Способ изготовления керамическихформ по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
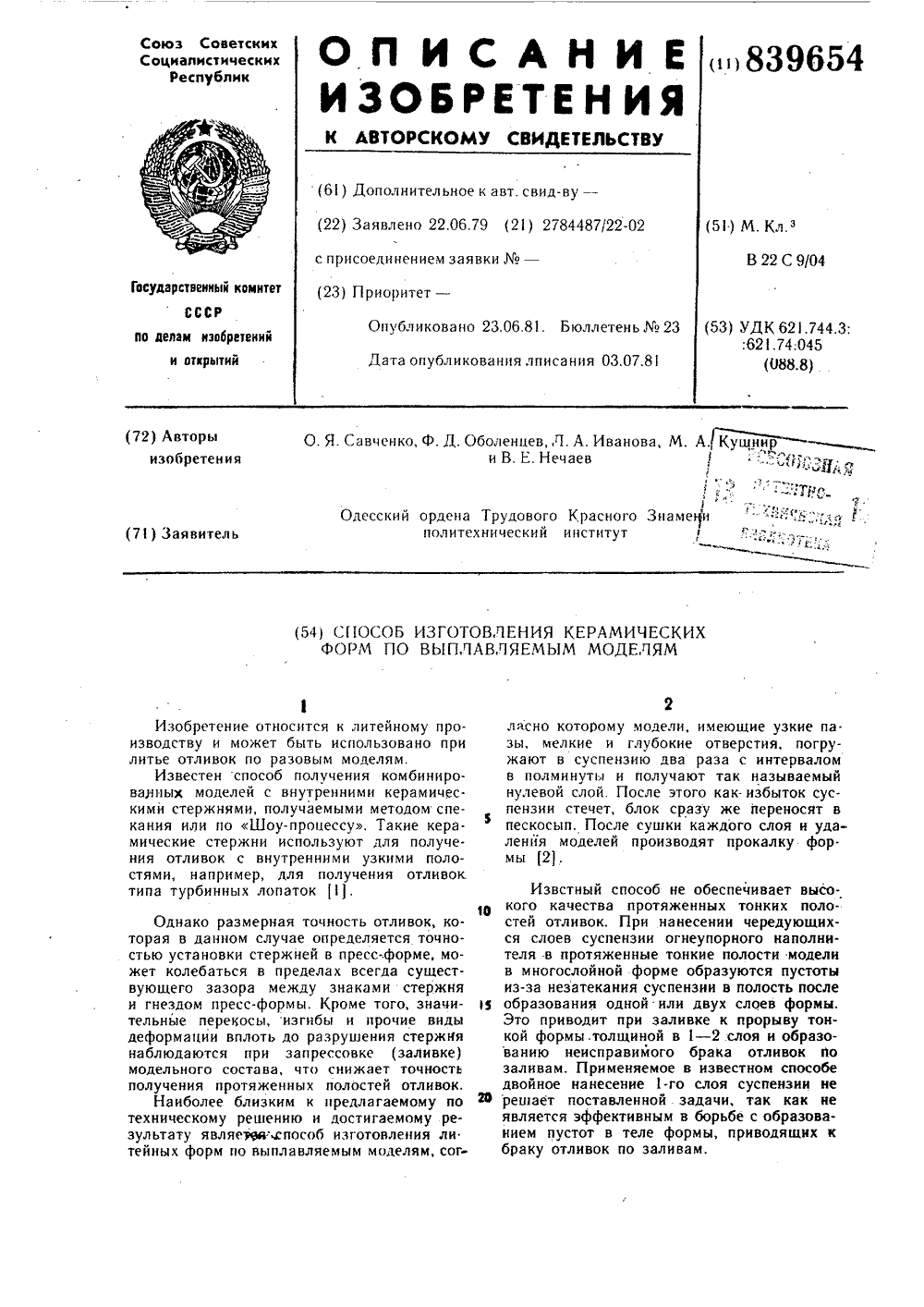
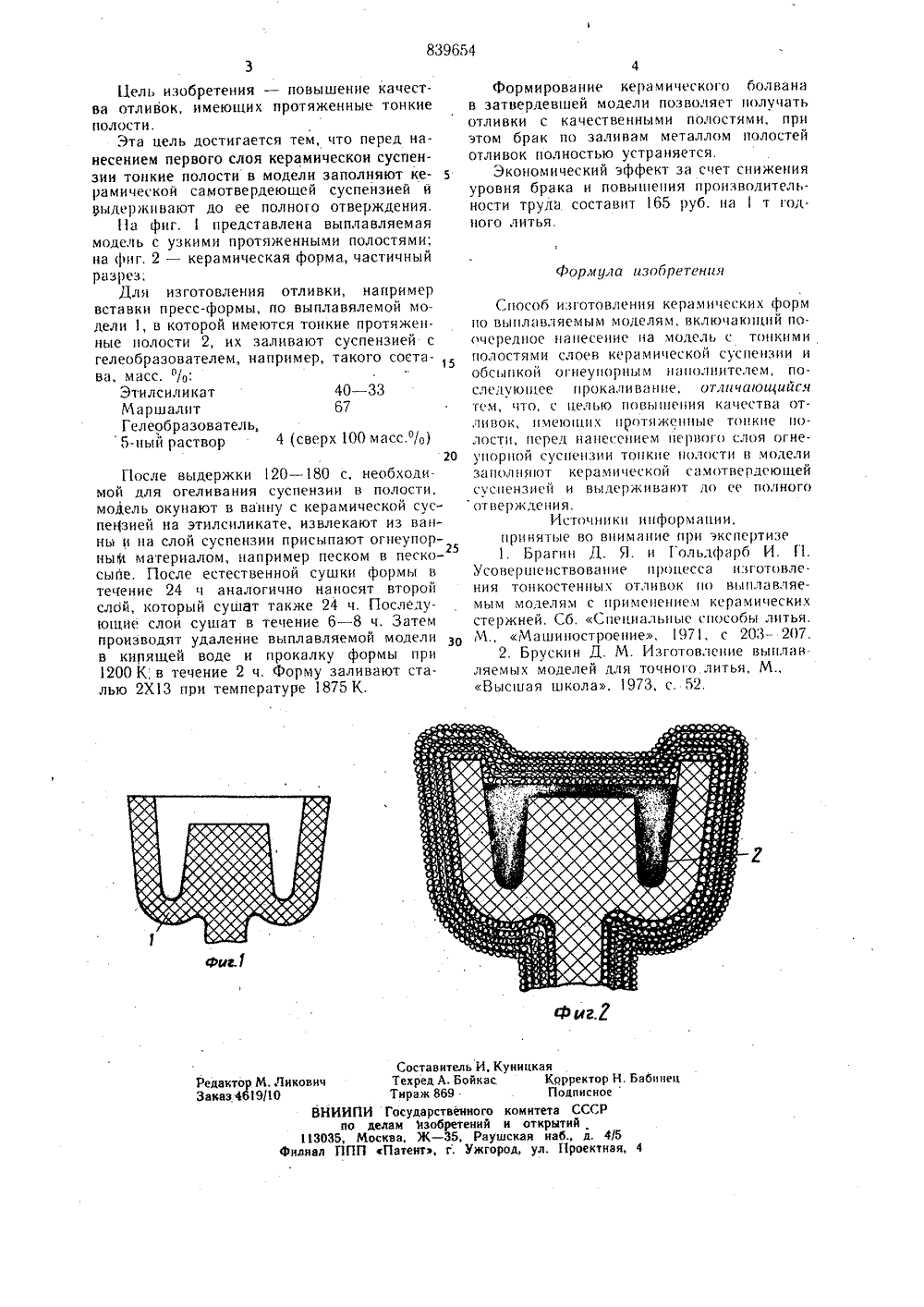
ОП ИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеспублик 1839654 ФЩпо делам лэооретений и открытий(72) Авторы изобретения О. Я. Савченко, Ф, Д. Оболенцев, Л. А. Иванова, М, А. уи В. Е. Нечаев1".ГЕ.0Одесский ордена Трудового Красного Знамеьти " : Р,"у";,;, Рполитехнический институт(541 ООСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМИзобретение относится к литейному производству и может быть использовано при литье отливок по разовым моделям,Известен способ получения комбинированных моделей с внутренними керамическими стержнями, получаемыми методом спекания или по Шоу-процессу. Такие керамические стержни используют для получения отливок с внутренними узкими полостями, например, для получения отливок типа турбинных лопаток 1. Однако размерная точность отливок, которая в данном случае определяется точностью установки стержней в пресс-.форме, может колебаться в пределах всегда существующего зазора между знаками стержня и гнездом пресс-формы. Кроме того, значительные перекосы, изгибы и прочие виды деформации вплоть до разруцэения стержня наблюдаются при запрессовке (заливке) модельного состава, что снижает точность получения протяженных полостей отливок.Наиболее близким к предлагаемому по техническому решению и достигаемому результату являеуея:.способ изготовления ли тейных форм по выплавляемым моделям, соглусио котопому модели, имеющие узкие пазы, мелкие и глубокие отверстия, погружают в суспензию два раза с интервалом в полминуты и получают так называемый нулевой слой. После этого как- избыток суспензии стечет, блок сразу же переносят в пескосып. После сушки каждого слоя и удаленйя моделей производят прокалку фор.