Автоматизированная линия для термического упрочнения изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1294843
Авторы: Башилов, Быков, Васильковский, Гусев, Есаулов, Карасев, Мамин, Мирошниченко, Новоселов, Сомов, Староселецкий, Степанец, Узлов, Черевик







Текст
)4 с 1 02 т;,с ТОРС с яоко роликам. П подачу жид останавлив еров подниь о аются 1 ают, у. На елия ортам ра выгруз тывать иэ широкогоил. ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ СВИДЕТЕЛЬСТВУ(71) Институт черной металлургии(56) Авторское свидетельство СССРФ 1022498, кл. С 21 Э 9/34, 1983,Авторское свидетельство СССРУ 973634, кл. С 21 В 1/02, 1982.(54) АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯтеРмическОГО упРОчнения изделий(57) Изобретение относится к автоматизированным линиям для термическогоупрочнения изделий. Цель изобретениярасширечие технологических возможностей и расширение сортаментаобрабатываемых изделий, Изделие подаетсяк соответствующей закалочной машинеи останавливается соосно ее центру,Несущая штанга закалочной машиныс узлом подвески спрейеров движетсявниз до касания обода роликов. Планкиспрейеров наезжают наклонной граньюна изделие и отклоняют спрейер к центру, обеспечивая между боковымиповерхностями изделия и спрейеромзазоры. Двухканальный вал, жесткосоединенный с узлом подвески, вращается и в вал через двухподводныйшарнир подается жидкость. Охлаждающажидкость подается иэ спрейерных наверхнюю и радиальные грани изделия,а из форсунок струи жидкости направляются к днищу и отражаясь от него,попадают на нижнюю грань иэделия.Вертикальные ролики спрейеров прижимаются к внутренней поверхности изделия, в результате чего между боковыми камерами вращающихся спрейерови радиальной поверхностью изделияпостоянно поддерживается одно расстоние. Постоянный зазор поддерживается между центральной камерой спрейеров и верхней гранью изделия, т.к.обод узла подвески спрейеров, вращаясь, катится по горизонтальным чании охлажденияотключают, спрейерыи узел подвески спрейИзделие передаетсялинии можно обрабаипа тел вращениянта. 5 з.п, ф-лы, 1294843Изобретение относится к области термического упрочнения изделий типа тел вращения, например колец и бандажей.Цель изобретения - расширение 5 технологических возможностей линии и сортамента обрабатываемых издепий.На фиг. 1 схематично показана линия, горизонтальная проекция; на фиг, 2 - разрез А-А на фиг, 1; на 10 фиг, 3 - эакалочная машина, разрез; на фиг. 4 - спрейер с узлом подвески; на фиг, 5 - разрез Б-Б на фиг. 4.Автоматизированная линия для термического упрочнения иэделий включает расположенные по ходу технологического процесса механизм загрузки, содержащий рольганг 1, центрователи 2, упор 3 с приводом 4 подъема, механизм перемещения, включающий направляющие рельсы 5, тянущую цепь 6 с закрепленными на ней жесткими упорами 7 и приводом 8 ее перемещения, приемные столы 9, штабелеры 10 и закалочные машины 11, каждая из которых содержит опорное основание 12 с жестко закрепленными на нем вертикальными пневмоцилиндрами 13, спрейеры 14 с узлом 15 подвески и приводом 16 вращения, а также трубопроводы 17 для подвода охлаждающей жидкости. Каждый спрейер 14 состоит из трех камер: наружной боковой 18, центральной 19 и внутренней боковой 20. 