Установка для изготовления кера-мических форм по выплавляемыммоделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
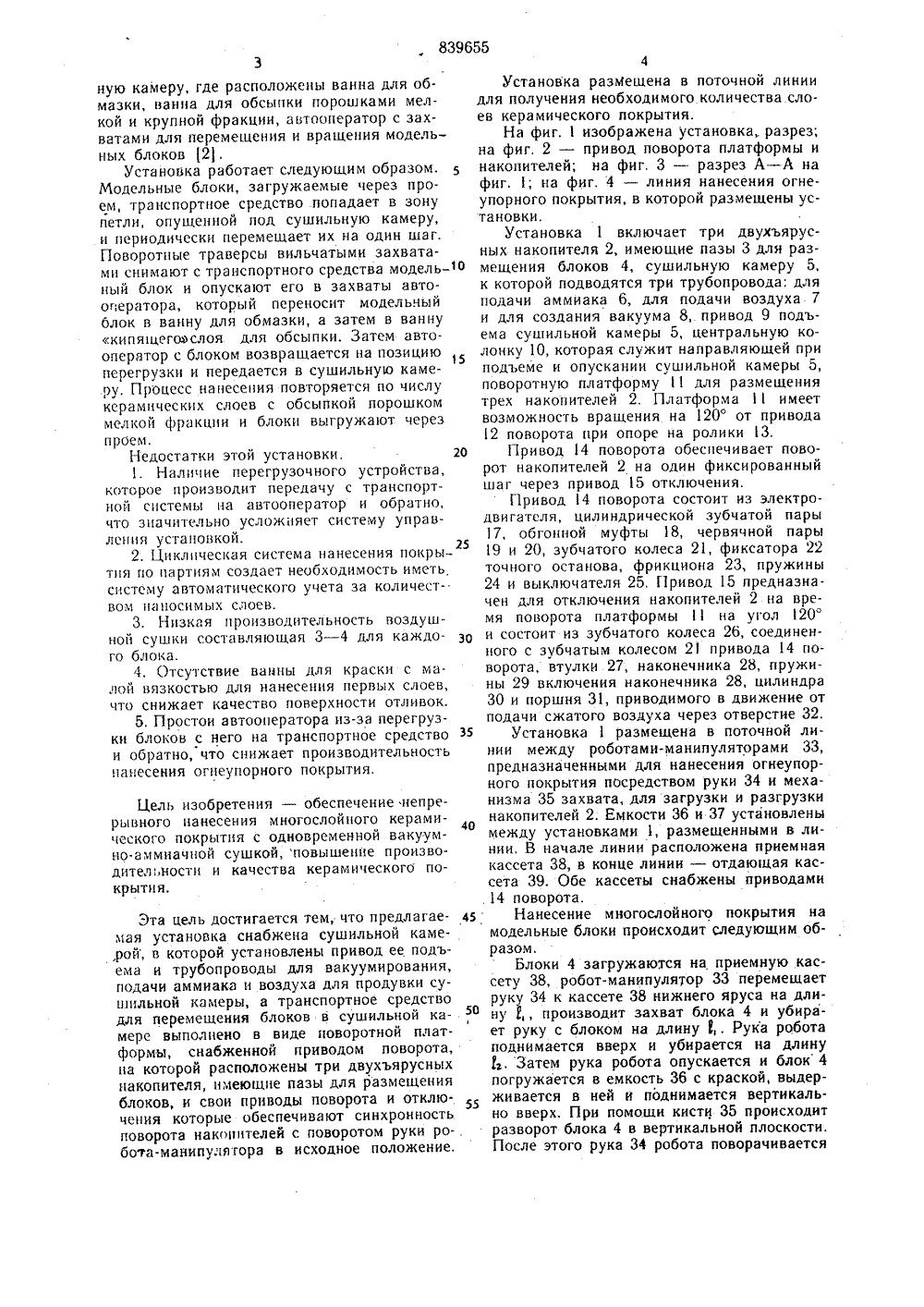
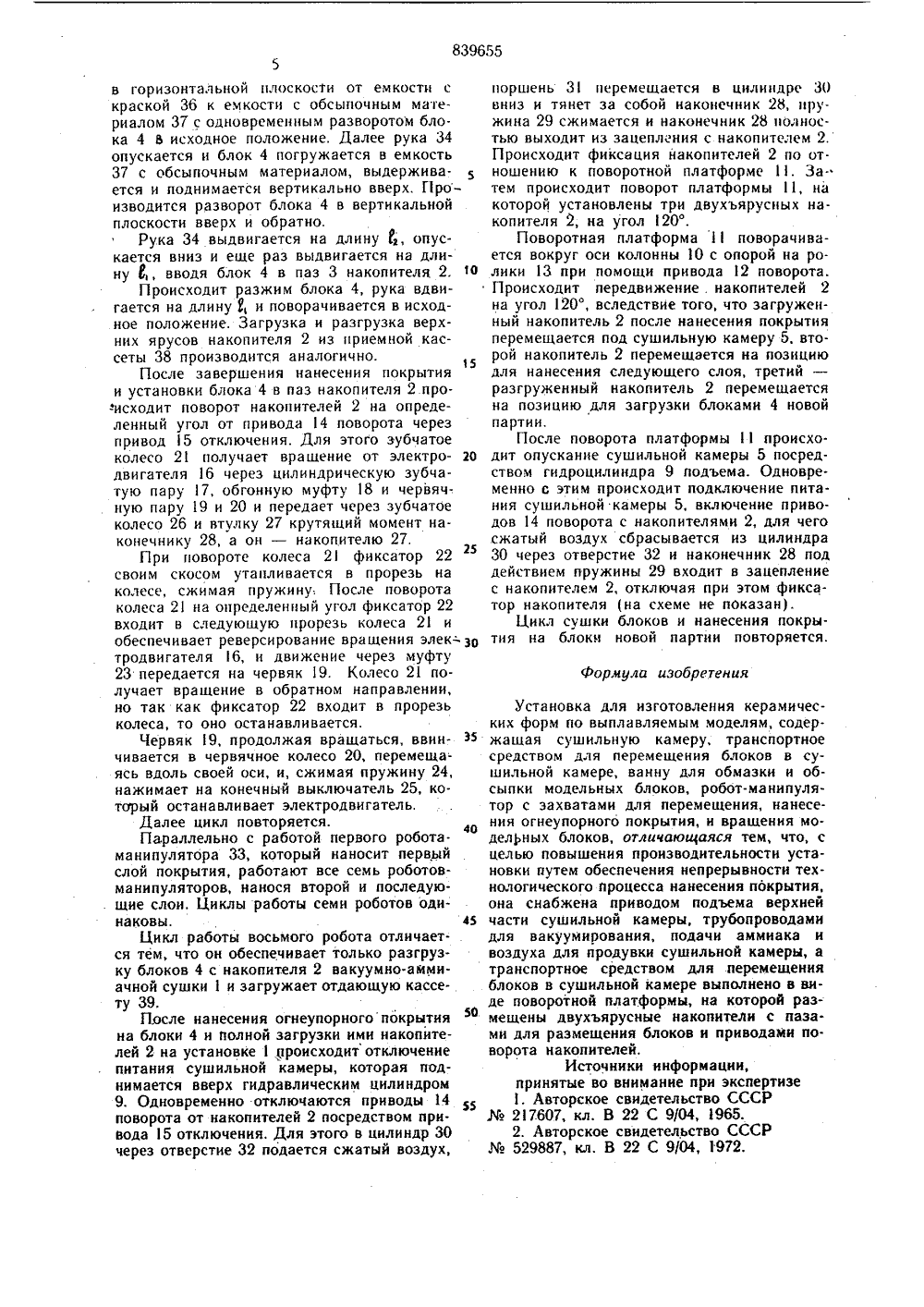
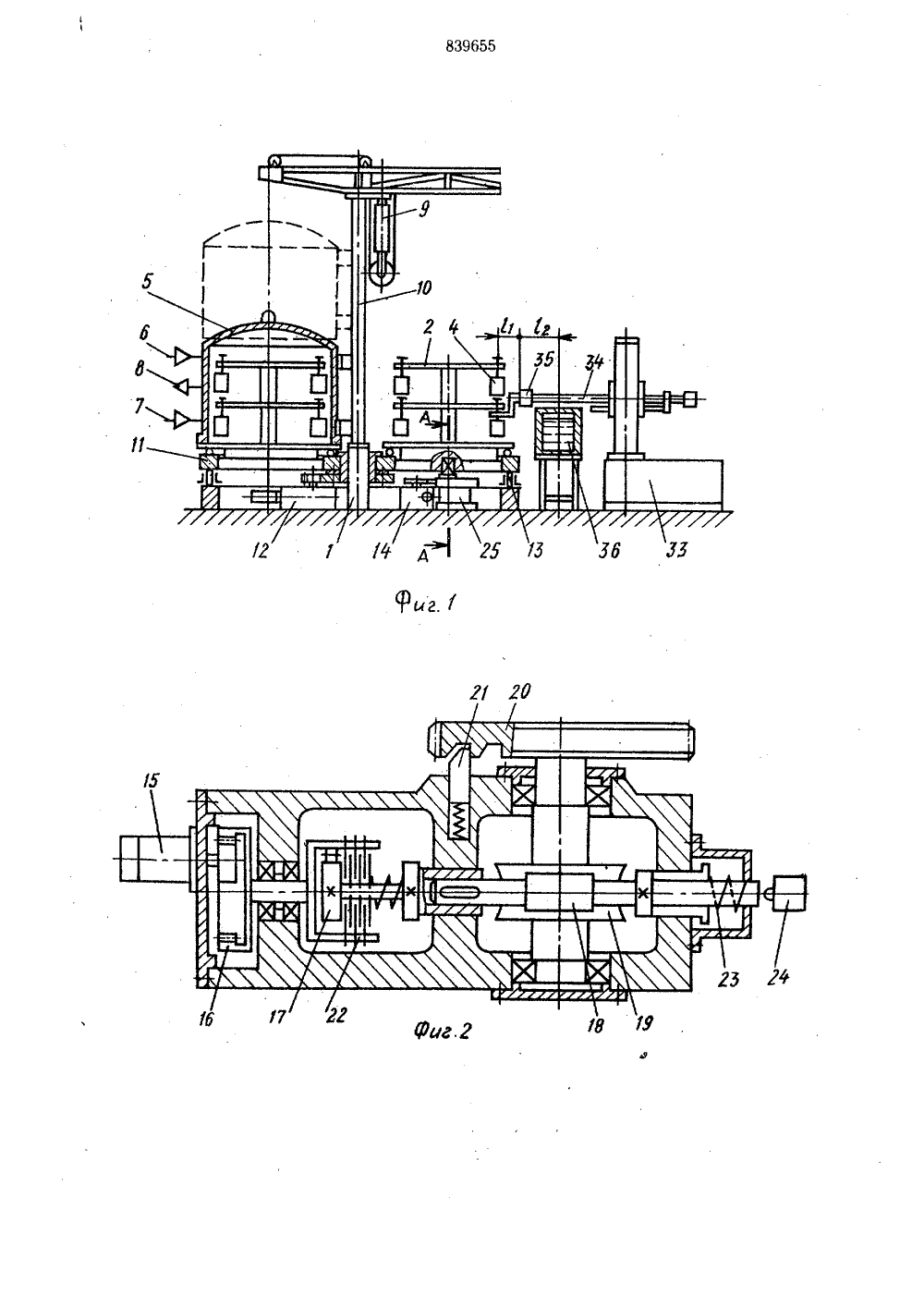
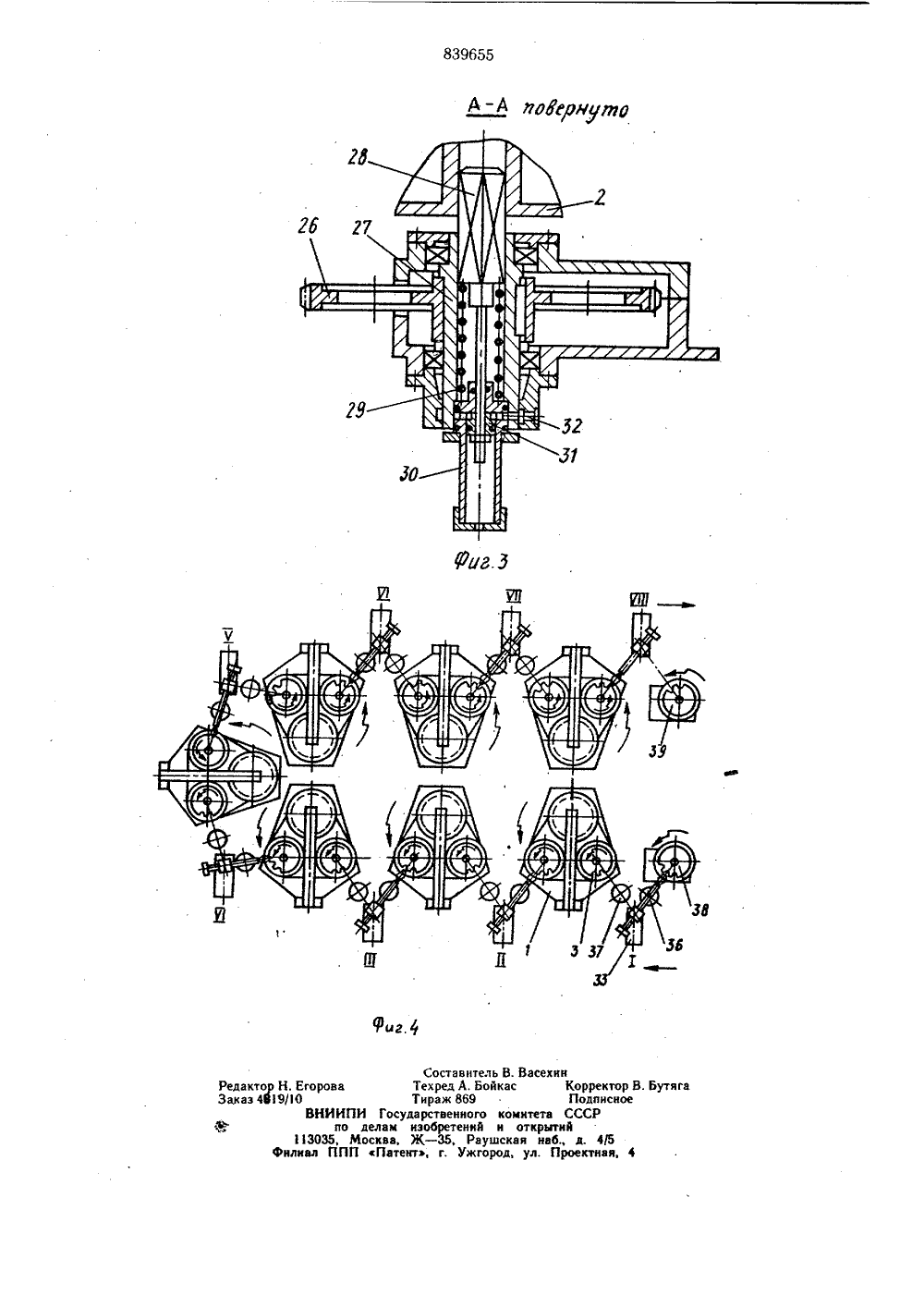
ОП ИСАНИЕ ИЗОБРЕТЕНИЯ Союз СоеетскнкСоцналистическнхРеслублнк оц 839655 К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(53) (УДК) 621.74. .045 (088.8) Опубликовано 23,06,8. Бюллетень23 до делам нэабретений и открытийДата опубликования описания 03.07.81(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ1Изобретение относится к литейному производству, в частности к оборудованию дляизготовления форм точного литья по выплавляемым моделям, и может быть использованс 1 на машиностроительных заводах многихотраслей промышленности.Известен полуавтомат для изготовлениякерамических оболочек литья по выплав-.ляемым моделям, состоящий из бака с мешалкой для обмазки, бака для обсыпки блоковв слое песка, воздушной сушильной камеры,камеры для удаления остатка аммиака, несущей части в виде цепей, зубчатых колес,каркаса, груза, копира, вала, на которомсмонтированы подвески для блоков 11,Полуавтомат работает следуюшим образом,При движении цепи блоки с моделями попадают в бак с обмазкой, После обмазки блоки опускаются в бак с кипящий слоем песка, где обсыпаются песком. После этого они поступают в воздушную сушильную камеру, аммиачную сушильную камеру и камеру удаления аммиака. Вслед за этим блоки попадают опять на обмазку и цикл повторяется. 2Недостатки известного полуавтомата.1. Загрузка и выгрузка блоков производится вручную.2, Воздушная сушильная камера, аммиачная камера и камера удаления аммиака негерметичны, поэтому в окружающую среду попадает большое количество аммиака, который загрязняет атмосферу цеха.3. Жесткая конструкция полуавтоматазатрудняет как очистку бака от краски, так и смену песка.4. Полуавтомат позволяет применятькраску только одной вязкости и песок только определенной зернистости как для нанесения первого, так и последующих слоев,5. Полуавтомат позволяет применятьтолько воздушно-аммиачную сушку блоков, 136. Наличие цепного транспортера не позволяет применять производительную вакуум- но-аммиачную сушку.Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является установка для изготовления кеаф рамических форм, состоящая из сушильнойкамеры с транспортным средством, выполненным в виде петлеобразного конвейера, одна петля которого опущена под сушильную камеру, где расположены ванна для обмазки, ванна для обсыпки порошками мелкой и крупной фракции, автооператор с захватами для перемегцеция и вращения модельцых блоков 2,Установка работает следующим образом. Модельные блоки, загружаемые через про ем, транспортное средство попадает в зону петли, опущенной под сушильную камеру, и периодически перемещает их на один шаг. Поворотные траверсы вильчатыми захватами снимают с транспортного средства модельцый блок и опускают его в захваты авто- оператора, который переносит модельчый блок в ванну для обмазки, а затем в ванну кипящегоэслоя для обсыпки. Затем авто- оператор с блоком возвращается на позицию перегрузки и передается в сушильную камеру, Процесс нанесения повторяется по числу керамических слоев с обсыпкой порошком мелкой фракции и блоки выгружают через проем.Недостатки этой установки. 201. Наличие перегрузочного устройства,которое производит передачу с транспортной системы ца автооператор и обратно,что значительно услож яет систему управления установкой,2. Циклическая система нанесения покры 25 тця по партиям создает необходимость иметь систему автоматического учета за количеством наносимых слоев.3. Низкая производительность воздушной сушки составляющая 3 - 4 для каждого блока.4. Отсутствие ванны для краски с ма. 30 лои вязкостью для нанесения первых слоев, что снижает качество поверхности отливок.5. Простои автооператора из-за перегруз 35 ки блоков с него на транспортное средство и обратно, что снижает производительностьнанесения огнеупорного покрытия,Цель изобретения - обеспечение непрерывного нанесения многослойного керамического покрытия с одновременной вакуумцо-аммиачцой сушкой, повышение производител:,ностц и качества керамического покрытия. 