32 сто. 061922 4 ек 25. Каретка 28 уравновешивается противо.весом 33. На стойках 25 в верхней части за. креплен упор 34 для сталкивания отливок 8 с пластины 23 манипулятора 9 корзинку 29. Устройстьо 14 (фиг, 5) для установки в,поддон кокиля армирующих вставок состоитиз основания 35, подвижной подъемно-пово. ротной колонны 36 с консолью 37. На консо. лн подвижно подвешен на пружинах 38 элект. ромагнитный захват 39 с направляющим шты. рем 40. Армируюшие вставки 41 располагаются стопками в магазинном устройстве 42 В поддоне 5 кокильных секций 4 предусмот.рено центрируюшее гнездо 43.Линия работает в следувнцей последовательности. Жидкий металл подается с помощью транспортных устройств от плавильного агрегата 1 в заливочное устройство 2, в котором поддер.5 1шенин режима работы карусельной машины,исключает возможность ударов при падениивытолкнутых отливок и защищает поддон кокиляеКокильная секция 4 с раскрытым кокилем с отливкой 8, находящейся на поворот.ном лотке 16 приемника 17, поступает на позицию съема отливок. На этой позиции консоль 21 манипулятора 9 поворачивается ккокильной секции 4, при этом пластина 23,закрепленная на консоли 21, подходит подлоток 16 приемника 7, При выводе лотка 16приемника 7 из пространства между поддоном 5 и. верхним стержнем 6 отливка 8, взамодействуя с упором 24, сталкивается с лотка 16 на пластину 23, после чего производит.ся поворот консоли 21 манипулятора 9 откарусельной машины 3 к механизму 10 передачи отливок, В конце поворота консоли 21отливка 8, наезжая на неподвижный упор 34,закрепленный к стойкам 25, сталкивается сшастины 23 манипулятора,9 в корзинку 29механизма 10 передачи отливок 10. Под дей.дтвием реса отливки 8 механизм 10 получаеткоманд 1 г,па перемещение вниз каретки 28 ссорзиной 29, осуществляемое при помощицепнойпередачи 26 от гццромотора 27, Вконце хода каретки 28 ролики 31 корзинки29, наезжая на копиры 32, заставляют поворачиваться ее на цапфах 30 н отливка 8 соскальзывает на полотно транспортера 11, после чего каретка 28 реверсируется и возвращается в верхнее исходное положение,На пятой и шестой позициях карусельноймашины 3 в межкокильное пространство кокильных секций 4 вводятся рабочие головкиповоротных устройств 12 и 13 для очисткии окраски кокилей,На седьмой позиции карусельной машины3 производится с помощью устройства 14 установка в поддон 5 кокиля армирующих 061922 Фстальных вставок 41. При подходе в этой позиции очередной кокильной секции 4 подьемно-поворотная колонна 36 устройства 14 сзакрепленной на ней консолью 37 и электромагнитным захватом 39 опускается на магазин.ное устройство 42, в котором стопками расположены армирующие вставки 41. Благодаряподвижной подвеске электромагнитного захва.та 39 к консоли 37 на нружинах 38 и нали чию направляющего штыря 40 и центральногоотверстия в вставках происходит их взаимнаяцентровка. После захвата верхней вставки колонна 36 с консолью 37 поднимается, поворачивается в кокильной секции 4 и опуска ется, причем происходит точная центровкавставки 41 по поддону 5 за счет взаимодей.ствия направляющего штыря 40 захвата 39с центрирукпцим гнездом 43, выполненнымв поддоне 5. После снятия напряжения с 20 электромагнитных захватов 39 консоль 37поднимается и поворачивается в свое исходное положение, а армирующая вставка 41остается в поддоне 5. 