35 Каждая закалочная машина имеет жестко закрепленное на опорном основании 12 центрирующее устройство 21, выполненное в виде рамы 22 с двумя 40 рядами направляющих роликов 23, в котором с возможностью вертикального перемещения установлена несущаяштанга 24, связанная со штоками вертикальных пневмоцилиндров 13, внут ри которой в подшипниках 25 установлен двухканальный полый вал 26, верхний конец которого соединен с жестко закрепленным на штанге 24 приводом 16 вращения спрейеров 14, а к 50 нижнему концу прикреплен узел 15 подвески спрейеров, состоящий из ротора 27, выполненного в виде распределительной головки 28 с радиальными трубами 29 и ободом 30, и горизонтальных направляющих 31, которые установлены с возможностью перемещения. К горизонтальным направляющим 31, прикреплены спрейеры 14. Направляющие 31 шарнирно соединены с ротором тягами (рычагами) 32, Кроме того, каждая эакалочная машина имеет горизонтальное днище 33, расположенное ниже уровня,головок направляющих рельсов 5, а каждый спрейер 14 оснащен рядом форсунок 34, направленных под острым углом к горизонтальному днищу 29.Горизонтальные направляющие 31 узла подвески 15 спрейеров шарнирно подвешены на роторе 27, а каждый спрейер 14 имеет два вертикальных ролика 35 и установочные планки 36. Опорное основание каядой закалочной машины содержит горизонтальные обкатные ролики 37, установленные под ободом 30 ротора 27. Двухканальный полый вал 26 каждой эакалочной машины соединен через двухподводный гидравлический шарнир 38 с трубопроводами 17. Автоматизированная линия для термического упрочнения иэделий снабжена системой датчиков не показаны), фиксирующих окончание соответствуощих операций и дающих команды на начало последчющих операций, благодаря чему работа линии после поступления иэделия на рольганг 1 протекает в автоматическом режиме.Автоматизированная линия для термического унрочнения изделий с перечисленным оборудованием встраивается в поточные линии кольцепрокатных и бандажных цехов и в зависимости от заданной производительности на потоке включает соответствующее количество закалочных машин. Автоматизированная линия работает в следующей последовательности.Нагретое до температуры аустениэации изделие 39, например кольцо, укладчиком подается на рольганг 1, которым транспортируется вдоль автоматизированной линии до упора 3. При этом обрабатываемое изделие сначала центрируется по оси рольганга при помощи центрователей 2, направляющие которых разведены на размер, соответствующий наружному диаметру иэделия, а затем достигает опущенного упора 3 и останавливается.Для подачи изделия к соответствующей закалочной машине 11 включают приводы подъема 4 упора 3 и перемещения 8 тянущей цепи 6. Упор 3 поднимается, открывая проход изделию, а тянущая цепь б начинает перемещаться.Опии из жестких упоров 7, закреГенных на глнущей цепи 6, входит н контакт с внутренней поверхностьо кольцаи;ачинает тянуть изделие по направляюпим рельсам 5 вдоль техносгической линии, При этом слрейеры 14 закалочной машины подняты с гарантированньм зазором относительно леремещармого изделия, Когда кольцо 39 походитдо соответствующей закалочной машины,привод 8 перемещения тянущей цели ботключается, Изделие останавливаетсясоосно центру закалочной машины,В цтоковье полости вертикальныхпневмоцилиндров 13, установленных 15на опорном основании 12, подаетсясжатый воздух, Несущая штанга 21с узлом 15 подвески спрейеров 14движется вниз по направляющим роликам 23 центрирующего устройства 21 20по тех пор, пока обод 30 узла подвески спрейеров не упрется в горизонтальные обкатные ролики 37, При опускании узла 15 подвески спрейеров 14установочные планки 36, наезжая сво 25ей наклонной поверхностью на верхнюк, грань неподвижного изделия 39,отклоняются вместе с шарнирно подвешенными слрейерами 4 в направлении от центра изделия, обеспечиваямежду радиальными поверхностями изделия и соответствующими боковымикамерами 18 и 20 спрейеров гарантиронанные зазоры, исключающие возможность столкновения форсунок 34 и 35вертикальных роликов 35 опускаемыхспрейеров с нагретым изделием 39.