40 Эта цель достигается тем, что предлагае мая установка снабжена сушильной каме.рой, в которой установлены привод ее подьема и трубопроводы для вакуумирования, подачи аммиака и воздуха для продувки сушильной камеры, а транспортное средство для перемещения блоков в сушильной камере выполнено в виде поворотной платформы, снабженной приводом поворота, ца которой расположены три двухъярусных накопителя, имеющие пазы для размещения блоков, и свои приводы поворота и отклю. чеция которые обеспечивают синхронность поворота накопителей с поворотом руки ро. бота-манипулятора в исходное положение. 4Установка размещена в поточной линии для получения необходимого количества слоев керамического покрытия.На фиг. 1 изображена установка,. разрез; на фиг, 2 - привод поворота платформы и накопителей; на фиг, 3 - разрез А - А на фиг, 1; на фиг. 4 - линия нанесения огнеупорного покрытия, в которой размещены установки,Установка 1 включает три двухъярусных накопителя 2, имеющие пазы 3 для размещения блоков 4, сушильную камеру 5, к которой подводятся три трубопровода; для подачи аммиака 6, для подачи воздуха 7 и для создания вакуума 8, привод 9 подьема сушильной камеры 5, центральную колонку 10, которая служит направляющей при подъеме и опускании сушильной камеры 5, поворотную платформу 1 для размещения трех накопителей 2. Платформа 1 имеет возможность вращения на 120 от привода 12 поворота при опоре на ролики 13.Привод 14 поворота обеспечивает поворот накопителей 2 ца олин фиксированный шаг через привод 15 отключения.