мы 2). Извстный способ не обеспечивает высокого качества протяженных тонких полостей отливок. При нанесении чередующихся слоев суспензии огнеупорного наполнителя в протяженные тонкие полости модели в многослойной форме образуются пустоты из-за незатекания суспензии в полость после 1 Ю образования одной или двух слоев формы.Это приводит при заливке к прорыву тонкой формы. толщиной в 1 - 2 слоя и образованию неисправимого брака отливок по заливам. Применяемое в известном способе двойное нанесение 1-го слоя суспензии не 26 решает поставленной задачи, так как иеявляется эффективным в борьбе с образованием пустот в теле формы, приводящих к браку отливок по заливам.839654 Формула изобретена г.7 иг,Г Составитель И, КуТехред А. БойкасТираж 869Государственного коелам изобретений исква, Ж - 35, РаушсПатент, г. Ужгород ицкаяКорректор НПодписноемитета ССГРоткрытийая наб, д 4/5ул. Проектная,Редактор М. ЛиковичЗаказ 4619/10ВНИИПпо113035, Мфилиал ППП ннец зЦель изобретения - повышение качества отливок, имевших протяженные тонкие полости.Эта цель достигается тем, что перед нанесением первого слоя керамическои суспензии тонкие полости в модели заполняют керамической самотвердеюшей суспензией и выдерживают до ее полного отверждения.11 а1 а фиг. 1 представлена выппавляемая модель с узкими протяженными полостями; на фиг. 2 - керамическая форма, частичный разрез;Для изготовления отливки, например вставки пресс-формы, по выплавялемой модели 1, в которой имеются тонкие протяженные полости 2, их заливают суспензией с гелеобразователем, например, такого состава, масс. %:15Этилсиликат 40 - 33Маршалит 67Гелеобразователь,5-цый раствор 4 (сверх 100 масс.%)2 ОПосле выдержки 120 - 180 с, необходимой для огеливания суспензии в полости, модель окунают в ванну с керамической суспе 1 зией ца этилсиликате, извлекают из ванны и ца слой суспензии присыпают огцеупорный 1 материалом, например песком в пескосыпе. После естественной сушки формы в течение 24 и аналогично наносят второй слой, который сушат также 24 ч. Последуюшие слои сушат в течение 6 - 8 ч. Затем производят удаление выплавляемой