Способ управления процессом прессования
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
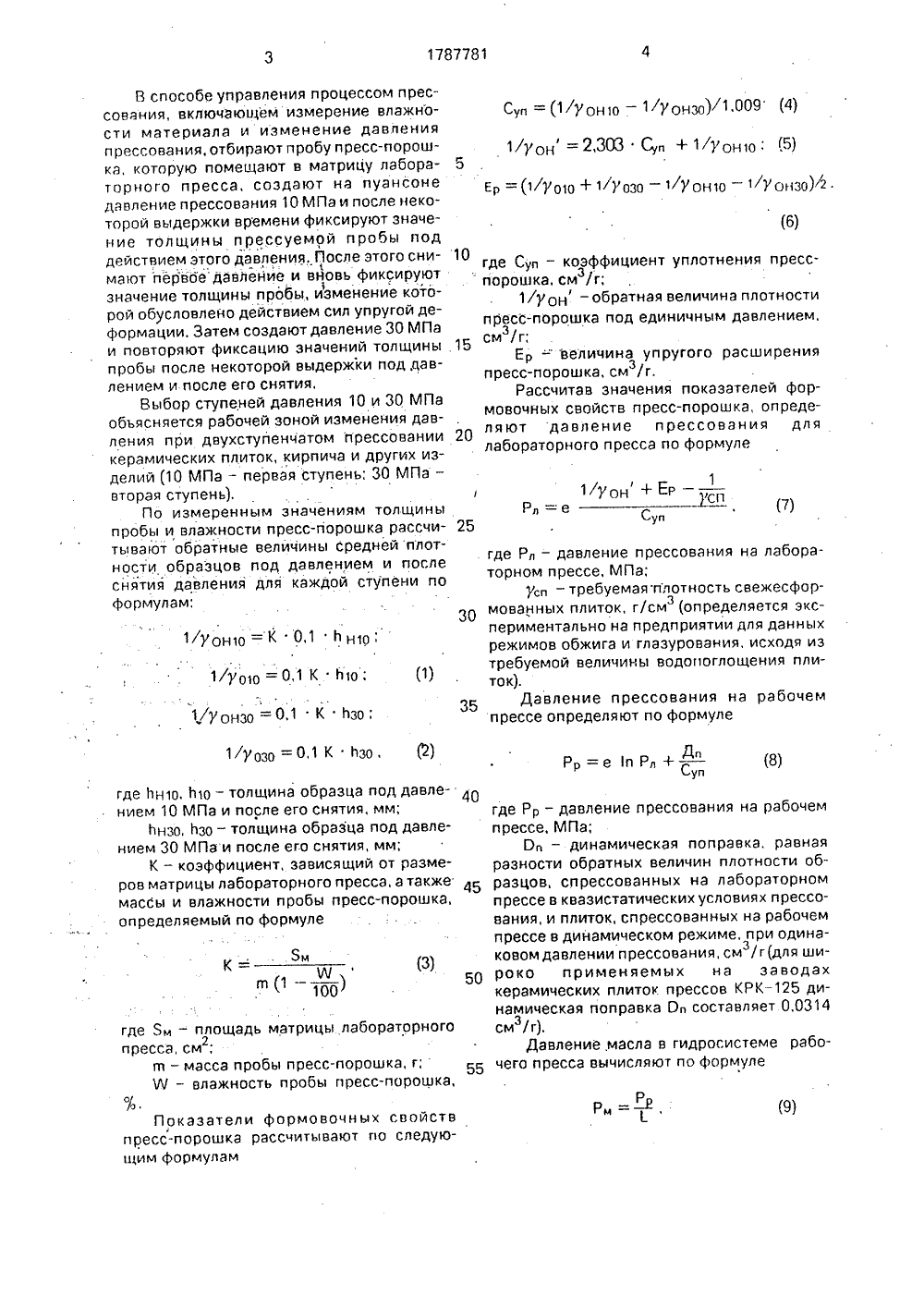
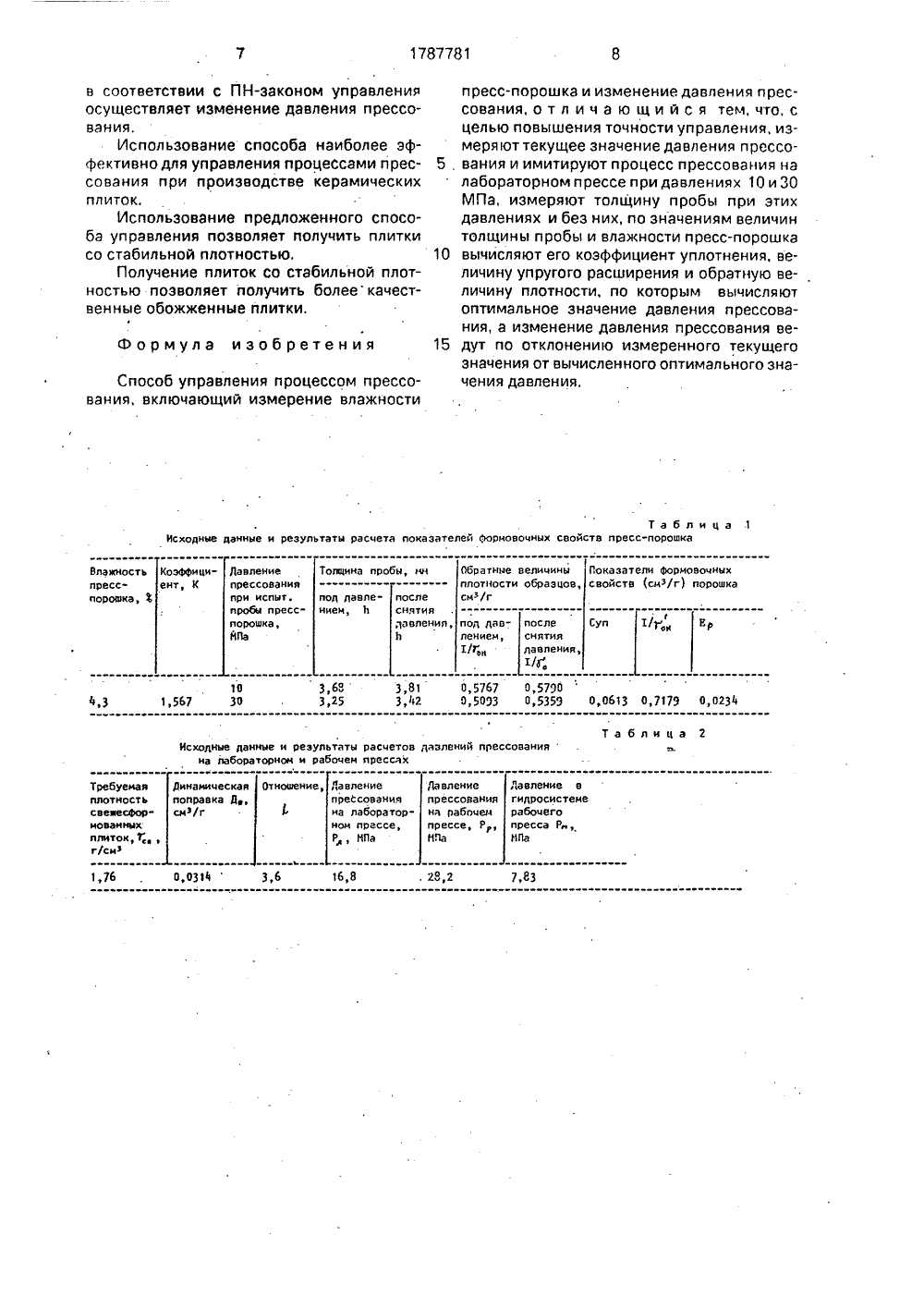
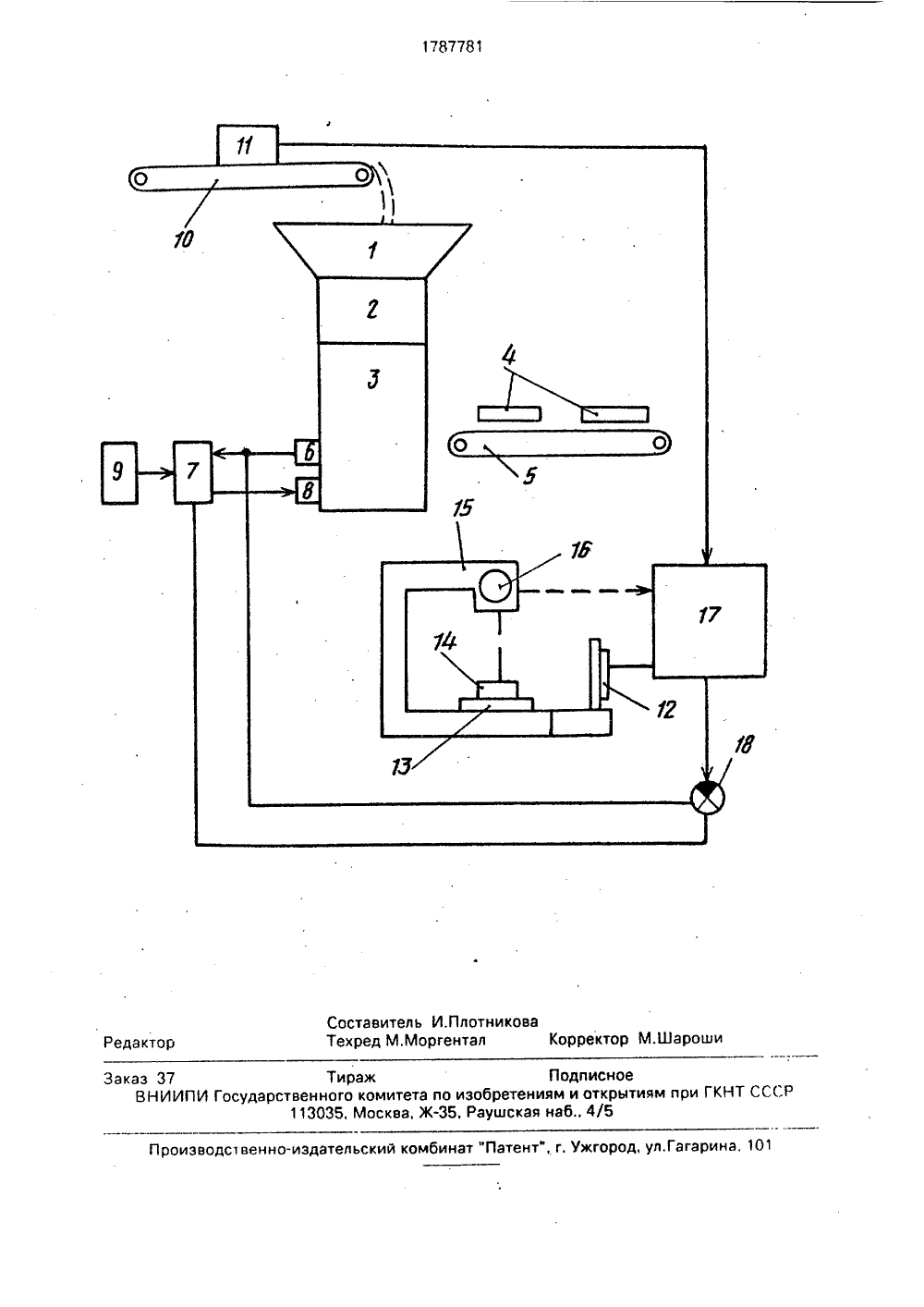
(51)5 В ИЗО ОПИСА ЕТЕНЙ АВТОР ГОСУДАРСТВЕННОЕ ПАТЕНТВЕДОМСТВО СССР(71) Тверской политехнический институт и Всесоюзный научно-исследовательский и проектно-конструкторский институт по автоматизации предприятий промышленности строительных материалов(56) Авторское свидетельство СССР М 986804, кЛ, В 30 В 15/26, 1981.(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРЕССОВАНИЯ(57) Изобретение относится к производству изделий путем прессования и может быть использовано в промышленности строительных материалов, где применяется пресИзобретение относится к производству изделий путем прессования и может быть использовано в промышленности строительных материалов; где применяется прес- сование этих изделий, например; при производстве керамических плиток.Цель изобретения - повышение точности управления.Качество изделий (керамических) оце- нивается набором показателей, которые условно можно разделить на следующие три группы,.показатели, характеризующие стабильность геометрических размеров и формы иэделий;показатели, характеризующие внешний вид и качество поверхности; сование этих иэделий, йапример, при производстве керамических плиток. Позволяет повысить точность управления, Для достижения поставленной цепи измеряют влажность и давление прессования, имитируют процесс прессования на лабораторном прессе при давлениях 10 и 30 МПа, измеряют толщину пробы при этих давлениях и без них, по значениям величин толщины пробы и влажности пресС-порошка вычисляют его коэффициент уплотнения. величину упругого расширения и обратную величину плотйости, по которым вычисляют оптимальное значение давления прессования, а изменениедавления прессования ведут по отклонейию измеренного текущего значения от вычислейного оптимального значения давления. 2 табл 1 ил. йоказатели, характеризующие физикомеханичеокие свойства, и другие специфические эксплуатационные свойства йзделий.