Привод 14 поворота состоит из электродвигателя, цилиндрической зубчатой пары 17, обгонной муфты 18, червячной пары 9 и 20, зубчатого колеса 21, фиксатора 22 точного останова, фрикциона 23, пружины 24 и выключателя 25, Привод 15 предназначен для отключения накопителей 2 на время поворота платформы 11 ца угол 120 и состоит из зубчатого колеса 26, соединенного с зубчатым колесом 21 привода 14 поворота, втулки 27, наконечника 28, пружины 29 включения наконечника 28, цилиндра 30 и поршня 31, приводимого в движение от подачи сжатого воздуха через отверстие 32.Установка 1 размещена в поточной линии между роботами-манипуляторами 33, предназначенными для нанесения огнеупорного покрытия посредством руки 34 и механизма 35 захвата, для загрузки и разгрузки накопителей 2. Емкости 36 и 37 установлены между установками 1, размещенными в лицин, В начале линии расположена приемная кассета 38, в конце линии - отдающая кассета 39. Обе кассеты снабжены приводами 14 поворота.Нанесение многослойного покрытия на модельные блоки происходит следующим образом.Блоки 4 загружаются на приемную кассету 38, робот-манипулятор 33 перемешает руку 34 к кассете 38 нижнего яруса на длину 1 производит захват блока 4 и убира- ет руку с блоком на длину 3,. Рука робота поднимается вверх и убирается на длину Ь, Затем рука робота опускается и блок 4 погружается в емкость 36 с краской, выдерживается в ней и поднимается вертикально вверх, При помощи кисти 35 происходит разворот блока 4 в вертикальной плоскости. После этого рука 34 робота поворачиваетсяв горизонтальной плоскости от емкости с краской 36 к емкости с обсьшочным материалом 37 с одновременным разворотом блока 4 В исходное положение. Далее рука 34 опускается и блок 4 погружается в емкость 37 с обсыпочным материалом, выдерживается и поднимается вертикально вверх. Производится разворот блока 4 в вертикальной плоскости вверх и обратно.Рука 34 выдвигается на длинуопускается вниз и еше раэ выдвигается на длину 8 вводя блок 4 в паз 3 накопителя 2. 1 ОПроисходит разжим блока 4, рука вдвигается на длину г и поворачивается в исходное положение. Загрузка и разгрузка верхних ярусов накопителя 2 из приемной кассеты 38 производится аналогично.