Устройство для адаптивного программного управления станком
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1003026
Авторы: Ищенко, Шульгиненко




Текст
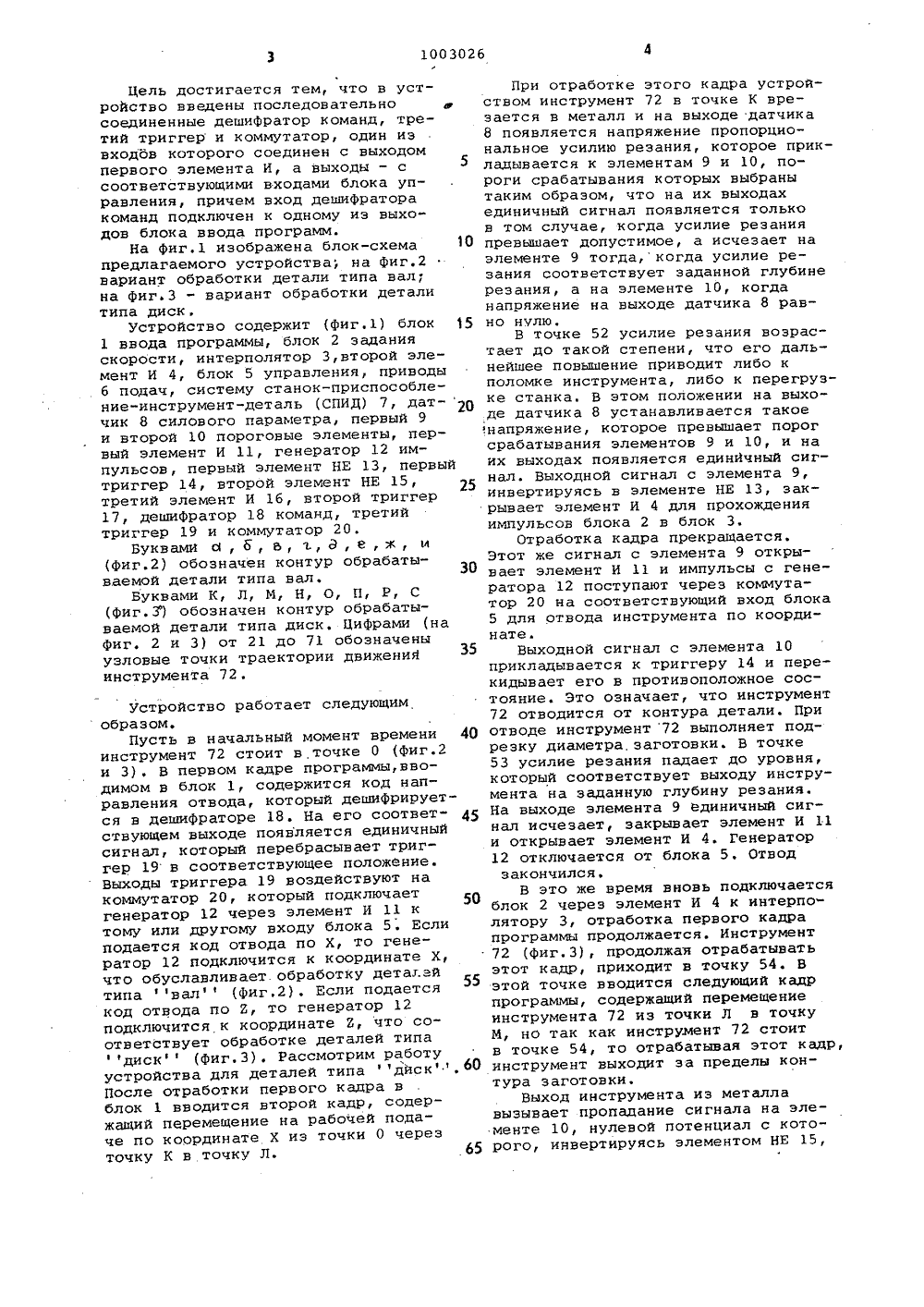
ОП ИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеспублик 1 11 003026 1) Дополнительное к авт. свид 48353 21) 3333705/18(22) Заявлено 040981с присоединением зая(511 М Кп з6 05 В 19/396 05 В 19/403С 05 В 13/02В 23 Я 15/12 арственныи комитеСССРделам изобретенийи открытий Опубликовано 0 3.8 3, Бюллетен 53 УДК03 8) а опубликования описания 07038 72) Авторыизобретения гиненко и Г.А. Ищенко 71) Заявител 54) УС ТВОПРАВ Я АДАПТИВНОГО ПРОГРАММНОГО НИЯ СТАНКОМ ли т авне Изобретение относится к автоматике и вычислительной технике, в частности к системам числового программного управления металлорежущими станками с заданием информации в цифровом коде.По основному авт.св . 9 748353 известно устройство для адаптивного программного управления станком, используемое на токарных станках с числовым программным управлением, Это устройство содержит датчик силового параметра, последовательно соединенные интерполятор, блок управления и приводы подач, а также блок ввода программы, первый выход которого соединен с входом блока задания скорости, а второй выход - с первым входом интерполятора, Оно содержит также первый триггер, последовательно соединенные генератор импульсов и первый элемент И, последовательно соединенные первый пороговый элемент, первый элемент НЕ и второй элемент И, а также последовательно соединенные второй пороговый элемент, второй элемент НЕ, третий элемент И и второй триггер, выход которого :оединен с входом блока управления и с входом блока ввода программы,а второй вход - с выходом приводаподач и с первым входом первого триггера, подключенного выходом к втоРому входу третьего элемента И, авторым входом - к выходу второгопорогового элемента, вход которогосоединен с выходом датчика силовогопараметра и с входом первого порогового элемента, подключенного выходомчерез первый элемент И к второмувходу блока управления, а второйвход и выход второго элемента И соединены с выходом блока задания скорости и с вторым входом интерполятора соответственно 13.Недостатком известного устройства является невозможность обработкис одинаковой эффективностью деталей,где имеет место преимущественно торцевое точение (дета ипа дисков,колес и т.п.) по ср нию с деталями типа валов.Целью изобретения является расширение области применения устройст ва для обработки с одинаковой эффективностью деталей как типа валов,так и типа дисков, т.е, обеспечениев процессе обработки съема припусков как диаметральных, так и торце вых.Цель достигается тем, что в устройство введены последовательно4 У соединенные дешифратор команд, третий триггер и коммутатор, один из входов которого соединен с выходом первого элемента И, а выходы - с5 соответствующими входами блока управления, причем вход дешифратора команд подключен к одному из выходов блока ввода программ.