Система программного управленияраскроем проката
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
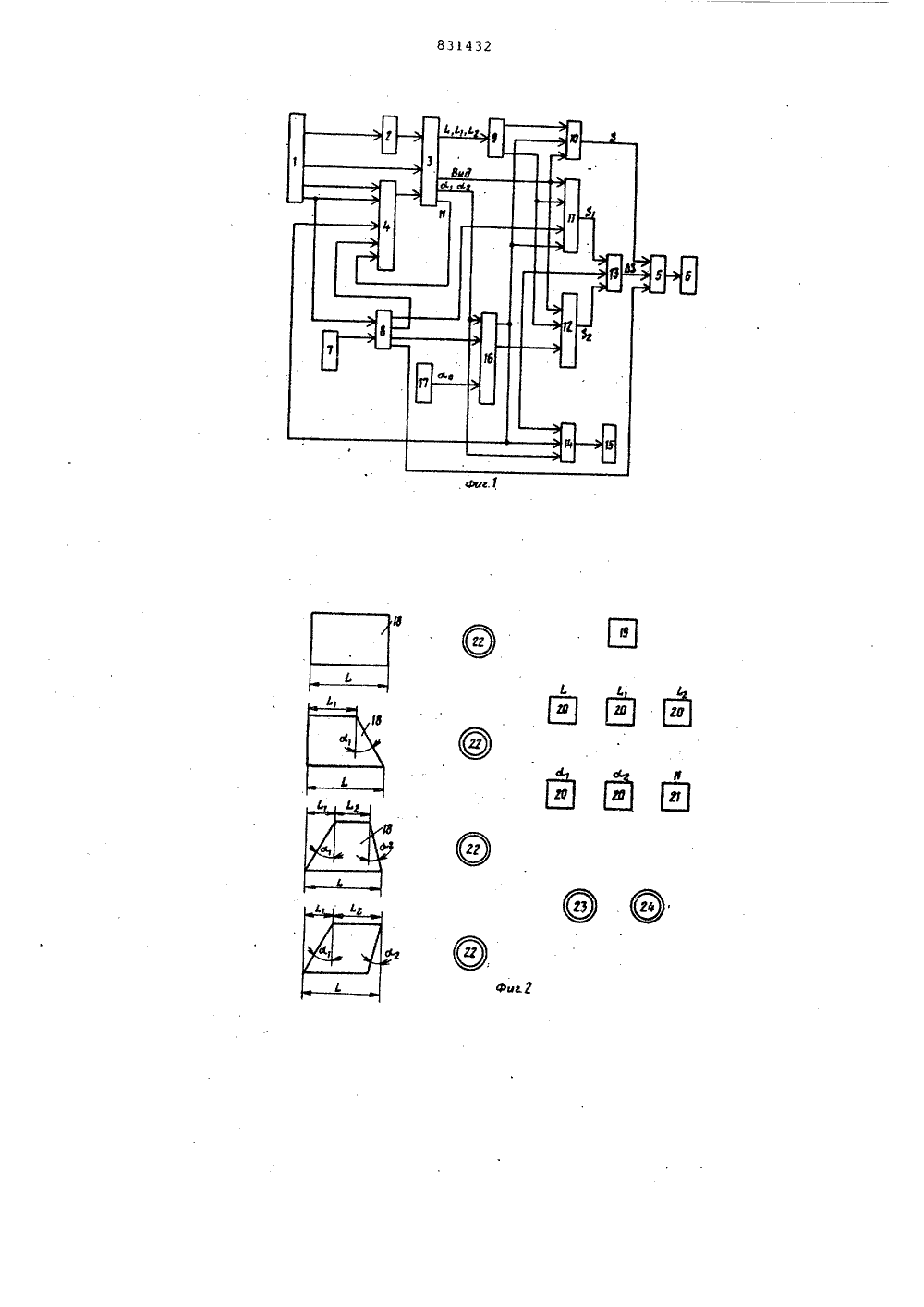
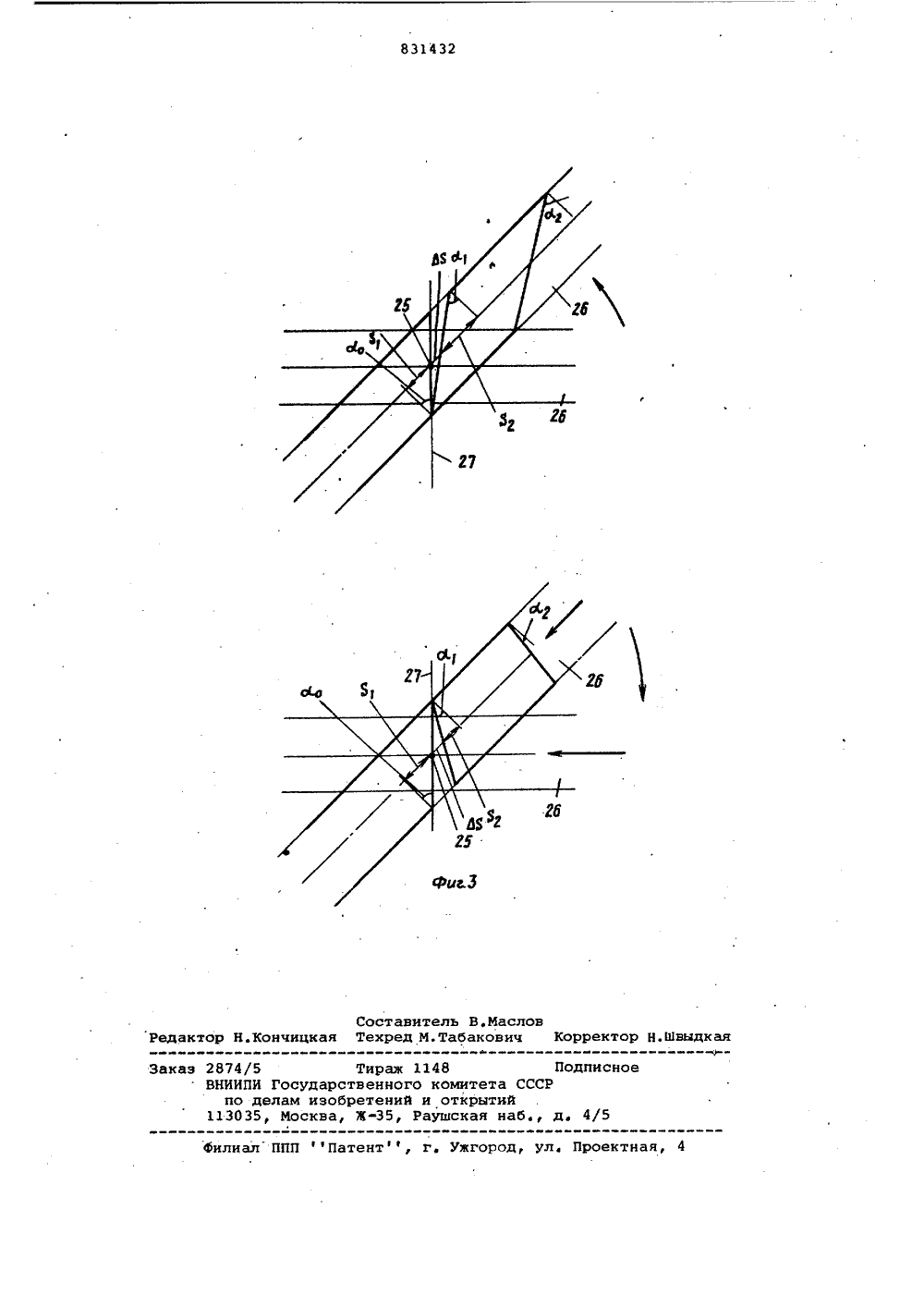
ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз Советских Социапистических Республик(61) Дополнительное к ввт. св (22) Заявлено 3006.78 (21) с присоединением заявки Ио (23) Приоритет 23 Р 25/1 осударственный комнт СССР по дедам изобретений н открытийта опубликования описания 2305(54) СИС ПРОГРАММНОГО УПРАВЛЕНИЯ РАСКРОЕ ПРОКАТА орудо- проиэвано в ийного ата на детали анным Цель изобретения - расширениеноменклатуры раскроя эа счет обеспечения возможности получения косоугольных заготовок экономии металла.Поставленная цель достигается тем,что система программного управленияраскроем проката снабжена блокомобработки геометрических размеров,электрически соединенным с блоком запоминания программы, первым, вторыми третьим селекторами продольногоперемещения, подключенными к выходублока обработки геометрических размеров., к блоку управления вводом ивыводом и к генератору тактов, блоком вычитания кодов, соединенным совторым и третьим селекторами продольного перемещения и с блоком управления приводов продольного перемещения,блоком управления приводом углового перемещения, блоком сравнения углов, соединенным с блоком управления приводомуглового перемещения, с генераторомтактов и с блоком запоминания программы,датчиком угла поворота, соединенным сблоком сравнения углов.На фиг. 1 изображена блок-схемасистемы управления; на фиг, 2Ьульт ручного ввода программыаий вид 1 на фиг. 3 - схемы,етение относится к о знечно-штамповочного и может быть использ серийного и мелкосе ства для раскроя про льные и косоугольные ными ножницами по зад ния рас ом прочение прястема управлс ручным ввочивающая полалей 113,известнойточность по тна с оката обесп ых де татко иэкая системылучаемых Наиболее близкой к предлагаемой является система программного управления раскроем проката, содержащая эл ктрически соединенные между собой пульт ручного ввода программки,блок п образования кода, блок запоминания программы, блок управления вводом и выводом программы, блок управления приводом продольного перемещения, датчик реза, генератор тактов 2),Однако эта система не обладает воэможностью получения косоугольных деталей и требует н:сокого расхода материала. е 20реобпоясняю30 Изобр ванию ку водства условиях проиэвод прямоуго гильотин программ Извес кроем пр граммы,моугольн Недос ляется н деталей, ву50721/25-27 (51)М, КЛ.