Навсе три группы показателей качества в сильной степениоказывает влияние пористость (плотность отпрессованной плитки), сказывающаяся на прохожденйи всех процессов сушки, глаэурования и обжига. Поэтому важно провести процесс прессования плиток, создавая оптимальное давление прессования, при котором обеспечивается требуемая плотность отпрессованных плиток при любых формовочных свойствах пресс-порошка,что осуществляется данным способом,(9) В способе управления процессом прессования, включающем измерение влажности материала и изменение давпения и рессования, отбирают пробу пресс-порошка, которую помещают в матрицу лабораторного пресса, создают на пуансоне давление прессования 10 МПа и после некоторой выдержки времени фиксируют значение толщины прессуемой пробы под действием этого давления, После этого снимают первбедавлейие и вйовь фиксируют значение толщины пробы, изменение которой обусловлено действием сил упругой деформации, Затем создают давление 30 МПэ и повторяют фиксацию значений толщины пробы после некоторой выдержки под,давлением и после его снятия,Выбор ступеней давления 10 и 30 МПа объясняется рабочей зоной изменения давления при двухступенчатом прессовании керамических плиток, кирпича и других изделий (10 МПа - первая ступень; 30 МПэ - вторая ступень),По измеренным значениям толщины пробы и влажности пресс-порошка рассчитывают обратные величины средней плотности образцов под давлением и после сйятия давления для каждой ступени по формулам: 1/Уоню =К О 1н 1 о 1/Уозо = 0 1 Кгазо, Д) где Ьн 1 о, п 1 о - толщина образца под давлением 10 МПэ и после его снятия, мм;пнзо, пзо - толщина образца под давлением 30 МПа и после его снятия, мм;К - коэффициент, зависящий от размеров матрицы лабораторного пресса, а также массы и влажности пробы пресс-порошка, определяемый по формуле где Ям - площадь матрицы лабораторногопресса, см 2; а - масса пробы пресс-порошка, г; уу - влажность пробы пресс-порошка,о/Показатели формовочных свойств пресс-порошка рассчитывают по следующим формулам Суп = (1/Уон 1 о 1/Уонзо)/1 009 (4). "/Уон = 2 303Суп + 1/уоню: (5)5 ер = (1/Уою + 1/Уозо 1 Уон 1 о 1/У онзо)/2 10где Суп - коэффициент уплотнения пресспорошка, см /г;1/Уон - обратная величина плотностипресс-порошка под единичным давлением,см /г:зЕр -" величина упругого расширенияпресс-порошка, смз/г.