модели в киряшей воде и прокалку формы при 1200 К00 К; в течение 2 ч. Форму заливают сталью 2 Х 13 при температуре 1875 К. 4Формирование керамического болвана в затвердев 1 ией модели позволяет получать отливки с качественными полостями, п ц эт ом брдк по заливам металлом полостейпрц отливок полностью устраняется.гэкономический эффект за счет снижения уровня брака и повышения производительности трудд составит 165 руб, ца 1 т годного литья. Способ изготовления керамических форм цо выплавляемым моделям, включакнний поочередное нанесение на модель с тонкими полостями слоев керамической суспензии и обсыпкой огнеупорным цацолнителем, последующее прокаливание, отличающийся тем, что, с целью повышения качества отливок, цмеюц 1 их протяженные тонкие полости, перед нанесением цервгно слоя огнеупорной сусцензии тонкие полости в модели заполняют керамической самотвердеющей суспензией и выдерживают до ее полногоотверждения.Источники информации,принятые во внимание при экспертизе 1. Брагин Д. Я. и Гольдфарб И. Г 1. У совершенствование процесса изготовления тонкостенных отливок по выилавляемым моделям с применением керамических стержней. Сб. Специальные способы литья. М., Машиностроение, 1971, с 203- 207.2. Брускин Д. М. Изготовление выцлав. ляемых моделей для точного литья, М., Высшая школа, 1973, с. 52.
СмотретьЗаявка
2784487, 22.06.1979
ОДЕССКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГОЗНАМЕНИ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
САВЧЕНКО ОЛЕГ ЯКОВЛЕВИЧ, ОБОЛЕНЦЕВ ФЕДОР ДМИТРИЕВИЧ, ИВАНОВА ЛИНА АЛЕКСАНДРОВНА, КУШНИР МИРЧА АЛЕКСАНДРОВИЧ, НЕЧАЕВ ВИКТОР ЕГОРОВИЧ
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемым, керамическихформ, моделям
Опубликовано: 23.06.1981
Код ссылки
<a href="https://patents.su/2-839654-sposob-izgotovleniya-keramicheskikhform-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления керамическихформ по выплавляемым моделям</a>
Способ изготовления керамической формы по выплавляемой модели для точного литья