щие принципы получения раскроя проката на косоугольные детали.Блок-схема системы управления(Фиг. 1) содержит электрически соединенные между собой пульт 1 ручного ввода программы, блок 2 преобразования кода, блок 3 запоминания программы, блок 4 управления вводом ивыводом, блок 5 управления приводом6 продольного перемещения, датчик 7реза, генератор 8 тактов, блок 9 обработки геометрических размеров, соединенный с блоком запоминания програмьы, первый 10, второй 11 и третий12 селекторы продольногоперемещения,подключенные к выходу блока обработки геометрических размеров, к блокууправления вводом и выводом и к генератору тактов, блок 13 вычитаниякодов, соединенный с вторым и третьимселекторами продольного перемещенияи с блоком управления приводом продолв 20ного перемещения блок 14 управленияприводом 15 углового перемещения,блок 16 сравнения углов, соединенныйс блоком управления приводом углового перемещения, с генератором тактов 25и с блоком запоминания программы,датчик 17 угла поворота, соединенныйс блоком сравнения углов,Задание программы осуществляетсяс пульта (фиг. 2), содержащего изображения всех возможных видов деталей18, переключатели 19, 20 и 21, кнопки22, 23 и 24, Параметры требуемоговида детали 18 задаются при соответствующем положении переключателя З 5режима работы 19 с помощью переключателей 20. Переключатель 21 служитдля задания количества деталей данноговида последовательно раскраиваемыхРиз листа. Ввод параметров заданной40детали в память системы осуществляется кнопками 22, Кнопка 23 дает возможность стирать из памяти системынабранную программу. Отработка программы раскроя проката происходит в соответствии с последовательностью задания 45и начинается после нажатия кнопки 24. На схемах (Фиг, 3) изображены ось 25 вращения проката 26, линии 27 реза, геометрические параметры Я Я, ь Я, д.о с- д- . В общем случае для получения детали с заданными параметрами необходимо сделать два реза а для выполнения реза совершить два движения проката 26: вращение вокруг оси 25 и продольное переме- щения к линии 27 реза.Для того, чтобы отход металла меж. ду деталями был минимальным, сравнивается угол наклона предыдущей об- оО работанной детали с с заданными углами с(,и с детали, которую требу. ется получить, Наименьшая разность определяет порядок обработки сторон детали. При Ьв-) сто-дпер вой обрабатывается сторона с наклонома в случаео,-а,( со - 3- сторона с наклономВ зависимости от того, больше или меньше предыдущего оказывается наклон стороны обрабатываемой первой, вращение проката 26 вокруг оси 25 происходит в ту или другую сторону.