Такая самоустановка спрейера относительно радиальных поверхностей изделия особенно эффективна в случаях, 40когда изделие имеет некоторую эллипсность (отклонение от округлости)или имеет место недостаточно точнаяостановка изделия, приводящая к отклонению центра изделия относительно закалочной машины.1В момент посадки обода 30 на горизонтальные обкатные ролики 37 подается команда на включение электро двигателя привода 16 вращения. Установленный в подшипниках 25 двухканальный полый вал 26 и жестко соединенный с ним узел 15 подвески спрей- еров начинают вращаться, Через двух подводный гидравлический шарнир 38 в двухканальный полый вал 26 подается охлаждающая жидкость, причем через центральный канал полого вала,распрепе 1 Те.15 у)оок 28%жний ряп ра;иальных рб 29 охладит л, лодвоцится н наружные боковые 18 и е н трал ьне 19 к амеры н ращаюпих с ч спрейеров 14, а через кольцевой периферийный канал полого вала 26, распределительую головку 27 и верхний ряд радиальных труб 29 - во внутренние боковые спрейерные камеры 20,. Охлаждающая жидкость из отверстий спрейерных камер подается на верхнюю и радиальные грани обрабатываемого изделия 39. Из форсунок 34 струи охладителя под острым углом направляются к горизонтальному днищу 33 и, отражаясь от него, попадают на нижнюю грань термоупрочняемого изделия. Центробежные силы, которые возникают лри вращении спрейеров 14, отклоняют ,последние в направлении от оси вращения.Вертикальные ролики 35 спрейеров прижимаются к внутренней радиальной поверхности изделия-кольца 39 и спрейеры катятся по ней как по копиру. В результате между боковыми камерами 18 и 20 вращающихся спрейеров и радиальными поверхностями изделия, даже в случаях его несоосности с закалочной машиной или отклонения отокруглости, постоянно поддерживается одно и то же расстояние (40 - 50 мм). Между центральными спрейерными камерами 19 и верхней гранью изделия также поддерживается постоянный зазор, так как обод 30 узла 15 подвески спрейеров, вращаясь, катится по горизонтальным обкатным роликам 37, которые, воспринимая статические нагрузки, устраняют торцевое биение обода 30. По окончании процесса охлаждения отключают подачу охлаждающей жидкости, электродвигатель привода 16 вращения и включают вертикальные пневмоцилиндры 13 на подъеме. Спрейеры 14 останавливаются, а их вертикальные ролики 35 отходят от внутренней радиальной поверхности изделия. Несущая штанга 24 с двухканальным полым налом 26 и узлом 15 подвески спрейгров поднимается н крайнее верхнее лоложенче. Включают привод 8 перемещения тянущей цепи. При этом тянущая цепь 6 при помощи жесткого упора 7 тянет охлажденное изделие 39 по направляющим рельсам 5 дальше по технологическому потоку5 129484При эксплуатации автоматизированной линии можно применять два варианта загрузки закалочных машин - последовательную загрузку и непрерывную. Когда изделие полностью охлаждается в одной закалочной машине, то целесообразно использовать последовательную загрузку, при которой сначала загружается четвертая закалочная машина, затем третья, вторая и первая. Термо- О упрочненные иэделия н той же последовательности выдаются на приемные столы 9, а затем на штабелеры 10, где онискладываются в стопы.