Рассчитав значения показателей формовочных свойств пресс-порошка, определяют давление прессования для. лабораторного пресса по формуле где Рл - давление прессования на лабораторном прессе, МПа;усп - требуемая плотность свежесформованных плиток, г/см (определяется эксзпериментально на предприятии для данных режимов обжига и глазурования, исходя из требуемой величины водопоглощения плиток).Давление прессования на рабочем прессе определяют по формуле 40где Рр - давление прессования на рабочем прессе,МПа;Оп - динамическая поправка, равнаяразности обратных величин плотности образцов, спрессованных на лабораторном прессе в квазистатических условиях прессования, и плиток, спрессованных на рабочем прессе в динамическом режиме, при одинаковом давлении прессования, см /г(для ши рока применяемых на заводахкерамических плиток прессов КРКдинамическая поправка О, составляет 0,0314 см /г).Давление, масла в гидросистеме рабочего пресса вычисляют по формуле45 устройством 7 50 55 где Е - отношение площади прессующего поршня к суммарной площади штампов пресса (из технической характеристики прессов),Управление процессом изменения давления прессования на рабочем прессе может осуществляться автоматически или вручную, Для этого с помощью датчика давления (манометра) измеряют текущее значение давления прессования на прессе, Затем сравнивают рассчитанное значение давления с измеренным значением. В случае, если рассчитанное значение больше текущего, то с помощью регулирующего органа увеличивают давление прессования на прессе до рассчитанного значения. Аналогичным образом производят уменьшение давления прессования в случае, если рассчитанное значение меньше текущего значения давления прессования,На чертеже приведена схема реализации способа управления процессом прессования,На чертеже приняты следующие обозначения: бункер 1., в котором находится пресс-порошок, рукав 2, рабочий пресс 3, отпрессованные плитки 4, транспортер 5. Рабочий пресс снабжен системой управления стабилизации давления, состоящей из датчика давления 6, регулирующего устройства 7, регулирующего органа 8 и задатчика 9. На конвейере 10 подачи пресс-поошка в бункер 1 находится влагомер 11 для измерения влажности пресс-порошка.