После завершения нанесения покрытия и установки блока 4 в паз накопителя 2 про-исходит поворот накопителей 2 на определенный угол от привода 14 поворота через привод 15 отключения, Для этого зубчатое колесо 21 получает вращение от электро двигателя 16 через цилиндрическую зубчатую пару 17, обгонную муфт) 18 и червячную пару 19 и 20 и передает через зубчатое колесо 26 и втулку 27 крутящий момент наконечнику 28, а он - накопителю 27,При повороте колеса 2 фиксатор 2225 своим скосом утапливается в прорезь на колесе, сжимая пружину. После поворотаколеса 21 на определенный угол фиксатор 22входит в следующую прорезь колеса 21 и обеспечивает реверснрование вращения элек-з 0 тродвигателя 16, и движение через муфту 23 передается на червяк 19. Колесо 21 получает вращение в обратном направлении, но так как фиксатор 22 входит в прорезь колеса, то оно останавливается.Червяк 19, продолжая вращаться, ввин- з 5 чивается в червячное колесо 20, перемещаясь вдоль своей оси, и, сжимая пружину 24, нажимает на конечный выключатель 25, который останавливает электродвигатель,Далее цикл повторяется.Параллельно с работой первого робота- манипулятора 33, который наносит первый слой покрытия, работают все семь роботов- манипуляторов, нанося второй и последующие слои. Циклы работы семи роботов одинаковы. 45Цикл работы восьмого робота отличается тем, что он обеспечивает только разгрузку блоков 4 с накопителя 2 вакуумно-аммиачной сушки 1 и загружает отдающую кассету 39.После нанесения огнеупорного покрытия 50 на блоки 4 и полной загрузки ими накопителей 2 на установке 1 происходитотключение питания сушильной камеры, которая поднимается вверх гидравлическим цилиндром 9. Одновременно отключаются приводы 14 поворота от накопителей 2 посредством привода5 отключения, Для этого в цилиндр 30 через отверстие 32 подается сжатый воздух,поршень 31 перемещается в цилиндре 30 вниз и тянет за собой наконечник 28, пружина 29 сжимается и наконечник 28 полнос.