Установка для оценки склонности металлов к образованию холодных трещин при сварке
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1824276
Автор: Прохоров





Текст
(5)5 В 23 К 31/12 ГОСУДАРСТВЕЮЮЕ ПАТЕНТНОЕВЕДОМСТВО СССР(56) Труды Всесоюзного научного совещания по проблемнымсварки. Ч,1, М.,1958. с,158-1 б 1,ВКА ДЛЯ ОЦЕНКИ СКЛОННОЛЛОВ К ОБРАЗОВАНИЮ ХО ЕЩИН ПРИ СВАРКЕ ование: сварка, в частности в для исследования и прогнози чностных свойств сварных сое Сущность изобретения Изобретение относится к области сварки, в частности к устройствам для исследования и прогнозирования прочностных свойств сварных соединений. Цель изобретения - исти испытаний.На фиг.1 представлена общая схема установки; на фиг,2 - звездочки и ролики, входящие в систему нагружения. продольный разрез; на фиг,З а,б - захваты с рычажными концами-вилками.Установка для оценки склонности металлов к образованию холодных трещин при сварке предназначена для испытания многосекционного сварного образца 1 с приваренными элементами 2, содержит винтовые зажимы 3 образца 1 и захваты 4 под элементы 2, рычажные концы которых выполнены в виде вилок и через тяги 5, снабженные пружинами б, затем через тросы 7, полиспаст 8 и цепи 9 связаны с набором грузов о) 5 О и,) 1 824276 устройство включает захваты для фиксации элементов сварного образца. рычажное нагружающее устройство, связанное через жесткие и гибкие тяги. взаимодействующие со звездочками и с набором грузов, Звездочки сблокированы попарно с роликами и свободно насажены на общий вал, На валу жестко закреплены поводки, хвостовики которых взаимодействуют с упорами на роликах, Устройство содержит также приборы регистрации усилий от нагружэющих элементов и перемещений испытуемых образцов, Кроме того, предусмотрена подвижная шпонка для включения одной из звездочек во вращение от привода нагрузки. 1 з п.флы,3 ил,10. Тросы 7 с тросами 11 полиспаста 8 связаны через неподвижные блоки 12 и подвижные блоки полиспас 1 э 8. Цепи 9 взаимодействуют со звездочками 13, одетыми на общий вал 14, Грузы 10 снабжены ушками под направляющие 15 и демпферами 16 со штоками 17 и амортизаторами 18,На общем валу 14 вместе со звездочками 13 установлены сблокированные с ними с помощью винтов ролии 19, а также поводки 20, При этом звездочки 13 и ролики 19 установлены на валу 14 с возможностью вращения относительно последнего (например с помощью подшипников), а поводки 20 закреплены на валу 14 жестко (например с помощью шпонки), Ролики 19 снабжены упорами 21. а поводки 20 - хвостовиками 22 с лыской и установлены таким образол 1, что перемещение роликов 19 поводкал 1 и 20 может осуществляться при вращении вала 14 по часовой стрелкеС роликами 20 в свою очередь взаимодействуют гибкие нити 23, связанные с регистрирующим самопишущим прибором 24 (типа КСП),Для ограничения угла поворота вала 14 предусмотрены закрепленный нз валу толка- тель 25 и взаимодействующий с ним концевой выключатель 26. Для предварительного определения необходимого максимального усилия нагружения Р перед началом испытаний используют привод с электродвигателем 27, связанным через червячный редуктор 28 и цепную передачу 29 с общим валом 14. Максимальное значение нагрузки Рп 1 определяется на первом элементе 2 сварного образца 1, в цепь нагружения которого включен динзмометр 30 с устройством регистрации 31 развиваемого на нем усилия, а для региСтрации перемещений испытуемого элемента 2 предусмотрен шатун 32 и связанный с ним индукционный датчик 33 перемещения, передающий сигнал нз регистрирующий самопишущий прибор 34 (типа КСП - 21) и регулируемый с помощью прибора настройки 35,Для включения нагрузки на первую звездочку 13 от привода служит подпружиненный шток Зб, перемещающий подвижную шпонку 37 (прямоугольную в сечении) в паз соответствующей формы на звездочку 13, Шпонка 37 выполнена сменной и рассчитана нз определенную нагрузку, вьше которой шпанка срезается.Работает установка следующим образом. Образец 1 с приваренными элементами 2 устанавливается на столе установки, при этом верхняя пластина образца фиксируется винтовыми зажимами 3, а элементы 2 попадают в ловители захватов 4, Зажимы 3 выполнены поворотными для удобства установки образца 1 сверху, а захваты 4 сзмоустанавливаются на элементах 2 по клиновидным внутренним поверхностям.