Продольное перемещение д Я проката 26 к линии 27 реза при минимальном отходе металла не зависит от направления вращения проката вокруг оси 25 и определяется разностьюАЯ=/Я., - Я/,При обработке второй стороны детали учитывается ее вид.Ввод данных с пульта 1 ручного ввода программы производится в деся - тичной системе исчисления, внутреннее представление чисел в двоичной форме. При задании программы раскроя листа данные с пульта 1 ручного ввода программы поступают через блок 2 преобразования сода на вход блока 3 запоминания. Разрешение на запись информации и адрес строки блока 3 запоминания формируется по командам с пульта ручного ввода программы в блоке 4 управления вводом и выводом программы по сигналу с генератором 8 тактов (2-ой такт), работающего в ждущем режиме.Запуск генератора 8 тактов происходит с пульта 1 при вызове первой строки блока 3 запоминания и от датчика 7 реза, выдающего сигнал в импульсной Форме после каждого реза ножниц, При необходимости изменения инФормации, команда на стирание поступает в запоминающее устройство 3 непосредственно с пульта 1 ручного ввода программы.Коды геометрических параметров Ь, Ь, Ь поступают иэ блока эапоминайия 3 в блок обработки геометрических размеров 9, где определяются параметры Я, Я и величина средней линии для всех. видов деталей. Коды заданных углов Аи сСподаются иэ блока 3 запоминания в блок 16 сравнения углов, где сравниваются с кодом действительного угла д опоступающего с кодового датчика 17 угла поворота. Информация на выходе блока 16 сравнения углов сохраняется и меняется по сигналу с генератора 9 тактов (3-ий такт) . Результатом сравнения углов могут быть сигналы: 1 - со = с. или со =А 2, поступающие в блок 4 управления вводом и выводом, в селекторы 10 и 11 и блок 14 управления приводом углового перемещения 2-/Ыв-Ы /(( /(АО-С(2/ Или /41 1/ / О "2/Р поступающие в селектор 12, в блок 13 вычитания кодов , в блок 14 управления приводом углового перемещения. Значение 2-го сигнала на выходе блока 16 сравнения углов определяет работу блока управления приводом углового перемещения, пропуская код угла е(, или А, иэ блока 3 запоминания программы и тем самым определяет порядок обработки сторон заданной деталиСелектор. 