25 Технико-экономические преимущества линии следующие: обеспечивается воэможностьизготовления отливок на карусельной кокиль.ной машине, имеющих различную толщинустенки с различной продолжительностью кри 30. сталлизации; сокращается брак отливок иповьппается стойкость кокилей в резуль 1 атесвоевременного удаления (выталкивания)отливок иэ кокилей и отсутствия свободногопадения отливок с большой высоты и их боя;35повышается надежность работы линии благодаря прштятой системы сьема и передачи отливок и наличию автоматического устройствадпя установки в кокиль армирующих вставок.40Ожидаемый экономический эффект состав.ляет 250000 руб.1061922 оставитель В. Маиороехред В, Далекорей едактор С. Лыжова орректор А. Дзя ПодписноеСР Филиал ППП "Патент", г. Ужгород, ул. Проектная,1 О 3/1 Тир ВНИИПИ Государст по делам юобре 113035, Москва, Ж - 35, ж 813енного комитета ССений и открытийРаушская наб., д, 4
СмотретьЗаявка
3427768, 26.04.1982
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ СПЕЦИАЛЬНЫХ СПОСОБОВ ЛИТЬЯ
СТРЕЛЬЦОВ ВАСИЛИЙ ИВАНОВИЧ, ФУРТАК АЛЬБЕРТ СТЕФАНОВИЧ, БУРАКОВ САВЕЛИЙ ЛЕОНИДОВИЧ, ЗУБРИЛИН АНАТОЛИЙ МАТВЕЕВИЧ, ЗИНКЕВИЧ НИКОЛАЙ ИОСИФОВИЧ, СНЕЖНОЙ РОСТИСЛАВ ЛУКЬЯНОВИЧ, ШИЦМАН ЕФИМ БОРИСОВИЧ, САГУРА АЛЕКСАНДР НИКОЛАЕВИЧ, САВЧЕНКО ВАЛЕНТИН ЕМЕЛЬЯНОВИЧ, ЯЦУНСКИЙ РОСТИСЛАВ ПЕТРОВИЧ
МПК / Метки
МПК: B22D 15/04
Метки: кокильного, линия, литья
Опубликовано: 23.12.1983
Код ссылки
<a href="https://patents.su/8-1061922-liniya-kokilnogo-litya.html" target="_blank" rel="follow" title="База патентов СССР">Линия кокильного литья</a>
Механизм съема отливок с кокильных секций и передачи их на приемное устройство

Номер патента: 738758
Опубликовано: 05.06.1980
Авторы: Бейзер, Гайдуков, Зинкевич, Зубрилин, Мазурик
МПК: B22D 15/04
Метки: кокильных, механизм, отливок, передачи, приемное, секций, съема
...и 24,соединенные между собой и взаимодействующие с устройством 10 поворота, например черезшпонку 25, при этом поверхность лыски 23расположена ближе к оси гильзы 2, чем поверхность лыски 24.Механизм съема отливок с кокильных секций и передачи их на приемное устройствоработает следующим образом.По окончании кристаллизации затвердевшаяотливка 26 вместе с кокилем 27 поступаетс помощью карусельного стола 14 или кон- З 5вейера на позицию ее съема. В силу ряда неточностей конструкционного и эксплуатационного характера многолозиционной машины, кокиль 27 с отливкой 26 может останавливатьсясо значительным разбегом. Возможность некоторого поворота траверсы 6 вокруг оси Хна пальце 4 кривошипа 3, за счет деформацииупругого элемента, и вокруг оси Х...
Передающее устройство поддонов
Номер патента: 1371869
Опубликовано: 07.02.1988
Авторы: Зеглин, Шмерлинг, Щеглов
МПК: B23Q 41/02
Метки: передающее, поддонов
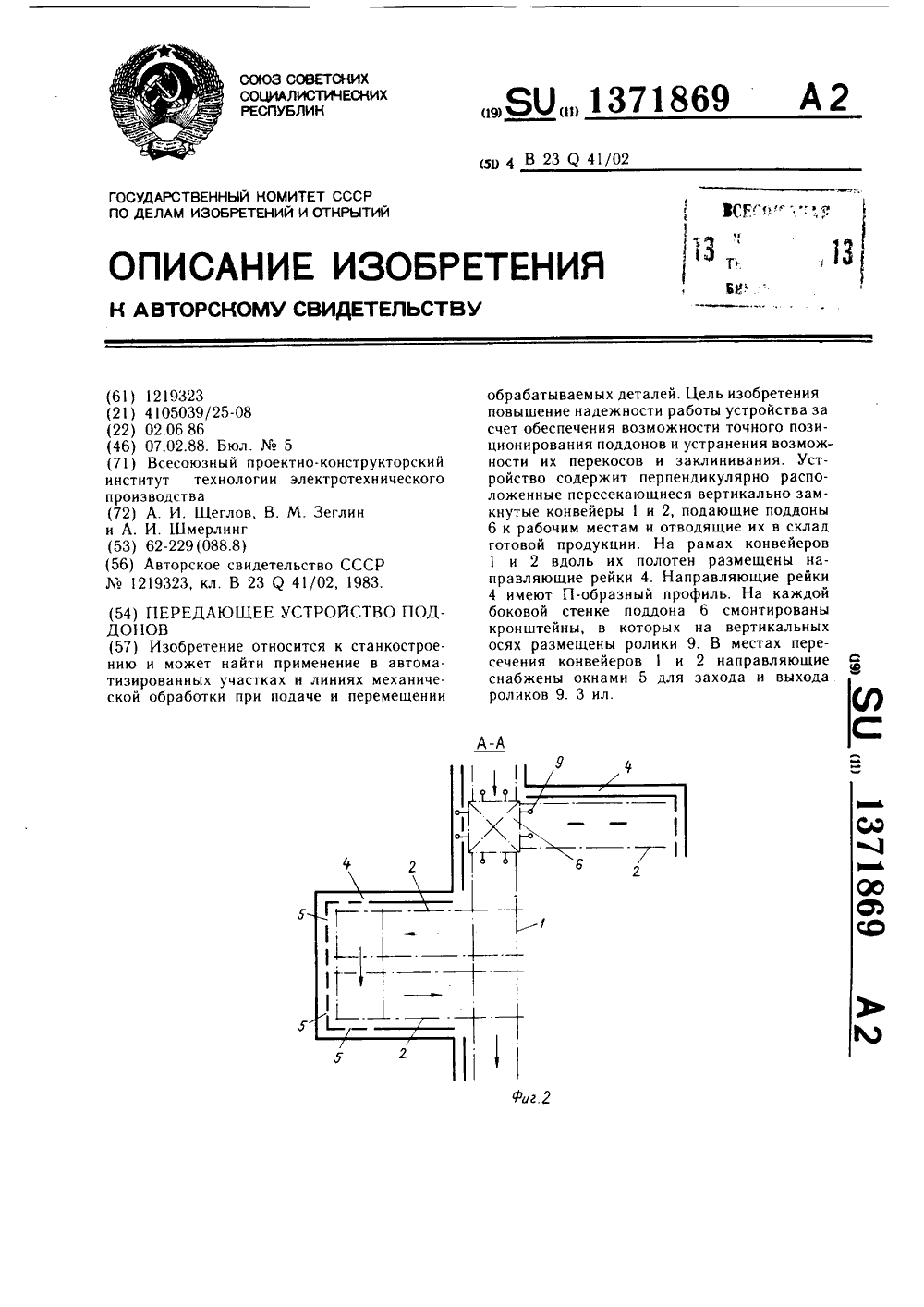
...устройства по авт. св.1219323.Цель изобретения - повышение надежности работы устройства за счет обеспечения возможности точного позиционирования поддонов на передающем устройстве 1 О и устранения возможности перекосов и заклиниваний поддонов.На фиг. 1 изображено устройство, сечение в месте пересечения двух конвейеров; на фиг. 2 - сечение А - А на фиг. 1; на фиг. 3 - узел 1 на фиг. 1, место соединения15 ролика с направляющей. Передающее устройство поддонов состоит из магистрального конвейера 1, расположенных к нему под прямым углом подающих конвейеров 2. Конвейеры 1 и 2 смонтированы на раме 3, на которой расположены направляющие рейки 4. Направляющие имеют П-образный профиль и конические окна 5, на каждой стенке поддона 6 расположены...
