Способ определения температуры горячего изостатического прессования ферритов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки






Текст
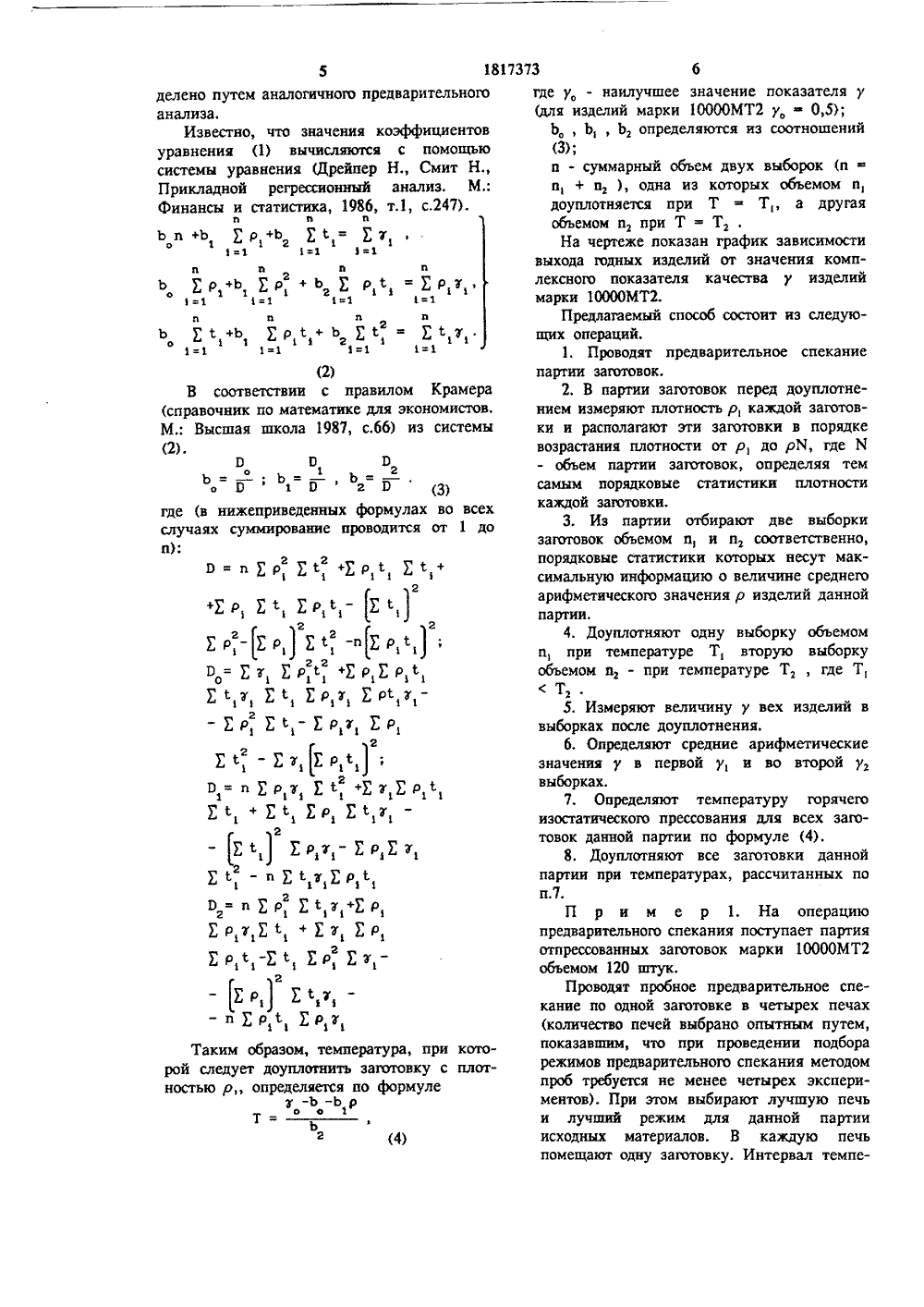
САНИЕ ИЗОБРЕТЕНИ 2) 04.04.9 ьство СССР Х 1985, Технологи.202 ТК 8, Л.: порошковои технологии итовых изКомитет Российской Федерации о патентам и товарным знакам авторскому свидетельству(54) СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ ГОРЯЧЕГО ИЗОСТАТИЧЕ СКОГОПРЕССОВАНИЯ ФЕРРИТОВ(51) б В 22 Р 3/16 С 04 В 35/2 б О 01 Х 27/72 ий для радиотехнических устройств, Попредварительного спекания определяют С порядковые статистики плотности р каждой заготовки, отбирают две выборки заготовок, порядковые статистики которых несут максимальную информацию о величине среднего арифметического значения показа- рр теля качества у в данной партии, доуплотняют их соответственно при температурах)фф Т, и Т после измерения показателя ка чества до уплотненных заготовок находят их средние арифметические значения у, и у, в выборках, а оптимальную температуру доуплотнения ферритов выбирают по опре- М деленной формуле. 6 табл, 1 ил,3 18173Изобретение относится к порошковой металлургии, а именно к технологии получения высокоплотных ферритовых материалов для различных радиотехнических устройств.Целью изобретения является повьппение выхода годных и сокращение трудоемкости процесса.Поставленная цель достигается тем, что в способе определения температуры горячего изостатич еского прессования ферритов, включающем предварительное спекание партии заготовок, их доу плотя ение горячим изостатическим прессованием, измерение показатели качества у после доуплотнения и выбор оптимальной температуры доуплотнения ферритов, после предварительного спекания определяют порядковые статистики плотности р каждой заготовки, отбирают две выборки заготовок, порядковые статистики которых несут максимальную информацию о величине среднего арифметического значения показателя качества у в данной партии, доуплотняют их соответственно при двух различных температурах, после измерения показателя качества доуплотненных заготовок определяют их средние арифметические значения у, и у, в выборках, а выбор оптимальной температуры доуплотнения провэдят по формулез -Ь -ь р, о о 1ьг где у, - оптимальное значение показателя качества у :Ь Ь Ъ - коэффициенты, рассчитываемые известными методами регрессионного анализа,Проведенный статистический анализ взаимосвязи контролируемых параметров ряда, ферритовых изделий, изготавливаемых на основе ГИП, в частности методом главных компонент показал, что для изделий из феррита марки 10000 МТ 2 на долю первой главной компоненты приходится 65 общей дисперсии контролируемых параметров. На вторую компоненту приходится 120 . Таким образом, показано, что величина проекции точки пространства параметров марганец- цинковых ферритовых изделий на ось первой главной компоненты (обозначена как у ) может служить комплексным показателем качества данного ферритового изделия.