Установка для наплавки центробежным литьем внутренних цилиндрических поверхностей деталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1560381
Авторы: Волковичер, Клецкин, Шелгаева





Текст
СООЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК ЯО 1560381 А 1(51)5 В 22 Р 13 04 ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЭОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(54) УСТАНОВКА ДЛЯ НАПЛАВКИЦЕНТРОБЕЖНЫМ ЛИТЬЕМ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ(57) Изобретение относится к литейному производству, в частности к оборудованию длявосстановления изношенных внутреннихцилиндрических поверхностей деталей в условиях ремонтных предприятий. Цель изобретения - упрощение конструкции установкии расширение технологических возможностей. Для этого установка, содержащая станину, привод, механизм центрирования детали, механизм подачи детали и ее запиранияв изложнице, устройство для нагрева детали,устройство для засыпки флюса и заливки расплавленного металла и механизм выталкиИзобретение относится к литейному производству, в частности к оборудованию для получения биметаллических отливок и восстановления изношенных внутренних цилиндрических поверхностей деталей (гильз блока цилиндров двигателя внутреннего сгорания, тормозных барабанов и др.), например, в условиях ремонтных предприятий.Цель изобретения - упрощение конструкции и расширение технологических возможностей.На фиг. 1 и 2 представлена общая схема установки; на фиг. 3 - устройство для засыпки флюса и заливки расплавленного металла, вид А на фиг. 1; на фиг. 4 - положение наплавляемой детали на призме 2вания наплавленной детали, включает изложницу со сквозными цилиндрическими отверстиями в донной части под толкатели с диском - комперсатором,.втулкой-компенсатором и диском-толкателем, имеющую электропривод и крышку для запирания. Механизм центрирования в ней выполнен регулируемым по высоте и в горизонтальной плоскости, имеющим призму с центрирующим выступом и подставку с винтовым хвостовиком. Устройство для засыпки флюса и заливки расплавленного металла выполнено в виде лотка, вмонтированного в крышку изложницы. Механизм выталкивания наплавленной детали содержит подпружиненные толкатели, жестко соединенные с диском-тол кателем. Диск-компенсатор в центральной части имеет паз и два сквозных цилиндрических отверстия, расположенньх с обеих сторон паза, соосно с ним. Диск-толкатель имеет Т-образ. ный выступ в центральной части для быстрого соединения с диском-компенсатором, Предлагаемая установка значительно упрощает конструкцию и расширяет технологические возможности. 6 ил. механизма центрирования детали (сечение Б - Б на фиг. 1; на фиг. 5 - диск-компенсатор; на фиг. 6 - диск-толкатель.Механизм центрирования детали состоит из призмы 1 с центрирующим выступом, соединенной с пневмоцилиндром 2, осуществляющим поворот призмы в горизонтальной плоскости на 90 до упоров 3 и 4 и подставки 5 с винтовым хвостовиком, благодаря чему возможно вертикальное перемещение механизма.Устройство для наплавки состоит из изложницы 6, вращаемой электродвигателем 7 через муфту 8, вал 9, размещенный в подшипниках 10, планшайбу 11. На валу укреплен тормоз 12. В изложницу встав 1560381510 15 20 25 30 35 40 Формула изобретения 45 50 55 ляются втулка-компенсатор 13 с фаской идиск-компенсатор 14, который надевается пазом (см. фиг. 2) на Т образный выступдиска-толкателя 15 (см. фиг, 3).Механизм подачи и запирания деталивключает корпус 16, соединенный с крышкойизложницы 17 через подшипник 1 с, а устройство для засыпки флюса и заливки расплавленного металла во внутреннюю полостьдетали состоит из лотка 19, установленного на подставке 20 и закрепленного вотверстии корпуса 16. Запирание изложницы6 крышкой 17 осуществляется с помощьюпневмоцилиндра 21.Нагрев детали до заданной температурыосуществляется электротоком с помощьюмагнитных пускателей через контакты 22.Механизм выталкивания наплавленнойдетали 23 из изложницы 6 состоит из дискатолкателя 15, подпружиненных толкателей24, дуги 25 и пневмоцилиндра 26.