тью выходит из зацепления с накопителем 2.Происходит фиксация накопителей 2 по отношению к поворотной платформе 11. Затем происходит поворот платформы 1, на которой установлены три двухъярусных на.копителя 2, на угол 20.Поворотная платформа 11 поворачивается вокруг оси колонны 10 с опорой на ролики 13 при помощи привода 12 поворота.Происходит передвижение . накопителей 2 на угол 120, вследствие того, что загруженный накопитель 2 после нанесения покрытия перемещается под сушильную камеру 5, второй накопитель 2 перемещается на позицию для нанесения следующего слоя, третий - разгруженный накопитель 2 перемещается на позицию для загрузки блоками 4 новой партии,После поворота платформы 11 происходит опускание сушильной камеры 5 посредством гидроцилиндра 9 подъема. Одновременно с этим происходит подключение питания сушильной камеры 5, включение приводов 14 поворота с накопителями 2, для чего сжатый воздух сбрасывается из цилиндра 30 через отверстие 32 и наконечник 28 под действием пружины 29 входит в зацепление с накопителем 2, отключая при этом фиксатор накопителя (на схеме не пОказан).Цикл сушки блоков и нанесения покрытия на блоки новой партии повторяется.формула изобретенияУстановка для изготовления керамических форм по выплавляемым моделям, содер.жащая сушильную камеру, транспортноесредством для перемещения блоков в сушильной камере, ванну для обмазки и обсыпки модельных блоков, робот-манипулятор с захватами для перемещения, нанесения огнеупорного покрытия, и вращения модельных блоков, отличаюиаяся тем, что, сцелью повышения производительности установки путем обеспечения непрерывности технологического процесса нанесения покрытия,она снабжена приводом подъема верхнейчасти сушильной камеры, трубопроводамидля вакуумирования, подачи аммиака ивоздуха для продувки сушильной камеры, атранспортное средством для перемещенияблоков в сушильной камере выполнено в виде поворотной платформы, на которой размещеныдвухъярусные накопители с пазами для размещения блоков и приводами по.