Нажатием кнопки включается электродвигатель 27. Вращение е о вала через червячный редуктор 28 и цепную передачу 29 передается валу 14, вращая его против часовой стрелки, При этом поводки 20 вращаются с валом 14 в том ке направлении до срабатывания концевого выключателя, 8 зто время звездочки 13 под действием подвешенных грузов 10 поворачиваются против часовой стрелки. Поворот звездочек 13 и соответствующее опускание грузов 10 происходит до полного выбора люфтов. После этого выбор тросов 11 полиспаста 8 приводит к подъему нижних подвижных блоков полиспаста 8, которые тянут тросы 7 через систему роликов, вокруг которых тросы дважды поворачиваются нз 90", затем дви жение росов 7 через тяги 5 передается на рычажные концы-вилки захватов 4, переда- ющих изгибающее усилие элементам 2 образца, В результате нагружения элементов 2 изгибающим моментом они могут поворачиваться на определенный угол, одновременно на тот же угол поворачиваются рычаги захватов 4 (угол составляет 21 30). Максимальное перемещение грузов 10 вниз (до амортизаторов 18) соответствует максимальному перемещению рычажных концов захватов 4 до упоров-ограничителей(на чертеже не показано), причем поворот каждого иэ рычагов вместе с соответствующим элементом 2 не препятствует движению остальных рычагов иэ-за выполнения их концов в виде вилок разной ширины (чередующимися через один).При нзгружении элементов 2 грузами 10 изгибающий момент зависит от величины груза 10, длины рычага 4 и угла изгиба элемента 2 (или длины хода нижнего шарнира рычага), Исходя из этого расчетным путем были определены конструктивные размеры элементов системы нагружения применительно к грузам одинаковой массы, Возможно также и применение грузов разной массы,Экспериментальная оценка реального усилия в цепи нагружения предусмотрена для одного (первого) элемента 2 образца, Для этого в трос 7 вставлена пружина динамометра 30, относительное перемещение лепестков которого передается на устройство регистрации 31, Перемещение первого элемента 2 регистрируется стандартным устройством 34 от сигнала индукционного датчика 33 перемещения, который измеряет перемещение шатуна 32, упирающегося наконечником с опорным роликом в первый элемент 2, Настройка индукционного датчика осуществляется прибором настройки 35 с выведенными нз переднюю панель кнопками управления,Перемещения остальных элементов 2 многосекционного образца 1 регистрируются стандартным многопозиционным самопишущим прибором 24, пишущий узел которого воспринимает перемещения от бесконечных гибких нитей 23, одетых на ролики 20 и движущихся по ним без проскальзывания. Поскольку ролики 20 жестко сблокированы со звездочками 13, гибкие нити по существу передают на прибор 24 перемещение рычажных концов захвата 4. 5 10 15 20 30 35 40 45 50 55 Регистрирующие прибора 24 и 34 имеют регулируемую скорость подачи бумаги и йозооляют регистрировать деформации элементов сварного образца в течение40 Для предварительного определения необходимого (максимального) уровня нагружения для заданного вида материала и,45 типоразмера образцов на установке могут быть проведены испытания с нагружением первого элемента 2 образца 1 в условиях возрастающей нагрузки, Для этого после установки образца с первым элементом 2 50 нажимают кнопку штока 36 и включают электродвигатель 27. При этом закрепленразличных отрезков времени (минут, часов, суток).Нагружение (выдержка под нагрузкой) образцов ведется до разрушения с регистрацией перемещений элементов 2 во времени. При разрушении любого из элементов 2 скорость движения узлов кинематической цепи его нагружения ограничивается демпферами 16, штоки 17 которых шарнирно связаны с грузами 10. Движение самих грузов регулируется направляющими 15,По завершении испытания (т.е. после разрушения всех элементов 2 образца 1) включают реверс электродвигателя 27 и приводят во вращение по часовой стрелке вал 14. При э 1 ом вместе с валом по часовой стрелке перемещаются все поводки 20, которые по мере вращения поочередно "забирают" с собой звездочки 13, приводя их во вращение с помощью хвостовиков 22, взаимодействующих с упорами 21 роликов 19. Включение звездочек 13 во вращение происходит в разные моменты времени в зависимости от их поворота за время испытаний (т,е. от высоты подъема грузов и угла поворота рычагов). Поворот вала 14 прекращается в момент срабатывания концевого выключателя 26 при возвращении грузов 10 