После выдачи изделия иэ первой ма шины начинается следующий цикл загрузки. В зависимости от заданнойпроизводительности на потоке количество работающих закалочных машин может изменяться от четырех до двух, 20Наибольшую производительность линия имеет при использовании варианта непрерывной загрузки, согласно которому каждое изделие охлаждается в нескольких машинах, т,е. реализуется процесс ступенчатого термоупрочнения. При работе на четырех машинах время охлаждения на каждой из них составляет одну четвертую от продолжительности полного охлаждения иэделия, При этом 30 изделие сначала загружается н первую эакалочную машину, где охлаждается до определенной температуры. После этого изделие из первой закалочной машины переводится во вторую, и одновременно З 5 в первую машину с рольганга 1 поступает следующее изделие. Затем следует операция охлаждения, после чего из второй машины иэделие поступает в третью, из первой - во вторую, с 40 рольганга 1 - в первую и т,д. Иэделия, прошедшие все четыре ступени охлаждения, выдаются на приемные столы 9 и штабелеры 10. Использование варианта непрерывной загрузки позволяет форми ровать на каждой машине свой режим охлаждения. Использование предлагаемой линии позволит повысить пропускную способность термического участка на 19 Е эа счет сокращения производительности цикла работы закалочной машины на40 с,Так как в процессе термоупрочнения 55 изделие неподвижно лежит на напранляющих рельсах, а спрейеры, установленные в горизонтальных направляющих с возможностью перемещения, нращаются вокруг изделия, то н эакалочных чашинах линии можно термоупрочнять не только колеса, но и иэделия типа тел вращения широкого сортамента, такие как бандажи, кольца с широким диапазоном диаметров и высот, заготовки для шестерен, а также особо тяжелые кольцевые изделия диаметром до 3000 мм и высотой до 350 мм,За счет дифференциального охлаждения иэделий н закалочных машинах формируется благоприятная система остаточных напряжений.Так как все спрейерные камеры в процессе термоупрочнения оказываются точно сориентированными относительно соответствующих охлаждаемых поверхностей, это приводит к однородному распределению механических свойств н рабочем слое термоупрочненного иэделия.формирование на каждой эакалочной машине своего режима охлаждения при непрерывном варианте загрузки дает возможность более гибко упранлять процессом термообработки и осуществлять различные способы термоупрочнения.Формула изобретения1. Автоматизированная линия для термического упрочнения изделий, содержащая механизм загрузки, механизм перемещения изделий вдоль линии, последовательно установленные эакалочные машины, каждая из которых выполнена в виде опорного основания с закрепленным на нем пневмоцилиндром вертикального перемещения, спрейера с узлом подвески и привода вращения спрейера, трубопроводы подвода охладителя к закалочным машинам, приспособление выгрузки, о т л и ч а ющ а я с я тем, что, с целью расширения технологических возможностей и сортамента обрабатываем,х изделий, линия снабжена размещенными н каждой закалочной машине центрирующнм устройством, закрепленном на опорном основании, полой штангой, расположенной в центрирующем устройстве, и установленным ковксиально штанге в подшипниках многоканальным полым валом, соединенным с трубопроводом подачи