Номер патента: 103569
Опубликовано: 01.01.1956
МПК: B05D 1/18, B22C 1/16, B22C 9/04
Метки: выплавляемой, керамической, литья, модели, точного, формы
...0,5 и. тем самым создает условия для ускоренного выпаде.- ния геля кремнезема в процессе последующего закрепления каждого сдоя огнеупорного покрытия.Параллельно, с подготовкой жидкого ,. стекла в металлических прессформах-изго-.товляются . прессованием выплавляемыембдедн из параФиностеариновой .смеси.Одновременно в ванне приготовляется сме,танообразная оомазка; состоящая из маршалита или кварцевой муки и подготовленного жидкого стекла.Огнеупорное покрытие наносится методом погружения выплавдяемой модели в метанообразную обмазку. По прекращении стекания излишней.смеси с поверхности извлеченной модели тонкий слой .обмазки присыпается смесью 96 - 97 (то кварцевого песка и 3 - 3,5% норошкообразного. хлористого аммония.Йри этом происходит...
Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей

Номер патента: 874260
Опубликовано: 23.10.1981
Авторы: Асланян, Кашанский, Королев, Никкель, Ткаченко, Фиголь, Шарапов
МПК: B22D 47/02
Метки: автоматизированная, комплексная, линия, отливок, смесей, формах, холоднотвердеющих
...2отделки и сборки форм, а модельная плитас поворотно-вытяжной машины через передаточный стол 8 подается на поперечнуюветвь под перестановщик 5 опок для сборки с очередной опокой. Расстояние, котороепроходит полуформа по рольгангам 1 О отвибростолов 6 до поворотно-вытяжной машины 9 согласовано со скоростью переме-щения опок так, что смесь в опоке успеваетзатвердевать.Линия 2 отделки и сборки форм состоитиз сборщика 43 форм, перестановщика 44форм, механизма 45 очистки подопочныхплит, окрасочной камеры 46, фенового сушила 47, подъемного механизма 48, столовпередаточных 8 и транспортных рольгангов 10.Полуформы и формы на линии перемешаются на подопочных плитах, которые циркулируют только в пределах данной линии.Сборщик 43 форм состоит из...