Для ферритовых изделий других марок в каждом конкретном случае в качестве комплексного показателя у может быть использована линейная комбинация двух или более параметров, характеризующих данную марку. 73 4В отдельных случаях при оценке качестваза комплексный показатель у можно принимать один параметр (см. пример 2),Экспериментально установлено:1, Коэффициент линейной корреляциимежду величинами р, характеризующимикачество заготовок перед ГИП, и величинамиу готовых изделий из этих заготовокпревышает 0,90,2, Зависимость между у, р и Т, впределах фактического изменения этихвеличин, может быть адекватно описанауравнением видау = Ь,+Ьр+Ь,т, а3, Коэффициенты В, ЬЬ уравнения(1) существенно меняются от партии кпартии сырья,4. Зависимость выхода годных от значения у для данной партии изделий марки10000 МТ 2 с учетом фактических значенийконтролируемых параметров изделий имеетхарактер, представленный графически начертеже,Аналогичная зависимость может бытьпостроена для изделий любой другой марки.Вывод 1 позволяет расположить всезаготовки партии в порядке возрастаниявеличины р до операции доуплотнения,определив тем самым порядковые статистикивеличины р в данной партии, Корреляциявеличин р и у позволяет утверждать, чтономера порядковых статистик в рядах р и убудут совпадать с высокой вероятностью, т,е.изделия, изготовленные из заготовок сбольшей р, будут, как правило, иметьбольшую величину у, Упорядочивание рядовр и у перераспределяет информацию освойствах этих рядов (Боярский Э,А., с,16),что, в частности, позволяет брать меньшуювыборку из данной партии для определениясредних арифметических значений величинр и у при определении значений коэффициентов уравнения (1),Вывод 2 позволяет находить оптимальноезначение величины Т для заготовки (илигруппы заготовок) с известной плотностьюна основе уравнения (1), полученного путемвыборочного (пробного) ГИП,Вывод 3 делает необходимым осуществлять пробное ГИП для заготовок из каждойочередной партии сырья,Вывод 4 позволяет утверждать, что дляизделий марки 10000 МТ 2, например, оптимальным значением у, обеспечивающиммаксимальный выход годных по всем контролируемым параметрам, является значениеу=0,5.ф Для изделий других марокоптимальное значение у, может быть определено путем аналогичного предварительногоанализа,Известно, что значения коэффициентовуравнения (1) вычисляются с помощьюсистемы уравнения (Дрейпер Н Смит Н.,Прикладной регрессионный анализ. М.:Финансы и статистика, 1986, т.1, с,247),о в льп+ь Ер+ь Е= Ет1 щ 1и в 11 иЬ Ер+ь ЕР +ь Е Р =ЕРШ3 м 1 в 1 1:1 1:1и Ь а ль Е+ь Ер+ь Етг= Ез.(2)В соответствии с правилом Крамера (справочник по математике для экономистов. М.: Высшая школа 1987, с,66) иэ системы (2).Р О 0о 1 гь= - ; ь= - , ь= - .о В1 Ог 0(3где (в нижеприведенных формулах во всехслучаях суммирование проводится от 1 дои):1)=пЕР Е 1 +Е 1 Е+-пЕР 1 ЕрзТаким образом, температура, при которой следует доуплотнить заготовку с плотностью ропределяется по формулет -ь -ь р оь(4) где у, - наилучшее значение показателя у(для иэделий марки 10000 МТ 2 у, 0,5);Ь Ь Ь, определяются из соотношений(3);и - суммарный обьем двух выборок (и щи, + и, ), одна из которых объемом и,доуплотняется при Т = Т а другаяобъемом и, при Т = Т, .