11 служит для выбора параметра Я , селектор 12 для выбора параметра Я , полученных в блоке 95 обработки геометрических размеров, в зависимости от вида детали и результата, полученного н блоке 16 сравнения углов. Селектор 11 выполнен с сохранением информации и изменением ее по сигналу с генератора 8 тактов (1-ый такт), Вычисление величины Я = /Я. - Я / производится блоком 13 вычитания кодов при условии дц 4 с или , М.15Равенство углов ср = д., или с(о = = о 2.разрешает работу селектора 10 продольного перемещения, где в соответ" стнии с видом выбирается величина средней линии детали Я, Таким образом,20 в блок 14 управления приводами продольного перемещения и поворота. сначала проходят код Д Я и код угла, соответствуюций наклону стороны об" рабатынаемой первой, после обра ботки этих кодов блоками 15 приводов продольного и углового перемещения и совершения реза изменяются команды на выходе блока 16 сравнения углов (достигается равенство)- или са --р и в блоки управления приводами проходят код Яп код угла, соответствующий наклону стороны, обрабатываемой второй. Начало отсчета при обработке координат продольного перемещения дается с генератора 8 тактов (4-ый такт). Генератор 8 тактов синхронизиРует и определяет порядок работы системы:1-ый такт - смена информации на выходе селектора 11;2-ой такт - вызов следующей строки.запоминаюцего устройства, формируюцейся н блоке 4 управлениявводом и выводом программы, при 45равенстве заданного количествадеталей числу готоных (число готовых деталей определяется импульсами с генератора 8 тактов приусловии д о = о или сто - дг, 5 О 3-ий такт - смена информации на выходе блока 16 сравнения углов;4-ый такт - дается разрешение на начало отсчета координаты продольного перемещения.55 Отработка, программы для получения следующей детали, происходит аналогично.Использование предлагаемой системы программного управления позволяет.получить последовательный раскрой проката на заданные косоугольные детали. с наименьшим отходом металла без составления технологической карты раскроя,Формула изобретенияСистема программного управления раскроем проката, содержацая электрически соединенные между собой пульт ручного нвода программы, блок преоб" разонания кода, блок запоминания программы, блок управления вводом и ны" водом программы, блок управления приводом продольного перемещения, датчик реза, генератор тактов, о т л ич а ю щ а я с я тем, что, с целью расширения номенклатуры раскроя эа счет обеспечения воэможности получения косоугольных заготовок и экономии металла, она снабжена блоком обработки геометрических размеров, электрически соединенным с блоком запоминания