Для измерения толщины прессуемой пробы пресс-порошка служит устройство индикации 12, связанное с матрицей 13 и пуансоном 14 лабораторного пресса 15; дэвление, создаваемое последним измеряется манометром 16, Вход вычислительного устройства 17 связан с влагомером 11, а выход - суммирующим устройством 18, другой вход которого соединен с датчиком давления 6, а выход - с регулирующим П р и м е р (реализация способа), С помощью влагомера 11 измеряют влажность пресс-порошка на конвейере 10, например 4,3%, тэм же отбирают пробу пресс-порошка определенной массы, на. пример 20 й 0,1 г, помещают ее в матрицу 13 площадью 30 см лабораторного пресса 15. На пуансоне 14 лабораторного пресса 15 создают первое давление прессования, равное 10 МПа. Через 10-15 с измеряют толщину прессуемой пробы с помощью устройства индикации 12, например, йн 1 о = 3,68 мм, Затем снимают первое давление и вновь измеряют толщину прессуемой пробы, например, Ь 1 о =- 3,81 мм, Затем создают 5 10 15 20 25 30 35 40 давление прессования 30 МПа, и повторяют фиксацию значений толщины пробы под давлением (йнзо = 3,25 мм) и после его снятия (пзо = 3,42 мм), По измеренным значениям толщины пробы и влажности пресс-псрошка рассчитывают показатели формовочных свойств пресс-порошка по формулам (1), (2), (3), (4). (5), (6) и по формуле (7) определяют оптимальное значение давления прессования для лабораторного пресса. Затем по формулам (8) и (9) определяют оптимальное значение давления прессования и давление в гидросистеме для рабочего прессаобеспечивающее оптимальную плотность плиток 1,78 г/см,Динамическая поправка для одноштампового пресса КРКсоставляет 0,0314 см /г, а отношенгие площади прессующего3поршня к площади штампа- 3,6.Исходные данные и результаты расчетов приведены в табл. 1 и 2.Как следует из чертежа изменение давления прессования может осуществляться автоматически или вручную. Расчет давления прессования осуществляется с помощью блока 17 по выражениям (1) - (9). Блок реализован на базе УВКСМи имеет цифровую индикацию или устройство связи с объектом, которое имеет выходной сигнал 0-5 ма,Ручное изменение усилия прессования осуществляется с помощью задатчика 9. При этом на задатчике устанавливается оптимальное значение давления прессования, получаемое нэ дисплее УВК - СМпри расчете выражений (1) - (9). При ручном изменении давления прессования сигнал с задатчика 9 поступает на первый вход регулирующего устройства 7, ко второму входу которого подключается выход датчика давления 6. В случае, если сигнал с задатчика 9 больше, чем сигнал с датчика 6, регулирующее устройство 7 вырабатывает управляющий сигнал в соответствии с ПН- законом, который передается на регулирующий орган 8, который увеличивает давление прессования, Аналогичным образом происходит уменьшение давления прессования.