Устройство для учета различных видов материалов, перемещаемых конвейерной линией

Номер патента: 1101859
Опубликовано: 07.07.1984
Авторы: Диденко, Кириллов, Куницын, Стадницкий, Черепаха
МПК: G06M 7/00
Метки: видов, конвейерной, линией, перемещаемых, различных, учета
...по видам материалов. Причем один выход соответствует более 4 О плотному материалу, а,другой выход менее плотному материалу. Принцип работы датчика основан на поглощении материалами радиоактивного излучения, а сам датчик организован так, что при наличии материала н зоне датчика в зависимости от вида материала на его выходах могут присутствовать только противоположные потенциальные логические сигналы, т.е. единица на одном и нуль - на другом или наоборот. При отсутствии материала оба выхода имеют потенциалы уровня логического нуля.Первый и второй выходы датчика 31 соединены соответственно с установочными входами дополнительных регистров 12 и 13 сдвига, выходы ячеек которых через блок 32 коррекции и соответствующие ключи 19...
Узел для разметки линий к устройствам для оптической разметки

Номер патента: 1235722
Опубликовано: 07.06.1986
Автор: Марченко
МПК: B25H 7/00
Метки: линий, оптической, разметки, узел, устройствам
...линейку 1 с базовой плоскостью 2, выполненную в виде двух балок 3 и 4 различной жесткости, стойку 5, устаяовленную на одном из концов линейки 1 с возможностью поворота относительно оси А - А, перпенди 15 кулярной базовой плоскости 2, зрительную трубу 6, установленную на стойке 5 с возможностью поворота относительно оси Б - Б, перпендикулярной оси А - А и пересекаюшейся с ней, визирную марку 7 с центром 8. Центр 8 марки 7 и ось А - А стойки 5 20 расположены на равном расстоянии от боковой поверхности линейки 1. Для отсчета угла поворота стойки 5 имеется диск 9 со шкалой и указатель 10. Балки 3 и 4 сопряжены между собой с помощью винтов 11 и прокладок 12 разной толгцины. Стойка 5 имеет возможность рассоединяться с линейкой...
Устройство для подъема, навешивания и съема штучных изделий с подвесного конвейера

Номер патента: 408869
Опубликовано: 01.01.1973
Автор: Смирнов
МПК: B65G 17/32, B65G 47/38
Метки: конвейера, навешивания, подвесного, подъема, съема, штучных
...устройства; на фиг. 2 - то же, вид в плане; на фиг. 3 - устройство с подвеской з 0 конвейера и загрузочной частью склиза, видсбоку, где: в - исходное положение, г - верхнее положение устройства,Устройство, представляет собой основание ввиде шарнирно связанных звеньев 1, несущихштыревые подхваты 2 с буртиками 3 на концах,одно из которыхсвязано с механизмом подъема (на чертеже показан стрелкой), а два других выполнены поворотными и снабжены ограничителями 4 их поворота до угла а и упорами 5, взаимодействующими с копирами б,установленными на склизе 7 в местах захватаи укладки колес 8.Устройство работает следующим образом.Подлежащие окраске колеса 8 подают посклизу 7 на разгрузочную часть до ограничителя 9, затем подъемным механизмом...