программы, первым, вторым и третьим селекторами продольного пе,ремещения, подключенными к выходу блока обработки геометрических размеров, к блоку управления вводом и выводом программы и к генератору . тактов, блоком вычитания кодов, соединенным со вторым и третьим селекторами продольного перемещения и с блоком управления приводом продольного перемещения, блоком управления при" водом углового перемещения, блоком сравнения углов, соединенным с блоком управления приводом углового перемещения, с генератором тактов и с блоком запоминания, датчиком угла поворота, соединенным с блоком сравнения угловИсточники информации,принятые во внимание при экспертизе1. Каменев П.В. Совершенствование кузнечно-штамповочного произнодстна, Л., "Машиностроение", 1971, с.220, рис. 75,2. "Ронпаде еТ ще 1 ацх", 1976,У 70, с, 38-39, 831432831432 Швы Подписн Заказ 2874/5 Тираж 1148 ВНИИПИ Государственного комитета СС по делам изобретений и открытий 113035, Москва, 3-35, Раушская наб.
СмотретьЗаявка
2650721, 30.06.1978
ВСЕСОЮЗНЫЙ ПРОЕКТНО-ТЕХНОЛОГИЧЕСКИЙИНСТИТУТ ТЯЖЕЛОГО МАШИНОСТРОЕНИЯ
НОВИКОВ ВЕНИАМИН ВИКТОРОВИЧ, ГОЛДИНА ЛЮДМИЛА НИКОЛАЕВНА, УЛЬЯНОВ СЕРГЕЙ ВЛАДИМИРОВИЧ, НЕДОБОЙ ИГОРЬ ИВАНОВИЧ, ТЕТЕРИН ВЛАДИМИР МИХАЙЛОВИЧ
МПК / Метки
МПК: B23D 25/16
Метки: программного, проката, управленияраскроем
Опубликовано: 23.05.1981
Код ссылки
<a href="https://patents.su/5-831432-sistema-programmnogo-upravleniyaraskroem-prokata.html" target="_blank" rel="follow" title="База патентов СССР">Система программного управленияраскроем проката</a>
Фотоэлектрический блок для контроля перемещения носителя информации

Номер патента: 516069
Опубликовано: 30.05.1976
МПК: G06K 13/067
Метки: блок, информации, носителя, перемещения, фотоэлектрический
...датчик 8, узел 9 считывания информациис носителя 10 и транспортные валики 11.Второй ряд отверстий 3 смещен по отношению к первому ряду отверстий 2 на половину шага между отверстиями и является све 15 топоглощающим, а отверстия первого рядарасположены под углом к поверхности направляющей 1. С первым рядом отверстий оптически связан исгочнпк 4 света. Количествоотверстий каждого ряда равно количеству ин 20 формационных колонок на носителе,Рядом с направляющей 1 установлен узел9 считывания информации с носителя, а надней отражатель 5 и разветвленные торцы собирательного световода 6, объединенный то 25 рец которого через фокусирующую систему 7оптически связан с фотоэлектрическим датчиком 8, Отражатель 5 и разветвленные торцысобирательного...