в исходное положение, При подъеме грузов 10 возвратные пружины 6 толкают рычаги захватов 4 в исходное положение и выбирают тросы 11 полиспаста 8, натягивая взаимодействующие со звездочками цепи 9. Рычаги возвращаются при этом в исходное положение, захваты 4 поворачиваются вместе с рычагами, а элементы 2 испытываемого образца остаются в положении, соответствующем окончанию испытания, В этом положении освобождаются зажимы 3и испытанный образец 1 вынимается из установки движением вверх,5 10 15 20 25 30 35 ная нв шток 36 шпонка 37 связывает первую звездочку 13 с валом 14, исключая их взаимный проворот. В результате вращения вала 14 против часовой стрелки осуществляется вращение звездочки 1 в этом же направлении и принудительное нагружение элемента 2 образца, деформируемого с постоянной(в первом приближении) скоростью, Усилие в цепи нагружения и соответствующие перемещения регистрируются приборами 31 и 34, При необходимости нагружение может проводиться до разрушения, либо прекращаться раньше. Для этого отпускается кнопка штока 36 и выключается электродвигатель 27,Шпонка 37 на штоке 36 рассчи.ана на определенный момент Мп, и при сопротивлении образца излому, превышающем значение М, шпонка срезается, Для обеспечения воэможности варьирования значения М для различных материалов и типоразмеров образца шпочка выполнена съемной. Формула изобретения 1. Установка для оценки склонности металлов к образованию холодных трещин при сварке, содержащая захваты для фиксации сварного образца, механизм нагружения, состоящий из рычагов, кинематически связанных с грузом, и регистрирующие приборы, о т л и ч а ю щ а я с я тем, что, с целью повышения точности испытаний, механизм нагружения снабжен валом с попарно установленными на нем звездочками и роликами, гибкими и жесткими тягами, гибкими нитями, поводком и хвостовиком, при этом звездочки посредством гибких и жестких тяг связаны с рычагами и грузами, а ролики посредством гибких нитей связаны с регистрирующими приборами,2. Установка поп.1, от лича ю щ а яс я тем, что, с целью сокращения времени и объема эксперимента, вал снабжен закрепленными на нем поводком и хвостовиком, звездочки и ролики установлены на валу с возможностью вращения и снабжены упорами, закрепленными с возможностью взаимодействия с хвостовиком и поводком, причем первая пара звездочка-ролик снабжена подпружиненной шпонкой, а захваты выполнены в виде рычагов с вилками на их концах с разной шириной, 102421 б, ул.Гагарина, 10 Пр нэт венно-издательский каз 220 ВНИИ Тираж осударственного ко 113035, Моль Н. ПрохоровМоргентал Корректор М. Андруш Подписноепо изобретениям и открытиям пЗб, Раушская наб., 4/5
СмотретьЗаявка
4885954, 29.11.1990
Ник. Никиф. Прохоров и Ник. Никсл. Прохоров
ПРОХОРОВ НИКОЛАЙ НИКИФОРОВИЧ, ПРОХОРОВ НИКОЛАЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: B23K 31/12
Метки: металлов, образованию, оценки, сварке, склонности, трещин, холодных
Опубликовано: 30.06.1993
Код ссылки
<a href="https://patents.su/5-1824276-ustanovka-dlya-ocenki-sklonnosti-metallov-k-obrazovaniyu-kholodnykh-treshhin-pri-svarke.html" target="_blank" rel="follow" title="База патентов СССР">Установка для оценки склонности металлов к образованию холодных трещин при сварке</a>
Стенд для испытаний систем управления торможением колес транспортных средств и чувствительных элементов этих систем

Номер патента: 901113
Опубликовано: 30.01.1982
Авторы: Борисовский, Касабян, Колманович, Коссев, Матвейко, Петрухин
МПК: B60T 17/22
Метки: испытаний, колес, систем, средств, стенд, торможением, транспортных, чувствительных, элементов, этих
...частоты вращения и электронный блок 10 регулирования углового ускорения, выходыкоторых связаны с упранляющими элементами (например с обмотками упются к имитатору б колеса. В блок.11 нводится программа испытаний,определяющая частоты вращения, угловые ускорения и необходимое числоциклов. Электродвигатель 1 раскручивается до максимальной частоты нращения.Испытания начинаются с включенияблока 11, в котором вырабатываетсясигнал, определяющий необходимую частоту вращения маховика, моделирующуюскорость взлета самолета,Блок 9, сравнивая сигналы с блока11 и датчика 7, вырабатывает управляющее воздействие на муфту 2 сцепления, которая, передавая крутящиймомент двигателя 1, заставляет маховик 4 раскручиваться до тех пор, покасигналы на...