На фиг.1 изображена блок-схема 10 предлагаемого устройства; на фиг.2 вариант обработки детали типа вал; на фиг.З - вариант обработки детали типа диск .Устройство содержит (фиг,1) блок 15 1 ввода программы, блок 2 задания скорости, интерполятор З,второй элемент И 4, блок 5 управления, приводы 6 подач, систему станок-приспособление-инструмент-деталь (СПИД) 7, дат чик 8 силового параметра, первый 9 и второй 10 пороговые элементы, первый элемент И 11, генератор 12 импульсов, первый элемент НЕ 13, первый триггер 14, второй элемент НЕ 15, третий элемент И 16, второй триггер 17, дешифратор 18 команд, третий триггер 19 и коммутатор 20.БуквамИ с, б, ь, ъ,д,е,ж, и (Фиг.2) обозначен контур обрабатываемой детали типа вал.Буквами К, Л, М, Н, О, П, Р, С (Фиг.З) обозначен контур обрабатываемой детали типа диск, Цифрами (на Фиг, 2 и 3) от 21 до 71 обозначены узловые точки траектории движения инструмента 72. Устройство работает следующимобразом,Пусть в начальный момент времени 40инструмент 72 стоит в точке 0 (фиг.2и 3). В первом кадре программы,вводимом в блок 1, содержится код направления отвода, который дешифрируется в дешифраторе 18. На его соответствующем выходе появляется единичныйсигнал, который перебрасывает триггер 19 в соответствующее положениеВыходы триггера 19 воздействуют накоммутатор 20, который подключаетгенератор 12 через элемент И 11 ктому или другому входу блока 5. Еслиподается код отвода по Х, то генератор 12 подключится к координате Х,что обуславливает. обработку детаг.айтипа вал (Фиг.2). Если подаетсякод отвода по Е, то генератор 12подключится к координате 2, что соответствует обработке деталей типадиск (фиг.З). Рассмотрим работуустройства для деталей типа фдйск, 60После отработки первого кадра вблок 1 вводится второй кадр, содержащий перемещение на рабочей подаче по координате Х из точки 0 черезточку К в точку Л. 65 При отработке этого кадра устройством инструмент 72 в точке К врезается в металл и на выходе датчика8 появляется напряжение пропорциональное усилию резания, которое прикладывается к элементам 9 и 10, пороги срабатывания которых выбранытаким образом, что на их выходахединичный сигнал появляется тольков том случае, когда усилие резанияпревышает допустимое, а исчезает наэлементе 9 тогда, когда усилие резания соответствует заданной глубинерезания, а на элементе 10, когданапряжение на выходе датчика 8 равно нулю,В точке 52 усилие резания возрастает до такой степени, что его дальнейшее повышение приводит либо кполомке инструмента, либо к перегрузке станка. В этом положении на выходе датчика 8 устанавливается такое,напряжение, которое превышает порогсрабатывания элементов 9 и 10, и наих выходах появляется единйчный сигнал. Выходной сигнал с элемента 9,инвертируясь в элементе НЕ 13, закрывает элемент И 4 для прохожденияимпульсов блока 2 в блок 3,Отработка кадра прекращается.