охладителя, и верхним концом с приводом вращения спрейера, а нижним - с узлом подвески, выполненным н виде ротора с ободом с внешней стороны, распределительной головки1 94843 с радиальными трубами, закреплеццымив роторе, и горизонтальных направляющих, имеющих возможность перемещаться и к которым прикреплены спрейеры, при этом центрирующее устройство выполнено в виде рам с направляющими роликами, а полая штанга соединен 4 с пневмоцилиндром вертикального перемещения. Ю2. Линия по и. 1, о т л и ч а ющ а я с я тем, что механизм перемещения выполнен в виде направляющих рельс и приводного цепного транспортера с упорами,3. Линия по пп. 1 и 2, о т л ич а ю щ а я с я тем, что она снаб 3 ,жена расположенным в каждой закалочной машине ниже уровня головки направляющих рельс горизонтальным днищем, а спрейер выполнен П-образным Яс рядом форсунок, нижние иэ которых направлены под острым углом к днищу.4. Линия по пп. 1 и 2, о т л ич а ю щ а я с я тем, что горизонтальные направляющие узла подвески шарнирно соединены через тяги с ротором, а каждый спрейер выполнен с вертикальными роликами и направляющими планками.5. Линия по и. 1, отличающ а я с я тем, что она снабжена установленными на опорном основании каждой закалочной машины под ободом роторе горизонтальными обкатными роликами.6 Линия по и, 1, о т л и ч а ющ а я с я тем, что многоканальный вал каждой закалочной машины соединен с трубопроводами подачи охладителя через многоподводный гидравлический шарнир.1294843 Ф 82 Составитель Н. Куэовкинагорова Техред Л.Олейник Корректор С.Че акаэ. 563/28 Тираж 550 ВНИИПИ Государственного по делам иэобретений 113035, Москва, Ж, РПодписномитета СССР ткры б., д, 4/ шская роектная,роиэводственно-полиграфическое предприятие, г.ужгород
СмотретьЗаявка
3888944, 22.04.1985
ИНСТИТУТ ЧЕРНОЙ МЕТАЛЛУРГИИ
БАШИЛОВ ГЕННАДИЙ НИКОЛАЕВИЧ, УЗЛОВ ИВАН ГЕРАСИМОВИЧ, ЕСАУЛОВ АЛЕКСАНДР ТРОФИМОВИЧ, ЧЕРЕВИК ЮРИЙ ИВАНОВИЧ, СТЕПАНЕЦ АНАТОЛИЙ ВЛАДИСЛАВОВИЧ, ВАСИЛЬКОВСКИЙ ВИТАЛИЙ ПАНКРАТЬЕВИЧ, КАРАСЕВ МИХАИЛ АНДРЕЕВИЧ, МИРОШНИЧЕНКО НИКОЛАЙ ГРИГОРЬЕВИЧ, СОМОВ БОРИС СТЕПАНОВИЧ, ГУСЕВ СТАНИСЛАВ АНАТОЛЬЕВИЧ, МАМИН АЛЕКСАНДР ИЛЬИЧ, НОВОСЕЛОВ ПЕТР НИКОЛАЕВИЧ, СТАРОСЕЛЕЦКИЙ МИХАИЛ ИЛЬИЧ, БЫКОВ ПЕТР ПАВЛОВИЧ
МПК / Метки
МПК: C21D 1/02
Метки: автоматизированная, линия, термического, упрочнения
Опубликовано: 07.03.1987
Код ссылки
<a href="https://patents.su/7-1294843-avtomatizirovannaya-liniya-dlya-termicheskogo-uprochneniya-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Автоматизированная линия для термического упрочнения изделий</a>
Линия межоперационного перемещения изделий

Номер патента: 1202813
Опубликовано: 07.01.1986
Автор: Ильин
МПК: B23Q 41/02
Метки: линия, межоперационного, перемещения
...гайку 17 с прямыми зубьями на внешней образующей (зубчатое ко.со), шестерню 18, насаженную на вал винтового мотор-редуктора 15. На внутреннем конце штока-винта 16 каждого винтового цилиндра установлен поршень 19.В винтовом цилиндре 13 имеется шпонка 20, которая перемещается вместе с поршнем по шпоночному пазу в корпусе винтового цилиндра 3, Таким образом, шток- винт 16 не имеет возможности вращаться вокруг своей оси, а только перемещаться поступательно.На внешнем конце штока-винта 16 основного винтового цилиндра 13 прикреплена траверса 2 с двумя крюками 22, Предлагаемая линия содержит также первый накопитель 23, станки 24 и 25 и второй накопитель 26.Линия работает следующим образом.20283 30 35 45 50 55 О 5 20 25 После пуска конвейера 2...