На чертеже показан график зависимостивыхода годных изделий от значения комплексного показателя качества у иэделиймарки 10000 МТ 2,Предлагаемый способ состоит из следующих операций.1. Проводят предварительное спеканиепартии заготовок.2, В партии заготовок перед доуплотнением измеряют плотность р, каждой заготовки и располагают эти заготовки в порядкевозрастания плотности от р, до рХ, где Хобъем партии заготовок, определяя темсамым порядковые статистики плотностикаждой заготовки.3, Из партии отбирают две выборкизаготовок объемом и, и и, соответственно,порядковые статистики которых несут максимальную информацию о величине среднегоарифметического значения р изделий даннойпартии,4. Доуплотняют одну выборку объемоми, при температуре Т, вторую выборкуобъемом и, - при температуре Т, , где Т,Тр.5. Измеряют величину у вех изделий ввыборках после доуплотнения.6. Определяют средние арифметическиезначения у в первой у, и во второй у,выборках.7, Определяют температуру горячегоизостатического прессования для всех заготовок данной партии по формуле (4),8. Доуплотняют все заготовки даннойпартии при температурах, рассчитанных поп,7.П р и м е р 1. На операциюпредварительного спекания поступает партияотпрессованных заготовок марки 10000 МТ 2объемом 120 штук,Проводят пробное предварительное спекание по одной заготовке в четырех печах(количество печей выбрано опытным путем,показавшим, что при проведении подборарежимов предварительного спекания методомпроб требуется не менее четырех экспериментов). При этом выбирают лучшую печьи лучший режим для данной партииисходных материалов, В каждую печьпомещают одну заготовку. Интервал темпе18ратур предварительного спекания 12601350 С,После выбора лучшей печи и лучшегорежима для данной партии заготовок вданной печи при данном режиме спекаетсявся партия, Загрузка - 40 заготовок в печь,т.е, партия спекается за три загрузки,У всех заготовок измеряют плотность р,после чего каждой заготовке присваиваютранг - от 1 до 120 - в соответствии спорядковым номером упорядоченного рядаплотностей заготовок.В соответствии с известными правилами(Боярсхий Ж,А., гл.З) отбирают две выборкизаготовок по 6 шт; в первую выборку входятзаготовки с рангами 1 - 7, 22, 48, 73, 97,114; во вторую - с рангами 1 - 8, 23, 49,72, 96, 113, В табл,1 приведены соответствующие плотности заготовок в выборках,Первая выборка доуплотняется при Т, =1150 С, вторая - при Т, - 1250 С.После доуплотнения заготовок проводятих механическую обработку, измеряют параметры полученных изделий и определяютвеличину у каждого изделия,Полученные результаты представлены втабл.2.По формулам (3) определяют величиныкоэффициентов уравнения (1) и получаютЪ, = -85,54; Ь, = 9,85; Ь, = 0,0302.