Блок-схема управления перемещением ковочного

Номер патента: 369969
Опубликовано: 01.01.1973
МПК: B21J 13/10
Метки: блок-схема, ковочного, перемещением
...сложение чисел, вырабатываемых блоками 10 и 11, и выдает число, показывающее, на каком расстоянии находится начало обраба тываемого участка поковки от бойков пресса Х, Число, вырабатываемое блоком 12, соответствующее удлинецшо участка поковки между клещами и бойками пресса в результате обжатия поковки, передается в блок 14, 15 где умножается на коэффициент К, учитывающий удлинение поковки в обе стороны от бой ков.Из опытных данных К = 1,8 - 2,07, Полученная величина суммируется от хода к оду 20 пресса в блоке и передается в арифметический блок 16, где прибавляется к первоначальной длине проковываемого участка 1. Блок 16 вырабатывает число, соответствующее текущему значению расстояния конца 25 обраоатываемого участка от его...
Устройство для перетягивания блоков стекла при получении изделия с несколькими продольными отверстиями

Номер патента: 979282
Опубликовано: 07.12.1982
Авторы: Добровольский, Максимов, Тигонен, Хотимченко
МПК: C03B 5/08
Метки: блоков, изделия, несколькими, отверстиями, перетягивания, получении, продольными, стекла
...отверстиями для установки Формующих пуансонов, диаметр выступа равен диаметру осевого отверстия в перетягиваемом блоке стекла, а высота составляет 1/- 1/5 высоты корпуса, причем концы Формующих пуансонов отстоят от нижней поверхности дюзы на 1/- 1/7 высоты корпуса тигля. 3 97920тигель снабжен по краиней мере однимдополнительным формующил пуансоном,а корпус тигля выполнен с расположенным по оси цилиндрическим выступом свертикальными сквозными отверстиямидля устаяовки форующих пуансонов,диаметр выступа равен диаметру осевого отверстия в перетягиваемом блокестекла, а высота составляет 1/-1/5высоты корпуса, причем концы формую- Ищих пуансонов отстоят от нижней поверхности дюзы на 1/-1/7 высоты кор.пуса тигля,На чертеже показано...
Мобильный объемный блок промышленного сооружения

Номер патента: 1617107
Опубликовано: 30.12.1990
Авторы: Бекиров, Брун, Денисов, Конкин, Очинский
МПК: E04B 1/348
Метки: блок, мобильный, объемный, промышленного, сооружения
...причем ролик 16 и ось 17 могут быть съемными.617107 Мобильный объемный блок монтируют в заводских условиях, здесь же выполняют монтаж технологического и иного оборудования. Перед спуском блока на воду производят установку гибких связей, выполненных из двух ветвей 3 и 4. При этом ветви 3 и 4 пропускают через втулки 9 в поперечных несущих элементах каркаса. При наличии в блоке водонепроницаемых поперечных перегородок 10 в них предварительно монтируют уплотняющие устройства, т, е, в заранее вваренные в перегородки 10 втулки 11 заводят штоки 14, после чего устанавливают сальники 13 и гайки 12. В этом случае гибкие связи 3 и(или) 4 выполняют из отдельных участков требуемой длины, а концы этих участков запасовывают в проушинах 15 штоков 14,...
Устройство управления приводом перемещения транспортного механизма

Номер патента: 1661080
Опубликовано: 07.07.1991
Автор: Башмаков
МПК: B65G 1/137, B65G 61/00, G06F 15/50
Метки: механизма, перемещения, приводом, транспортного
...с информацией о фактическомположении механизма на линии, Кроме.тогО, по результатам сравнения блок 4 определяет направление и величину пути.Блок 5 предназначен для сравнения величины пути до начала торможения Ят свеличиной фактически пройденного пути ивыдачи сигнала начала тормбжения,Арифметическое устройство 6 служитЬадля определения отношения - , где ЯоЯозаранее известно, а п измеряют по сигналуо прохождении пути Зо, Кроме того, в этомуСтройстве определяются величины путейразгона Яр, торможения Ят и пути началаторможения Зот.Схема 7 сопряжения служит связующимзвеном между блоком 8 управления приводом и блоками управления 1, 4, 5 и 6.Устройство работает следующим образом.Транспортный механизм находится впроизвольной позиции....
Предыдущий патент: Летучие ножницы
Следующий патент: Самоустанавливающаяся опора
Случайный патент: Гидроклапан соотношения расходов гидродвигателей