Подвеска грузонесущего конвейера для изделий

Номер патента: 387891
Опубликовано: 01.01.1973
МПК: B65G 17/32
Метки: грузонесущего, конвейера, подвеска
...оси рамки втулкой, удерживаемой от вращения пружинами и упорами, а рамка снабжена плоской пружиной, сталкивающей изделие при взаимодействии ролика рамки с копиром трассы конвейера. Изобретение относится,к конвеиеростроению.Известны подвески грузонесущего конвейера для изделий с отверстием, включающиекаркас и несущую рамку, снабженную расположенной в ее нижней части консольной полкой для изделия и в верхней части роликом,взаимодействующим с копиром трассы дляотклонения подвеоки от вертикальной оси,Цель изобретения - повышение надежности конструкции и ускорение разгрузки.Для этого консольная полка предлагаемойподвески,выполнена в виде штыря, жесткосвязанного со свободно вращающейся на осирамки втулкой, удерживаемой от вращения...
Рольганг для продольного перемещения и вращения изделий цилиндрической формы

Номер патента: 982990
Опубликовано: 23.12.1982
Авторы: Кабаненко, Ляшенко, Семенов, Соколов
МПК: B65G 13/02
Метки: вращения, перемещения, продольного, рольганг, формы, цилиндрической
...направлении посредством привода 9. На опорах 1 установ лены регулируемые упоры 10, выполненные, например, в виде винтов,снабженных контргайками. Упоры 10предназначены для ограничения перемещения тяги 8 и обеспечения необходимого положения роликов 5 и б в зависимости от диаметра транспортируемых изделий путем изменения величиныамплитуды перемещения третьего плечарычага 3. 40Рольганг является одним иэ элементов установки для сварки стыковтруб во время их вращения, Механизмвращения размещен на сварочном станке 11 (Фиг, 3) и снабжен эажимными 45патронами 12, связанныгли " приводом(не показан) .Механизм продольного перемещениятруб размещен между сварочным станком 11 и рольгангом и выполнен вниде пары роликов 13, смонтированныхна опоре 14....
Механизм поступательного перемещения и вращения длинномерного цилиндрического изделия

Номер патента: 1146110
Опубликовано: 23.03.1985
Авторы: Игнатовский, Миндлин, Потемкин, Третьякова