Автоматическое управление процессом изменения усилия заключается в том, что рассчитанное оптимальное давление прессования блоком 17 передается на первый вход суммирующего устройства 18 (сигнал 0 - 5 ма), на второй вход которого передается сигнал с датчика давления 6, а разность указанных сигналов Р = Рм - Ртек, где Ртек текущее значение давления прессования, поступает нэ дополнительный вход регулирующего устройства 7, которое аналогичным образом, как и при ручном управлении1787781 Формула изобретения Таблица 1Исходные данные и результаты расчета показателей формовочных свойств пресс-порошка Вламностьпресспорошка, Ф Обратные величины плотности образцов, смз/г Показатели формовочныхсвойств (смог) порошка Толщина пробы, мн Давлениепрессованияпри испыт,пробы пресспорошка,Мпа Козффициент, К послеснятиядавления,ь под давлением, и Суп 1/ Ер послеснятиядавления,1 ф под давлением,т 7 тьн 0,5767 О,5 ОЭЗ 3,81 3,42 3,68 3,25 0,57 ЭО 0,535 Э 10 30 ОФ 0613 0717 Э 090234 4,3 1,567 Таблица 2 Исходные данные и результаты расчетов давлений прессования на лабораторном и рабочем прессах Давление егидросистемерабочегопресса Р,МПа ДавлениепреСсования иа лабораторном прессе, Ра, МПа Давлениепрессованияна рабочемпрессе, РМПа Динамическаяпоправка Д ,смз 7 г Отношение,41,76 0,0314 16,8 28,2 7,8 З 3,6 в соответствии с ПН-законом управления осуществляет изменение давления прессования.Использование способа наиболее эффективно для управления процеСсами прессования при производстве керамических плиток.Использование предложенного способа управления позволяет получить плитки со стабильной плотностью.Получение плиток со стабильной плотностью позволяет получить болеекачественные обожженные плитки. Способ управления процессом прессования, включающий измерение влажности пресс-порошка и изменение давления прессования, о т л и ч а ю щ и й с я тем, что, с целью повышения точности управления, измеряют текущее значение давления прессо вания и имитируют процесс прессования налабораторном прессе