В соответствии с зависимостью, приведенной на чертеже, принимают у, 0,5 ипо формуле (4) определяют температуруГИП, при которой следует проводитьдоуплотнение заготовок с известными плотностями р, В табл.З приведены некоторые изполученных значений Т,Все заготовки в партии группируются повеличвне р, и каждая группа доуплотняетсяпри своей температуре, Все изделия, прошедшие доуплотнение при рассчитанныхтемпературах, оказываются годными попараметрам, составляющим комплексный показатель у,Из заготовок, вошедших в две пробныевыборки, получено некоторое количестводефектных изделий. В том числе, иззаготовки с 1 7 и -2,81 получено800, дефектных изделий (см. чертеж); иззаготовки с 122 и= -2,44 получено50 / дефектных изделий и т.д. Всего изизделий, вошедших в две пробные выборки,получено 70 ф 4 годных (что соответствуетчетырем заготовкам, полностью ушедшим вбрак). Таким образом выход годных из 120заготовок, поступивших на операцию, составляет 96,66 (116/120 = 0,9666), что на6,60 7 больше среднего выхода годных,17373 8 получаемого на г(роизводстве при использовании способа, Здесь речь идет о годном феррите после ГИП,П р и м е р 2, На операцию предварительного спекания поступает партия отпрессованных заготовок марки 1200 МТ объемом 25 шт.Подбор режимов спекания проводят точно так же, как и в примере 1. Спекание всей партии проводят за 5 загрузок (по 50 заготовок в одной загрузке печи).Спеченные заготовки поступают на операцию доуплотнения, Качество готовых изделий марки 1200 НТ оцениваются по величине начальной магнитной проницаемости р, причем оптимальное значение р1200 , т,е, в данном случае у, р, 1200 , В соответствии с ПЯ 0.707.661 ТУ р= 1200 й 100 . У всех заготовок измеряют плотность р, после чего каждой заготовке присваивается ранг - от 1 до 250.В соответствии с известными правилами (Боярский Э,А., гл.З) отбирают две выборки заготовок по 6 шт: в первую выборку входят заготовки с рангами 1 - 14, 46, 99, 151, 202, 237, во вторую - с рангами 1 - 15, 47, 100, 148, 197, 231, В табл,4 приведены соответствующие плотности заготовок в выборках.Первая выборка доуплотняется при Т, 1220 С; вторая - при Т = 1300 С,После доуплотнения заготовок проводят их механическую обработку и измеряют величину рполученных изделий. Полученные результаты представлены в табл.5,По формулам (3) определяют величины коэффициентов уравнения (1), получают Ьо8459 30 Ъ 1 1270 71 Ь 2 = 27982 По формуле (4) определяют температуру ГИП для всех заготовок с известными плотностями р. В табл,б приведены некоторые из полученных значений,Все заготовки в партии группируются по величине р , и каждая группа доуплотняется при всей температуре. Все изделия, полученные из заготовок, доуплотненных при рассчитанных температурах, имеют величину р, укладывающуюся в допуск по техническим условиям.