Цепная передача

Номер патента: 337590
Опубликовано: 01.01.1972
Авторы: Владимиров, Иапг, Ибрагимов, Трофимов, Чга
МПК: F16H 9/00
...и с суммарным зазором между этой звездочкой и роликом, меньшим диаметра втулки цепи. Это повышает к,п.д. передачи и увеличивает срок службы цепи,На чертеже изображена, предлагаемая передача.Она содержит ведущую (никнюю) 1 н ведомую (верхнюю) 2 звездочки, втулочную цепь 3, охватывающую звездочки 1 и 2, и паправляющее устройство, выполненное в виде устаповленного на опоре 4 качающегося вокруг оси б двуплечего рычага б, снабженного на концах роликами 7, установленными на ося 8. Ролики раоположены около мест входа выхода цепи из зацепления с нижней звездочкой 1 и с суммарным зазором б между звездочкой 1 и роликом, меньшим диаметра втулки цепи.При вращении нижней звездочки 1, например,по часовой стрелке, левая,по чертежу ветвь цепи...
Установка для механических испытаний образца материала при циклическом нагружении

Номер патента: 1727031
Опубликовано: 15.04.1992
Автор: Лодус
МПК: G01N 3/34
Метки: испытаний, механических, нагружении, образца, циклическом
...с ним, направляющей 11, размещенной на рамке и предназначенной для перемещения упоров вдоль рамки, и двумя фиксаторами 12 и 13 упоров 9 и 10 относительно рамки 7.Упоры 9 и 10 подпружинены пружинами 14 в направлении ролика 5. Пружина 8 служит для сжатия, пружина 15 - для растяже 5 10 15 20 25 30 35 40 45 50 ния образца, при этом пружина 15 связана с захватом 3 посредством тяги 16. Рамка 7 связана с пружинами посредством толкателя 17, фиксатора 18 и направляющей 19. Направляющая 19 связана с инерционным грузом 20.Установка работает следующим образом.Включают привод 6 и приводят во вращение эксцентричный ролик 5, Для испытаний при непрерывном синусоидальном измении осевой нагрузки на образце 4 включают фиксаторы 12 и 13 в тот момент,...
Центробежная установка для испытания образцов материалов при динамическом нагружении осевой и крутящей нагрузками

Номер патента: 1428992
Опубликовано: 07.10.1988
Автор: Лодус
МПК: G01M 7/00
Метки: динамическом, испытания, крутящей, нагружении, нагрузками, образцов, осевой, центробежная
...6 и 7 остается при этом неподвижным. Для нагружения образца 8 до уровня нагрузок первой ступе-5 ни подают ток в цепь управления катушки 20 и освобождает груз 9Груз 9 перемещается вдоль направляющей 3 и через тягу 15 перемещают втулку 11. Последняя вступает во фрикционное взаимодействие с активным захватом 6 и нагружает образец 8 осевой нагрузкой растяжения и крутящей нагрузкой. Величина осевой нагрузки опре-. деляется массой груза 9, скоростью 15 вращения платформы 2 в момент нагружения образца 8, длиной тяги 15 в момент нагружения. Крутящая нагруз - ка определяется силой трения между конусом и втулкой 11 и зависит от 20 величины осевой нагрузки, коэффициента трения между поверхностями соприкосновения конуса и втулки 11 и от...