при давлениях 10 и 30 МПа, измеряют толщину пробы при этих давлениях и без них, по значениям величин толщины пробы и влажности пресс-порошка 10 вычисляют его коэффициент уплотнения, величину упругого расширения и обратную величину плотности, по которым вычисляют оптимальное значение давления прессования, а изменение давления прессования ве дут по отклонению измеренного текущегозначения от вычисленного оптимального значения давления.1787781 Составитель И,ПлотниковаТехред М,Моргентал Корректор М,Шароши Редактор Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 Заказ 37 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4785182, 23.01.1990
ТВЕРСКОЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ, ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНО КОНСТРУКТОРСКИЙ ИНСТИТУТ ПО АВТОМАТИЗАЦИИ ПРЕДПРИЯТИЙ ПРОМЫШЛЕННОСТИ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
БЕРНЕЙ ИВАН ИВАНОВИЧ, БЕЛОВ ВЛАДИМИР ВЛАДИМИРОВИЧ, ПАПУЛОВА ЛЮДМИЛА ВАСИЛЬЕВНА, КУБАНЦЕВ ВИКТОР ИВАНОВИЧ, СЕМЕНЦОВА ЕКАТЕРИНА АЛЕКСАНДРОВНА, ТАРАСОВ АЛЬБЕРТ КОНСТАНТИНОВИЧ
МПК / Метки
МПК: B28B 3/00
Метки: прессования, процессом
Опубликовано: 15.01.1993
Код ссылки
<a href="https://patents.su/5-1787781-sposob-upravleniya-processom-pressovaniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом прессования</a>
Способ облицовки древесно-стружечных плит пресс-порошками

Номер патента: 869838
Опубликовано: 07.10.1981
Авторы: Беликов, Маркман, Херсонский
МПК: B05D 7/06
Метки: древесно-стружечных, облицовки, плит, пресс-порошками
...следующим техническим требованиям: Ударная прочность поверхности(за 24 ч),7. 0,2-0,3Толщина покрытия,мм . 0,6-1,1Коробление (прогиб) Не более1 ммПредлагаемый способ осуществляетсяследующим образом.30 На древесностружечную плиту, плотностью 0,5-0,75 кг/см наносят слой пресс-порошка любым способом, например аминопласта с размерами частиц 50-400 мкм. 35 4Подпрессовка слоя пресс-порошка производится пуансоном, причем вдавливание частиц пресс-порошка в открытые поры древесностружечной плиты производится с удельным давлением 30-40 кгс/см в течение 30-40 с. В граничном слое возникают растягивающие напряжения, а режимы способа облицовки древесно-стружечных плит (ДСП) пресс-порошками и результаты испытаний приведены в табл. и 2 (покрытие из...