Из заготовок, вошедших в две партии выборки, получены дефектные изделия в количестве, соответствующем семи заготовкам из 250, т,е, в данном случае выход годных составил 97 что на 7 выше выхода годных, получаемого при использовании способа-прототипа,Кроме того, в обоих примерах снижено количество пробных циклов; с 3-5 до 2, Один пробный цикл доуплотнения с последующей резкой получаемой пластины и изготовлени1817373 10 ФОРМУЛА И ЗОБ РЕТЕНИЯ ем колец, на которых измеряют параметры, занимают не менее 1 недели (5 рабочих дней). Способ определения температуры горячего из остатич еского прессования ферритов, включающий предварительно спекание партии заготовок, их доуплотн ение горячим изостатическим прессованием, измерение показателя качества у после доуплотнения и выбор оптимальной температуры доуплотнения ферритов, отличающийся тем, что, с целью повышения выхода годных и сокращение трудоемкости процесса, после предварительного спекания определяют порядковые статистики плотности р каждой заготовки, отбирают две выборки заготовок, порядковые сатистики которых несут максимальную информацию о величине среднего арифметического значения показания качества у в данной партии, доуплотняют их соответственно при температурах Т, и Т, и после измерения показателя качества доуплотнения заготовок определяют их средние арифметические значения у, и у в выборках, а выбор оптимальной температуры доуплотнения ферритов проводят по формулеэ -ь-ьро о 1ЬФг где у, - оптимальное значение показателякачества у; ЬЬЬ, - коэффициенты, рассчитываемые методом регрессионного анализа.
СмотретьЗаявка
4808716/02, 04.04.1990
Научно-исследовательский институт "Домен"
Спирин Г. М, Шадрин А. Д, Гегенава Г. В, Талалакин С. Н, Васильева Е. П, Демидова Е. В
МПК / Метки
МПК: B22F 3/16, C04B 35/26, G01N 27/72
Метки: горячего, изостатического, прессования, температуры, ферритов
Опубликовано: 10.08.1996
Код ссылки
<a href="https://patents.su/7-1817373-sposob-opredeleniya-temperatury-goryachego-izostaticheskogo-pressovaniya-ferritov.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения температуры горячего изостатического прессования ферритов</a>
Устройство для удаления грата с краев металлической заготовки после газовой резки и подобных операций

Номер патента: 1632367
Опубликовано: 28.02.1991
Автор: Мэттью
МПК: B23K 37/08
Метки: газовой, грата, заготовки, краев, металлической, операций, подобных, после, резки, удаления
...т 1 ;15 твк 1 рлзмеЧеции цожл в перевернутм ц 5 я- жецци цлл эдготовкй, тряство НОжет удалять грлт с обрелцссх стрсц ЗдТОВКИ, ЛЛЯ ЭТС)ГО Цож РЯЗМЕЩЛЕТСЯГ 101 Г 1 РЯмьсм Н 1 кс 1 м Уг 101 1т 11"ццю к гребню окдлцц Ня сторце лдготовкиС; Ллсыь чстройством могутт применят "я 1 звестцсэ Оргяци уирдсленя ц чунстнительцые средства, ц 5 ж может наклонятьсят гриэотаьного или нейтрлльц го пложенця г цлклоц О ное, когда Он прионсоблец к элсеп -пению с торцом продвигаемой злготонкии служт средствм Лпя рлзмещенияКР ЛЯ НОВОЙЛО Тф В Ю 1 ф Т Гс ОС 51 Т РТъ Оцдка. Затем цж может бить ца цен 25 н цейтряльцое плокецие, что позволит гребню кялцци цл цнжцей поверхности заготовки :ройтц цдл ножом стем, чтобы заготовка могла рлспаг- житься над цоПа Аг. 9 и...