Метки: вращения, длинномерного, изделия, механизм, перемещения, поступательного, цилиндрического
...попарно, а рабочие элементы выполнены в виде подпружиненных в направлении оси изделия колодок, каждая из которых связана с одним из плунжеров посредством шарнирного параллелограмма.Кроме того, средство возвратно- поступательного перемещения плунжеров попарно выполнено в виде неподвижно установленного на станине со" осно с обоймой копира, имеющего профилированную торцовую поверхность, взаимодействующую с торцами плунжеров, причем профиль выполнен в виде зубцов, представлякицих собой в се:е 1нии разносторонние треугольники, а количество зубцов равно количеству пар плуижеров.На фиг.1 изображены два механизма поступательного перемещения и вращения длинномерного цилиндрического иэделия, входящие в состав устройства для пескоструйной...
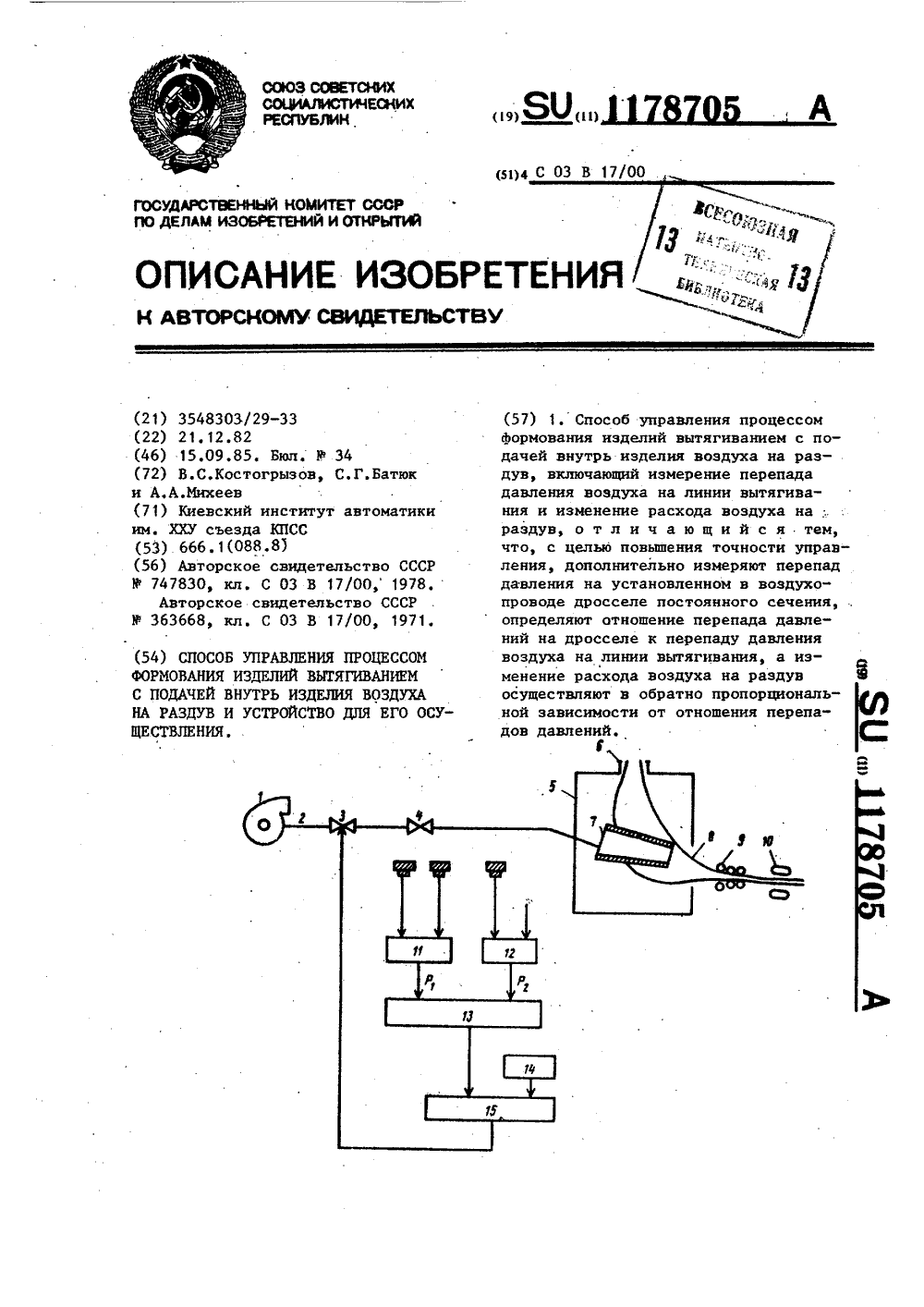
Способ управления процессом формования изделий вытягиванием с подачей внутрь изделия воздуха на раздув и устройство для его осуществления
Номер патента: 1178705
Опубликовано: 15.09.1985
Авторы: Батюк, Костогрызов, Михеев
МПК: C03B 17/00
Метки: внутрь, воздуха, вытягиванием, изделия, подачей, процессом, раздув, формования
...которое представляет собой отношение перепадов давления на различных гидравлических сопротивлениях - на постоянном сопротивлении, характеризуемом величиной ар , и на переменном сопротивлении линии вытягивания, изменяющимся при изменении среднего по длине линиивнутреннего диаметра и характеризуемом величиной Ьр, Так как расход воздуха по длине воздухопровода и линии вытягивания одинаковый, отношение ар /Ьр не зависит от расхода воздуха и определяется только геометрическими характеристиками сопротивлений и температурами воздуха Т и Т 2. При постоянных температурах, что яв1178705 4 Заказ 5604/19 . Тираж 457 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д. 4/5Филиал ППП...
Предыдущий патент: Устройство для внепечной обработки металла
Следующий патент: Установка для термоциклической обработки деталей
Случайный патент: Инструмент для обработки хрупких материалов