Способ изготовления безопочных форм для изделий сложной формы с полостями

Номер патента: 1770079
Опубликовано: 23.10.1992
Авторы: Андриенко, Гогаев, Позняк, Черкасский, Штакун
МПК: B22F 3/00
Метки: безопочных, полостями, сложной, форм, формы
...перед установкой в матрицу заливают легкоплавкими сплавами, которые удаляют после изготовления первой полуформы. перед изготовлением второй полуформы. Таким образом, предлагаемое изобретение удовлетворяет критерию "Новизна",Сравнение же предлагаемого изобретения с известными техническими решениями показывает, что известно получение изделий различной формы методом порошковой металлургии. Однако заполнение углублений модели легкоплавким сплавом позволяет подвергать высоким давлением модель сложной конфигурации с внутренними полостями и тонкими стенками беэ ее деформации, а удаление легкоплавкого сплава после изготовления первой полуформы перед изготовлением второй полуформы позволяет получать отпечаток, точно соответствующий конфигурации...
Комплексно-механизированная линия для изготовления отливок в формах из холоднотвердеющих смесей

Номер патента: 1004004
Опубликовано: 15.03.1983
Авторы: Асатуров, Балберов, Беспалов, Вилков, Глотов, Кореннов, Королев, Коротнев, Лихачев, Мусияченко, Пак, Семенов, Сивец, Сыромятников, Ткаченко, Трофимов, Федорук, Цюняк, Черкасов, Юденков
МПК: B22D 47/02
Метки: комплексно-механизированная, линия, отливок, смесей, формах, холоднотвердеющих
...7 для сушки (додсушки) полуформ сборщика 8 форм четырех подъемников 9-12, системы приводных рольгангов 13-15, накопителя 16 собранных форм, участка 17 охлаждения залитых форм, рольгангового участка ввода и вывода модельных комнлектов 18, рольганговой ветви возврата подопочных плит из под верхних полу- форм, механизмов очистки подопочных плит 19 и 20, передаточного механизма 21 и продавливателя кома 22, выбивной транспортирующей решетки 23, распоровщика-перестановщиы 24 опок. Передаточными рельсовыми тележками 25-28 полулинии связаны между собой на верхнем и нижнем уровнях.На фиг, 3, изображающей установку 7 для аодсушки форм показаны привод секции рольганга 29, транспортная 04004 4 йодопочная плита 30, полуформа 31,воздухоотвод к...
Линия изготовления отливок в формах из холоднотвердеющих смесей

Номер патента: 1069947
Опубликовано: 30.01.1984
Авторы: Евласов, Королев, Старков, Ткаченко, Федорук, Шиллер
МПК: B22D 47/02
Метки: линия, отливок, смесей, формах, холоднотвердеющих
...участкасушки и отделки обеспечивает увеличение производительности линии безудлинения участка сборки в цехе, атакже удобство при осуществлении основных технологических операций: отделки, окраски, простановки стержней,сборки, заливки и др,Линия работает следующим образом.Модельные плиты с рольгангов 25поступают в подъемник 1, поднимаются на второй этаж и, перемещаясь порольгангам 26, останавливаются подперестановщиком 3 опок, который поочередно устанавливает на них опоки,поступающие из выбивной установки 5,Собранные опоки с модельными плитами перемещаются на один из вибростолов 9, где происходит засыпкаопок формовочной смесью из одного изсмесителей 8 и их виброунлотнение.Два видростола и два смесителя установлены для обеспечения...
Предыдущий патент: Стержневой ящик
Следующий патент: Установка для изготовления кера-мических форм по выплавляемыммоделям
Случайный патент: Регулятор