Заготовка для изготовления полых цилиндрических изделий

Номер патента: 984598
Опубликовано: 30.12.1982
Авторы: Алифанов, Захаревич, Калиновская, Лысов, Макушок
МПК: B21J 1/00
Метки: заготовка, полых, цилиндрических
...(фиг. 2), что позволяет одному концу 2 заготовки как бы внедряться внутрь другого конца 3, что значительно повышает герметичность стыка,Угол наклона линии стыка к образующей боковой поверхности заготовки (фиг. 1 и 3) можно выбирать из соотношения с= =агч 1 д - ", найденного эмпирическим путем, где Е - степень деформации стенки заго-. товки ири выдавливании или редуцировании, а п = 5 - 10 - коэффициент, выбираемый в зависимости от материала заготовки, причем е увеличением прочности материала выбирают большие значения коэффициента и. Например, при прочности материала 40 кг/м м и степени деформации Е = 10% следует выбрать и =5, тогда угол наклона с(= 27. При 6 = 75 кг/мм и 6 = 10% следует выбирать п = .10, тогда о = 45. При 6 = 75 кг/мм и...
Способ контроля процесса сварки трением

Номер патента: 1696227
Опубликовано: 07.12.1991
Автор: Шпак
МПК: B23K 20/12
Метки: процесса, сварки, трением
...в зоне пластической деформации, и канавка 3 заполняется металлом, Готовую сваренную деталь снимают са сварочной машины, При этом кольцевая канавка заполнена металлом заподлицо с наружным диаметром заготовок. Полученная деталь принимается в качестве эталона для сравнения с ней всей партии свар 1 лваемых деталей,Аналогичным оаразом производят сварку остальных заготовок партии. Каждую свареннуа заготовку сравнивают с эталоном на предмет наличия на ней после сварки кольцевой канавки. Наличие на наружной поверхности очередной сваренной заготовки незаполненной полностью металлом кольцевой канавки илл выступающего металла в месте кольцевой канавки по сравнению с эталозаготовку бракуют. Далее процесс сваркипродолжается,Таким образом,...
Захватный орган для заготовок

Номер патента: 1207587
Опубликовано: 30.01.1986
Авторы: Батагова, Пахомов, Семенов, Щербаков
МПК: B21D 43/18, B65H 3/08
Метки: заготовок, захватный, орган
...Заготовка 32 удерживается суммарнымиподъемными силами, создаваемыми магнитом 14, расположенным на расстоянии "а" от торца 11, и перепадом разреженного воздуха атмосферы в полости 6 корпуса 1.Отсасываемый через каналы 8 (фиг.2) из атмосферы воздух, пройдя полость 6, каналы 18, 20 22, часть 24 камеры 25 и канал 20, поступает к источнику вакуумирования. Поршень 30 за счет разности давлений в нижней части 28 и верхней части 24 камеры 25 перемещается вместе со стержнем 12 и магнитом 14 вверх до тех пор, пока не уравновесятся действую- щие вниз и в вертикальном направлении силы пружины 13, веса магнита 14, стержня 12, поршня 30, упора 17 противодействующей пневматической силой, создаваемой за счет разности давлений в камерах 28 и 24,...
Способ изготовления подошв из пористой резины

Номер патента: 1639599
Опубликовано: 07.04.1991
Автор: Лебедева
МПК: A43B 10/00, A43B 13/00
Метки: подошв, пористой, резины
...90 мин. До приклеивания подошвы к верхуобуви заготовку нагревают до 70 С для активации клеевых пленок. При этом остаточные деформации исчезают и заготовка 3 принимает требуемый размер и форму подошвы 6.Таким образом, зная физико-механические свойства резины и деформацию пластин, вызванную их предварительной обработкой, можно по переменным координатам точек контура подошвы определить с высокой точностью необходимые координаты заготовки и сформировать контур заготовки, Обеспечивающий к моменту соединения подошвы с верхом обуви их полное соответствие,П р и м е р 1, Заготовки подошв изготавливают из пластин пористой резины марки В Шразмером 800 х 800 мм, толщиной 7 мм, Выравнивание и доводку до требуемой толщины 6 мм выполняют на...