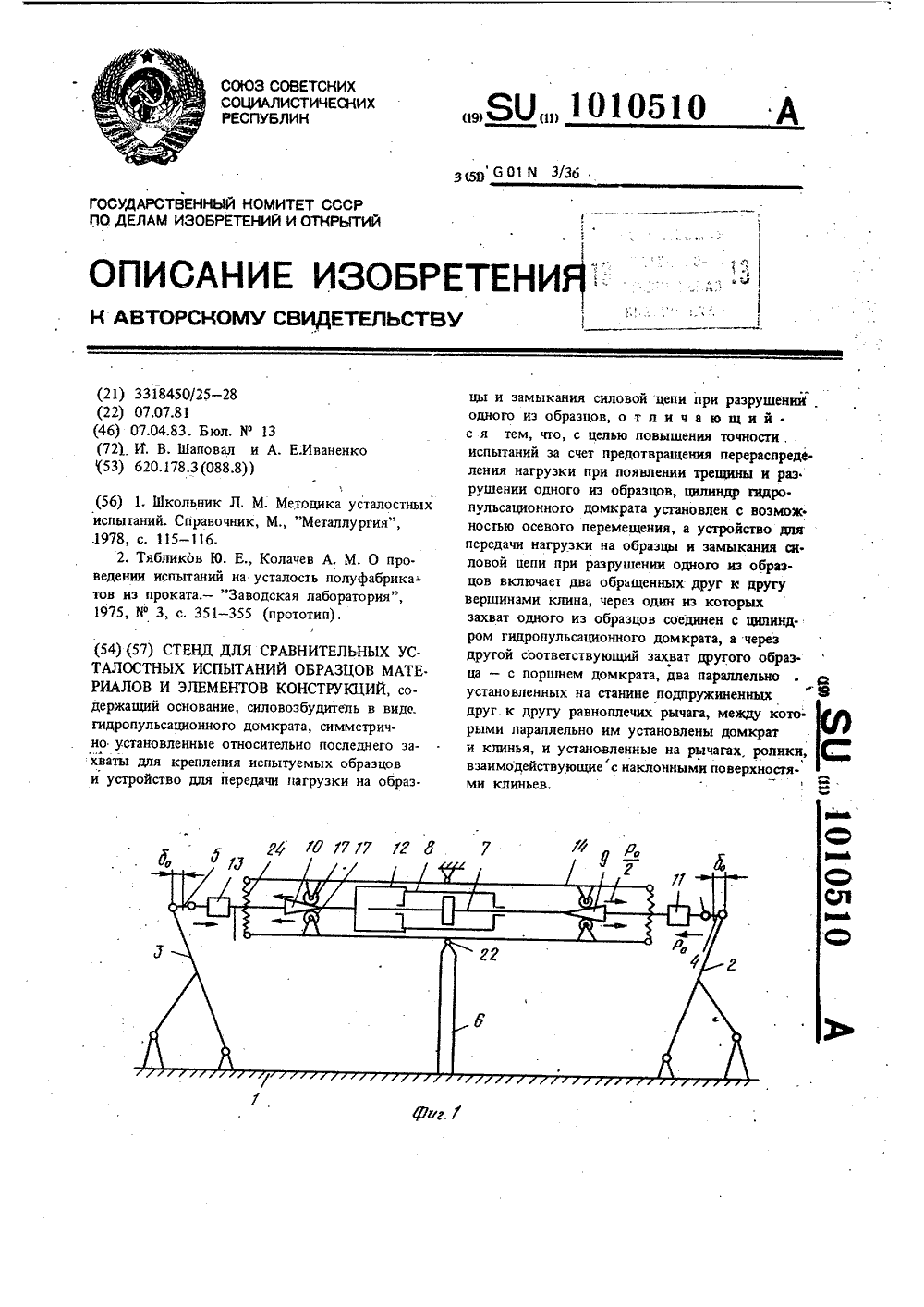
Стенд для сравнительных усталостных испытаний образцов материалов и элементов конструкций
Номер патента: 1010510
Опубликовано: 07.04.1983
МПК: G01N 3/36
Метки: испытаний, конструкций, образцов, сравнительных, стенд, усталостных, элементов
...имеющиевозможность осевого перемещения поршень 7и цилиндр 8, устройство для передачи нагрузки на образцы 2 и 3 и замыкания силовойцепи при разрушении образцов, Последнееустройство включает два обращенныхдруг кдругу клина 9 и 10, из которых клин 9 черездинамометр 11 соединяет захват 4 с поршнем7 гидропульсационного домкрата, а клин 10,связанный через шарнирную подвеску 12 сцилиндром 8, соединяет через динамометр 13 .захват 5 с цилиндром 8; два параллельноустановленных на основании 1 посредствомстойки 6 равноплечих рычага 14 и 15, подпружиненных друг к другу, между которыми параллельно им установлены гидропульсационныйдомкрат и клинья 9 и 10; установленные нарычагах ролики 16 и 17, взаимодействующие сс наклонными поверхностями клиньев 9 и...
Предыдущий патент: Устройство для лазерной обработки
Следующий патент: Порошковая проволока для наплавки
Случайный патент: Фрикционная дисковая муфта предельного момента