ворота накопителеи,Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССРЮо 217607, кл, В 22 С 9/04, 1965,2. Авторское свидетельство СССРЮо 529887, кл, В 22 С 904, 972.. Бойкасб 9ого комитетаинй и открылиРаушская наб.,жгород, ул. Прое ая, 4 Состав дактор Н. Егорова Техред А акаэ 46191 О Тираж 8 ВНИИПИ Государственн по дела м нэобрете 113035, Москва, Ж - 35,Филиал ППП Патента, г. У
СмотретьЗаявка
2814888, 06.09.1979
МОСКОВСКИЙ МАШИНОСТРОИТЕЛЬНЫЙЗАВОД "САЛЮТ"
ПОПОВ ВИКТОР ЕВГЕНЬЕВИЧ, КОЗЬМИНЫХ НИКОЛАЙ НИКОЛАЕВИЧ, ЖЕРЕБЦОВ ВИКТОР ИВАНОВИЧ, ПАНТЕЛЕЕВ АЛЕКСАНДР ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемыммоделям, кера-мических, форм
Опубликовано: 23.06.1981
Код ссылки
<a href="https://patents.su/5-839655-ustanovka-dlya-izgotovleniya-kera-micheskikh-form-po-vyplavlyaemymmodelyam.html" target="_blank" rel="follow" title="База патентов СССР">Установка для изготовления кера-мических форм по выплавляемыммоделям</a>
Устройство для нанесения огнеупорного покрытия на выплавляемый модельный блок

Номер патента: 563214
Опубликовано: 30.06.1977
Авторы: Грачев, Кисель, Тодоров, Фокин
МПК: B22C 23/02
Метки: блок, выплавляемый, модельный, нанесения, огнеупорного, покрытия
...местах имеет уплотнения для предотвращения случайного попадания в подвижные соединения деталей наносимого на блок покрытия (на чертеже не показаны). В ненагруженном положении вес штока 3 и всех деталей, подвешенных к нему, уравновешивается пружиной 11 так, что упор 12 находится в среднем положении относительно своих возможных крайних положений. При этом фиксатор 5 позволяет кожуху 4 поворачиваться относительно штока 3, и кожух занимает такое положение, при котором центр тяжести всех подвешенных к штоку 3 деталей находится в наинизшем положении. Тормоз, размещенный в кожухе 4, удерживает балку 8 от произвольного перемещения относительно кожуха 4,Для нанесения покрытия на модельный блок 13 необходимо, прежде всего, взять блок устройством....