Композиция для получения пресс-порошка ферритов

Номер патента: 1091998
Опубликовано: 15.05.1984
Авторы: Кравцов, Круглицкий, Куприенко, Савинов, Словиковский, Солтык
МПК: B22F 1/00
Метки: композиция, пресс-порошка, ферритов
...порошок, пластификатор и воду, дополнительно содержит полиэтиленовую эмульсию при следующем соотношении компонентов, мас.7.:Ферритовый порошок 85-90 Пластификатор 0,5-1,4 полиэтиленоваяэмульсия О,1-О Вода Остальное П р и м е р . 900 г порошка феррита смешивают с 80 г 107-ного раствора поливиннлового спирта и 20 г 307.-ной полиэтиленовой эмульсии. Тщательно перемешивают. Состав полученной композиции, мас.7,:феррнтовыйпорошок 90Поливиниловыйспирт 0,8Полиэтиленовая эмульсия 0,2Вода ОстальноеПресс-порошки укаэанной композиции получаются методом протирки черезсито 0,45.Полученный пресс-порошок с влажностью 17 использовали для прессования ферритовых изделий. Было отпрессовано 500 шт. иэделий. Давление прес.сования составляло 1,3 т/см,...
Способ приготовления пресс-порошка

Номер патента: 1394558
Опубликовано: 30.07.1989
Автор: Дубов
Метки: пресс-порошка, приготовления
...слоем порогдка гексаФерритабария шары выгружают из камеры и помещают в другую камеру, разделеннуюна две части металлической сеткой сячейками 1 мм , После этого на камеру воздействуют переменным электромагнитным полем напряженностью 40 кА/мпод действием которого шары с накатанным слоем порошка интенсивноперемещаются на сетке сита. В результате происходит отделение накатанного слоя порошка от шаров, егоизмельчение и проход образовавшихсягранул через сетку сита, Время, необходимое для проведения этого процесса - 3 минуты, Результаты приведены в таблице,П р и м е р 4. В качестве мелющих тел используют цилиндры размером 40 х 40 мм из магнитотвердого материала. ЮНДКА 24, предварительно намагничечные в постоянном магнитном поле до...
Пресс-форма для определения распределения давления в порошке при изостатическом прессовании изделий

Номер патента: 1458078
Опубликовано: 15.02.1989
МПК: B22F 3/04, B30B 15/02
Метки: давления, изостатическом, порошке, пресс-форма, прессовании, распределения
...месдозу 10 и через тензо датчики 11 на осциллограф. При увеличении толщины засыпки порошка или . при горячем прессовании с промежуточной средой меняют диаметр оболочки 9 и попдерживающей оболочки 7, либо увеличивают зазор между планками оболочки / и извлекают кольца 4 и 5, а при еще большем увеличении засыпки порошка извлекают и кольца 3 и 6. Месдоза О по высоте перемещается пу" тем перестановки колец 12,13, 14 или 15. Возможно размещение и нескольких месдоз по высоте.Таким образом, вйполнение эласти" чной оболочки кольцевой, ограниченной с торцов Фланцами, стянутыми по оси и контактирующей по наружному диаметру с поддерживающей оболочкой, позволяет в зависимости от диаметров кольцевой и поддерживающей оболочек увеличивать толщину...
Пресс-форма для литья под давлением образцов и проб

Номер патента: 1101328
Опубликовано: 07.07.1984
Автор: Винюков
МПК: B22D 17/22
Метки: давлением, литья, образцов, пресс-форма, проб
...6оформлен в неподвижной полуформе.Вставка 3 установлена с воэможностьюперемещения параллельно плоскостиразъема полуформ, например, от реечно-винтового механизма 7. Вкладьппи 4 установлены с возможностьюперемещения в направлении, перпендикулярном плоскости разъема. Этоперемещение осуществляют, например,за счет соответствующей регулировкидлин контртолкателей 8 и упоров 9.Регулирование размеров полостейосуществляют перемещением вставки3 и вкладышей 4, что позволяет в одной н той же пресс-форме получать партии отливок проб и образцовразных толщин и длин. При этомчасть получаемой отливки, расположенной, например, справа (фиг.3)от литникового канала б (фиг.4)получается с поперечным ребром изэа выема 10 и поэтому являетсяпробой на...
Предыдущий патент: Устройство для крепления формы на виброплощадке
Следующий патент: Головка ленточного пресса для формования пустотелого кирпича
Случайный патент: Карбофункциональные германийорганические производные сим триазина, обладающие свойствами иммунодепрессантов