Этот же сигнал с элемента 9 открывает элемент И 11 и импульсы с генератора 12 поступают через коммутатор 20 на соответствующий вход блока5 для отвода инструмента по координате.Выходной сигнал с элемента 10прикладывается к триггеру 14 и перекидывает его в противоположное состояние. Это означает, что инструмент72 отводится от контура детали. Приотводе инструмент 72 выполняет подрезку диаметра, заготовки, В точке53 усилие резания падает до уровня,который соответствует выходу инструмента на заданную глубину резания.На выходе элемента 9 единичный сигнал исчезает, закрывает элемент И 11и открывает элемент И 4. Генератор12 отключается от блока 5, Отводзакончился.В это же время вновь подключаетсяблок 2 через элемент И 4 к интерполятору 3, отработка первого кадрапрограммы продолжается. Инструмент72 (фиг.З), продолжая отрабатыватьэтот кадр, приходит в точку 54. Вэтой точке вводится следующий кадрпрограммы, содержащий перемещениеинструмента 72 из точки Л в точкуМ, но так как инструмент 72 стоитв точке 54, то отрабатывая этот кадр,инструмент выходит за пределы контура заготовки.Выход инструмента из металлавызывает пропадание сигнала на элементе 10, нулевой потенциал с которого, инвертируясь элементом НЕ 15,вызывает появление единичного сигнала на выходе элемента И 16, так как на его другом входе стоит единичный потенциал от триггера 14. Единичный потенциал с выхода элемента И 16 вызывает опрокидывание триггера 17 и на его выходном плече появляется сигнал, который дает команду на установку в блоке 1 первого кадра программы, а в блок 5 на установку приводов 6 в исходное состояние. 0 Установка приводов 6 в исходное состояние происходит на ускоренной подаче, причем сначала по координате Х, а затем по координате 2 (по точкам 55-0-0). Как только приводы 6 15 установятся в исходное состояние по обеим координатам, те в свою очередь сбрасывают триггеры 14 и 17 в исходное ссстояние. В это время в блоке 1 ввода уже установился первый О кадр программы, а инструмент 72 стоит в точке 0 и устройство начинает работу сначала.Аналогично идет обработка деталей типа вал с той лишь разницей, что отвод по команде первого кадра программы осуществляется по координате Х, и возвращение приводов подач в исходное состояние осуществляется сначала по координате Е, а затем по координате Х. При обработке по последнему проходу, когда инструмент не отводился от контура детали в блок 1 от программы вводится команда либо на смену инструмента, либо конец программыф.Изобретение позволяет. расширить применение устройства и производить обработку с одинаковой эФфективностью деталей двух классов: валов и дисков,Формула изобретенияУстройство для адаптивного программного управления станком по авт.св. 9 748353, о т л и ч а ю щ е ес.