Предлагаемая установка работает следующим образом,Вначале в изложницу 6 устанавливаетсявтулка-компенсатор 13, затем диск-компенсатор 14, который пазом надевается на Т-образный выступ диска-толкателя 15, далеевилкообразным ключом, вставляемым в отверстия диска-компенсатора 14, последнийпроворачивается на 90, благодаря чемуобеспечивается жесткое соединение дискакомпенсатора 14 с ди ком-толкателем 15,Деталь 23 устанавливается на призму 1 механизма центрирования детали инр пнением винта подставки 5 регулируетсяци подъема (или опускания) призмытак,,Гн, центры восстанавливаемой детали 23и изложницы 6 совпали. Включается пневмоцилиндр 2, который поворачивает призму с деталью на 90 до упора 3, При этомвключаются магнитные пускатели контактов22 и прижимают контакты к торцам наплавляемой детали 23. После нагрева дозаданной температуры контакты 22 отходят,вновь включается пневмоцилиндр 2 и возвращает призму в первоначальное положениедо упора 4.Включается пневмоцилиндр 21, проталкивая направляемую деталь 23 крышкой 1изложницы 6, посаженной в подшипник 18,во втулку-компенсатор 13, имеющую с наружной стороны фаску для облегченияпопадания наплавляемой детали 23 в изложницу 6.Изложница 6 приводится во вращениеэлс тродвигателем 7. Вместе с изложницейполучает вращение восстанавливаемая деталь 23 и крышка 17 изложницы, установленная в подшипнике 18. Изменение оборотов вала 9 при изменении диаметра восстанавливаемой детали может быть осуществлено всеми известными методами (редуктором, шкивами с ременной передачей,элекрокомпенсатором на электродвигателеи др 1. Через лоток 19, установленный на подставке 20 в отверстии корпуса 16, вводится флюс, а затем заливается необходимое количество расплавленного металла:После окончания центробежной наплавки и затвердевания металла отключается электродвигатель 7, включается тормоз 12, с помощью которого вращение изложницы 6 прекращается. Пневмоцилиндр 21 возвращает через шток корпус 16 с подшипником 18 и крышку 17 изложницы 6 в первоначальное положение. Далее включается пневмоцилиндр 26 и дугой 25 через толкатели 24, диск-толкатель 15 и диск-компенсатор 14 выталкивает деталь 23 на призму 1 механизма центрирования. Дуга 25 возвращается в первоначальное положение пневмоцилиндром 26, а дисктолкатель 15 вместе с диском-компенсатором 14 возвращается пружинами толкателей 24.Затем цикл повторяется с очередной деталью.Предлагаемая установка работает в ручном и полуавтоматическом режимах.Таким образом, предлагаемая установка имеет упрощенную конструкцию, значительно меньше приводов, благодаря чему увеличивается надежность ее работы, облегчается обслуживание и ремонт. Кроме того, конструкция установки позволит восстанавливать детали разных размеров за счет применения быстросъемной оснастки (втулки и диска-компенсаторов), что делает установку универсальной и эффективной для применения в условиях серийного и единичного производства, наппример, на ремонтных пред- прияти ях.Наряду с восстановлением изношенных деталей установка может быть использована и для изготовления новых. В этом случае не используется механизм центрирования с призмой,1. Установка для наплавки центробежным литьем внутренних цилиндрических поверхностей деталей, содержащая станину, привод вращения наплавляемой детали, устройство для нагрева детали, механизм для центрирования детали, механизм для подачи и запирания детали, устройство для засыпки флюса и заливки расплавленного металла, механизм выталкивания наплавленной детали отличающаяся тем что с целью упрощения конструкции и расширения технологических возможностей, она снабжена изложницей со сквозными отверстиями в донной части, диском-компенсатором и втулкой-компенсатором, установленными во внутренней полости изложницы, а механизм выталкивания наплавленной детали состоит из диска-толкателя, установлен ного во внутрен 1560381ней полости изложницы, подпружиненных толкателей, жестко связанных с диском-толкателем и расположенных в сквозных отверстиях изложницы, и приводной нажимной дуги, расположенной против подпружиненных толкателей, механизм для подачи и запирания детали состоит из крышки изложницы, выполненной в виде кольцевого диска, и корпуса, имеющего цилиндрическую форму, в котором установлена крышка изложницы с возможностью вращения, механизм центрирования детали состоит из стола, имеющего подставку с винтовым хвостовиком для ее вертикального перемещения, и призмы с центрирующим выступом, установленной на подставке и шарнирно связанной с приводом ее горизонтального поворота и расположенной соосно между упомянутыми изложницей и механизмом для подачи и запирания детали, устройство для нагрева деталей состоит из контактов магнитных пускателей, выполненных в виде дисков, установленных на станине и расположенных по обеим сторонам призмы параллельно оси изложницы, при этом устройство для засыпки флюса и заливки расплавленного металла установлено внутри корпуса механиама подачи запирания детали.2. Установка по п. 1, отличающаяся тем,что диск-компенсатор связан с диском-тол кателем быстроразъемным соединением, например, при помощи Т-образного выступа в 15 центральной части диска-толкателя и соответствующего паза на диске-компенсаторе.овКо По В ткрыт аб д жгор Редактор А. ДолиничЗаказ 943НИИПИ Государственного ком13035, МосквПроизводственно-издательский Составитель В. ФедТехред И. ВересТираж б 18 тета ло изобретениям и Ж - 35, Раушская нкомбинат сПатент, г. У ектор Т. Палийписноеям нри ГКНТ СССР4,5хл. Гагарина, 01