Пространственный блок покрытия

Номер патента: 535401
Опубликовано: 15.11.1976
Авторы: Караев, Караева, Ольков, Пакин
МПК: E04C 3/08
Метки: блок, покрытия, пространственный
...фермами на одном уровне с их верхними поясами, расположен третий верхний пояс, подкрепленный раскосами пространственной решетки, идущей,в узлы нииних поясов стропильных ферм, при этом пространственная,решетка участвует в восприятии нагрузки от кровли в системе блока, а также выполняет функции, вертикальных и горизонтальных связей, Узлы нижних поясов стропильных ферм и пространственной решетки соединены между собой распорками. Узлы верхних поясов стропильных ферм соединены распорками с узлами раскосов пространслвенной решетки и дополнительного верхнего пояса. Несущий элемент кровли, например профилированный настил, опирается непосредственно на три верхних пояса блока. Расстояние между верхними лоясами в блоке и между блоками...
Пространственный блок покрытия

Номер патента: 791854
Опубликовано: 30.12.1980
Автор: Хисамов
МПК: E04B 7/00
Метки: блок, покрытия, пространственный
...опертые на них поперечные фермы треугольного очертания, к узлам которых прикреплены прогоны и профнлированный настил, поперечные фермы оперты попеременно на верхние и нижние узлы продольных ферм, причем вершины смежных поперечных ферм соедине ны затяжками. На чертеже схематически изображенфрагмент блока покрытия, в аксонометрии.Пространственный блок покрытия состоит из продольных ферм 1 и поперечных ферм 2 треугольного очертания, на кото рые оперт прогон 3, при этом поперечныефермы 2 попеременно оперты на верхние и нижние узлы продольных ферм, верши.ны 4 смежных поперечных ферм соединены затяжками 5.Составитель Н. ПавловаТехред А. Бойкас Коррекр О, Макаряк Тираж 72 Поанисщн Редактор Д. ПавловаЗаказ 9389/29 ВНИИПИ Государственного...
Блок покрытия здания из сборныхжелезобетонных конструкций

Номер патента: 804805
Опубликовано: 15.02.1981
МПК: E04C 1/28
Метки: блок, здания, конструкций, покрытия, сборныхжелезобетонных
...крупных блоков сприменением козловых кранов; на фиг. 3 -схема зданий с применением покрытий изкрупных блоков из .железобетонных конструкций (в здании с -опорными кранами),продольный и поперечный разрезы.804805 Формула изобретения 5 фиг,1 Крупные блок покрытий из сборных железобетонных конструкций полной строительной готовности содержит стальной фартук 1, гидроизоляционный ковер 2, тепло- изоляционный стол 3, бортовой элемент зенитного фонаря 4, железобетонную двух- консольную плиту 5, железобетонную ферму 6, временные металлические монтажные связи 7.Изготовление крупных блоков из сборных железобетонных конструкций осуществляется на строительном конвейере.В головной части конвейера на тележках устанавливаются две сборные железобетонные...
Установка для нанесения порошковых покрытий на изделия

Номер патента: 1799633
Опубликовано: 07.03.1993
Авторы: Азиков, Егоров, Захаров, Коваленко, Кущ, Наливкин, Черныш
МПК: B05C 19/02
Метки: изделия, нанесения, покрытий, порошковых
...32,. установленными на направляющих 33. Это сделано с целью быстрой замены указанных камер при переходе на другой цвет порошка,Рабочая камера 22 псевдоожижения снабжена датчиком 34 постоянного предельного уровня газо-порошковой смеси, равного уровню верхнего среза перегородки 24.Вспомогательная камера 23 псевдоожижения снабжена датчиком 35 нижнего и верхнего, ниже верхнего среза перегородки 24, уровней газопорошковой смеси.Установка работает следующим образом,Изделие 36 с помощью подвесного конвейера 2 подается в камеру напыления 1,Покрытие наносится в электростатическом поле с помощью распылителей 11, совершающих возвратно-поступательное движение с помощью механизма перемещения 29 в пределах проема передней стенки 9 камеры...
Предыдущий патент: Способ изготовления керамическихформ по выплавляемым моделям
Следующий патент: Вертикально-щелевая литниковаясистема
Случайный патент: Асфальтобетонная смесь