я тем, что, с целью расширенияобласти применения устройства, в него введены последовательно соединенные дешиФратор команд, третий триггер и коммутатор, один из входовкоторого соединен с выходом первогоэлемента И, а выходы - с соответствующими входами блока управления,причем вход дешифратора команд подключен к одному из выходов блокаввода программ.Источники иНФормации,принятые во внимание при экспертизе1. Авторское свидетельство СССРУ 748353, кл. 6 05 В 19/39, 1978.1003026Составитель В. ДиановРедактор В. Иванова Техред Е,Харитончик КоРРектоР И,. Ватрушкина Эакаэ 1548/29 Тираж 872 Подписное ВНИИПИ Государственного комитета СССРпо делам иэобретений и открытий113035, Москва, Ж, Раущская наб., д. 4/5филиал ППП Патент, г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
3333705, 04.09.1981
ПРЕДПРИЯТИЕ ПЯ А-1575
ШУЛЬГИНЕНКО ВАСИЛИЙ КОНСТАНТИНОВИЧ, ИЩЕНКО ГЕННАДИЙ АЛЕКСЕЕВИЧ
МПК / Метки
МПК: G05B 19/39
Метки: адаптивного, программного, станком
Опубликовано: 07.03.1983
Код ссылки
<a href="https://patents.su/6-1003026-ustrojjstvo-dlya-adaptivnogo-programmnogo-upravleniya-stankom.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для адаптивного программного управления станком</a>
Устройство для контроля делительного блока

Номер патента: 1115056
Опубликовано: 23.09.1984
Авторы: Баранов, Кремез, Лачугин, Роздобара
МПК: G06F 11/10
Метки: блока, делительного
...И первой, второй-и третьей групп соединены соответственно с информационными входами первого, второго и третьего коммутаторов, управляющий вход первого коммутатора соединен с выходом первого дешифратора и входом первого шифратора, выходы первого коммутатора и первого шифратора соединены с группой входов первого слагаемого сумматора, группа входов второго слагаемого которого соединена с выходами третьего шифратора и третьего коммутатора, управляющий вход которого соединен с выходом третьегоешифратора и входом третьего шифратора, выход второго дешифратора соединен с управляющим входом второго коммутатора и входом второго шифратора, выходы которых соединены с второй группой входов узла сравнения. На чертеже изображена функциональ ная...
Устройство для проверки исправности блоков защиты

Номер патента: 1361650
Опубликовано: 23.12.1987
Авторы: Будько, Киселев, Короп, Спичак
МПК: H01H 69/01
Метки: блоков, защиты, исправности, проверки
...И-НЕ 25 поступает сигнал логической 31 111 , при этом он пропускает импульсы напряжения, поступающие на его второй вход через элемент И-НЕ 24 с ге40 45 50 55 з 13 нератора 23. Эти импульсы поступают на входы синхронизации триггеров коммутатора 33 проверки, изменяя код на его инверсных выходах триггеров с "000001".на "000010". Логическая "1" на выходе, следующем после триггера 41, включает. через второй ключ 42 выходной элемент 47. Замыкающий контакт 52 срабатывает, имитируя снижение сопротивления изоляции. Аналогично проверяются последующие блоки защит аBятый импульс генератора 23 устанавливает на инверсных выходах триггеров коммутатора 33 проверки код "100000". Логическая "1" с инверсного выхода триггера 39 коммутатора 33...
Способ производства ретуши негативов, например, для автоматического расчленения второго элемента нагрузки карты

Номер патента: 76603
Опубликовано: 01.01.1949
Автор: Степанов
МПК: G03C 11/04, G03F 3/02
Метки: второго, карты, нагрузки, например, негативов, производства, расчленения, ретуши, элемента
...Вместо ретуши, рсту- ШЕ) ЗЗК)ЫВЗЕТ НСГЯТИВ СПЛОШЬ КИСТЫО 1)СТВО)О. ЖИРОВОГО КРЗС 11 СГ 1 Я.ЭтОт ряство) Окряшивяст на неГЗтизе когГсдиоппь 1 Ззпитньй с.01 (Бп)Тыв 251 ь В неГО) ВО всех те места ., Глс Он пс ззк;)ьт зквзрсгп- ной крзско 1, но Оп 1 е спосооен пронкнут, через су:01 СГОЙ зкв 1)ел- ИОЙ 1:,рас 1,и. КОГда )Яствор красителя Высо.нет, с псГ 1 тиВ 2 смыВЯют ВО- дОЙ квя)ельную кр доку. П)и этом нз нсГзтпвс авто Зтисски Откры 2 ется элеяепт нагрузки, относящийся к другому красочному обьскту, 2 котурная основа о:тастся за)крашенной до полной светопепроницасмоЪо .у 660 сти, приведсрпным раств 01)ом красителеЙ, которые В Воде совершенно нераСТВОрИМЫ И ПОЭТОМУ ПрИ СКЫВЕЕ аКВарЕЛЬНОЙ КраСКИ НЕ ьдад 5 ИОТСЯ.Такик образом, после такой...
Автоматический синтезатор релейных схем

Номер патента: 723586
Опубликовано: 25.03.1980
Авторы: Токмаков, Токмакова, Ширина
МПК: G06F 17/00
Метки: автоматический, релейных, синтезатор, схем
...В процессе считывания исходной таблицы, на выходе блока 7 составления расширенной таблицы состояний формируется сигнал П (последовательность значений первой кодирующей переменной), который с первого выхода поступает в блок 10 сравнения. В блоке 10 сигнал Н сравнивается с очередным конституентом, выставленным на первом каскаде генератора 4 и в случае совпаде- З 5 ния сигнала П с конституентом формируются сигналы Ц или Ц на первом и втором выходах блока 10 в зависимости от значений заданной функции Р в момент совпадения, Эти сигналы поступают в блок 11 умножения, где считаются и перемножаются числа импульсов этих сигналов.,Результат умножения запоминает блок 11 умножения. Затем генератор 4 конституентов по сигналу У поступающему с...
Устройство управления электродвигателями

Номер патента: 1081621
Опубликовано: 23.03.1984
Авторы: Дубилович, Полунин, Примшиц, Щерба, Юшкевич
МПК: G05B 11/01
Метки: электродвигателями
...с первым входом третьего эле" мента И 23. Второй вход третьего элемента 18 через второй элемент НЕ 11 соединен с первым выходом дат ,чика 3 солнечной радиации, Выход третьего элемента И 23 через вход 50 логического блока 41 соединен с первым входом седьмого элемента ИЛИ 38Второй вход. седьмого элемента ИЛИ 38 через вход 49 логического блока 41 и вход 59 устройства 43 соединен с выходом "Азимут - на зад" .оптического датчика 1 отражен . ных от гелиостата лучей. Выходы азимут - впередп и "Азимут -. на" зад" оптического. датчика 1 отраженных отгелиостата лучей через элемент ИЛИ-НЕ 20 соединены с одним из входов четвертого элемента И 22, другой вход которого соединен с выходом триггера 18, последний входкоторого через последовательно...
Предыдущий патент: Программно-временное устройство
Следующий патент: Устройство для измерения механических параметров микровыключателя
Случайный патент: Регенеративная установка