СмотретьЗаявка
4367431, 04.11.1987
ЧЕЛЯБИНСКОЕ ВЫСШЕЕ ВОЕННОЕ АВТОМОБИЛЬНОЕ ИНЖЕНЕРНОЕ УЧИЛИЩЕ ИМ. ГЛАВНОГО МАРШАЛА БРОНЕТАНКОВЫХ ВОЙСК П. А. РОТМИСТРОВА
ВОЛКОВИЧЕР ЛЕОНИД СОЛОМОНОВИЧ, ШЕЛГАЕВА АВГУСТА ВИКТОРОВНА, КЛЕЦКИН БОРИС ЭЛИАКИМОВИЧ, ВОЛКОВИЧЕР ЮРИЙ ЛЕОНИДОВИЧ
МПК / Метки
МПК: B22D 13/04
Метки: внутренних, литьем, наплавки, поверхностей, центробежным, цилиндрических
Опубликовано: 30.04.1990
Код ссылки
<a href="https://patents.su/5-1560381-ustanovka-dlya-naplavki-centrobezhnym-litem-vnutrennikh-cilindricheskikh-poverkhnostejj-detalejj.html" target="_blank" rel="follow" title="База патентов СССР">Установка для наплавки центробежным литьем внутренних цилиндрических поверхностей деталей</a>
Способ уравновешивания роторов, собранных из отдельных дисков, для которых уравновешивание каждого диска в отдельности является обязательным

Номер патента: 147830
Опубликовано: 01.01.1962
Автор: Осадченко
МПК: G01M 1/30
Метки: диска, дисков, каждого, которых, обязательным, отдельности, отдельных, роторов, собранных, уравновешивание, уравновешивания, является
...диски будут также уравновешены и в роторе относительно его оси вращения при снятии с них компенсационных грузов. Вспомогательный груз крепится с постоянным радиусом на корректирующем устройстве, выполненном в виде, например, пробки 1. Уравновешиваемый диск 2 располагается на оправке 3 балансировочной машины так, чтобы его радиусы координатных точек 4, б, б и 7 совпадали с направлением радиусов координатных аналогичных точек корректирующего устройства, При этом ось балансирования отдельного диска становится эквивалентной оси вращения этого же диска в роторе.147830После уравновешивания дисков на балансировочной машине с них снимают корректирующие устройства с вспомогательным грузом. Затем диски надевают на вал ротора, который в...
Диск для центробежного распыления расплавленного металла

Номер патента: 475216
Опубликовано: 30.06.1975
Авторы: Агуреев, Блехеров, Голубков, Коновалов, Максимов
МПК: B22F 9/00
Метки: диск, металла, расплавленного, распыления, центробежного
...вовлекается во вращательное движение, растекается по газовой по душке и сходит с нее в виде тонкой пленки,которая под действием центробежных сил разрушается на капли, образующие при кристал- ,55 зации днсперс ый металлический порошок. ентробежного рас металла, содерн которой распол вка. При этом вс ристого керамич источником инерпылееЩ 55 ожена танка еского тного ния производительности , вставка выполнена в ованной гофрированной С целью 5 овыше 5 роцссса распыления виде спирали, образ металлической лентой11 а фиг. 1 и 2 прив вс 5 риат ос щесВлепи н предпо предложен тительньп ого диска из тарелки 1 и профилированзакрепленных на валу 3. Вал 3 вращение от привода 4 через у 3 выполнены отверстия, а в льцевая выемка (на чертежах . Отверстия...
Диск для центробежного распыления расплавленного металла

Номер патента: 480496
Опубликовано: 15.08.1975
Авторы: Блехеров, Голубков, Ефимова, Коновалов, Мухин
МПК: B22F 9/00
Метки: диск, металла, расплавленного, распыления, центробежного
...пористая металлокерамическая вставка 2. Между диском и вставкой 2 предусмотрена полость А, сообщающаяся через ряд отверстий а с камерой 3, неподвижно установленной под диском 1, На нижнем торце диска укреплены лопасти (закрылки) 4. Камера 3 соединена патрубком 5 с источником горячего нейтрального газа. В центральной части пористой вставки 6 имеется электронагреватель 7. Диск укреплен на полом валу 8, который связан с механическим приводом, а также с источником холодного инертного газа для охлаждепия токоподводов электронагревателя. Вал 8 имеет отверстия б для выброса отработанного холодного газа. Металлопровод 9 предназначен для подачи расплавленного металла на диск.Диск 1 приводят во вращение от привода.1 орячий газ под...
Диск для центробежного распыления расплавленных металлов
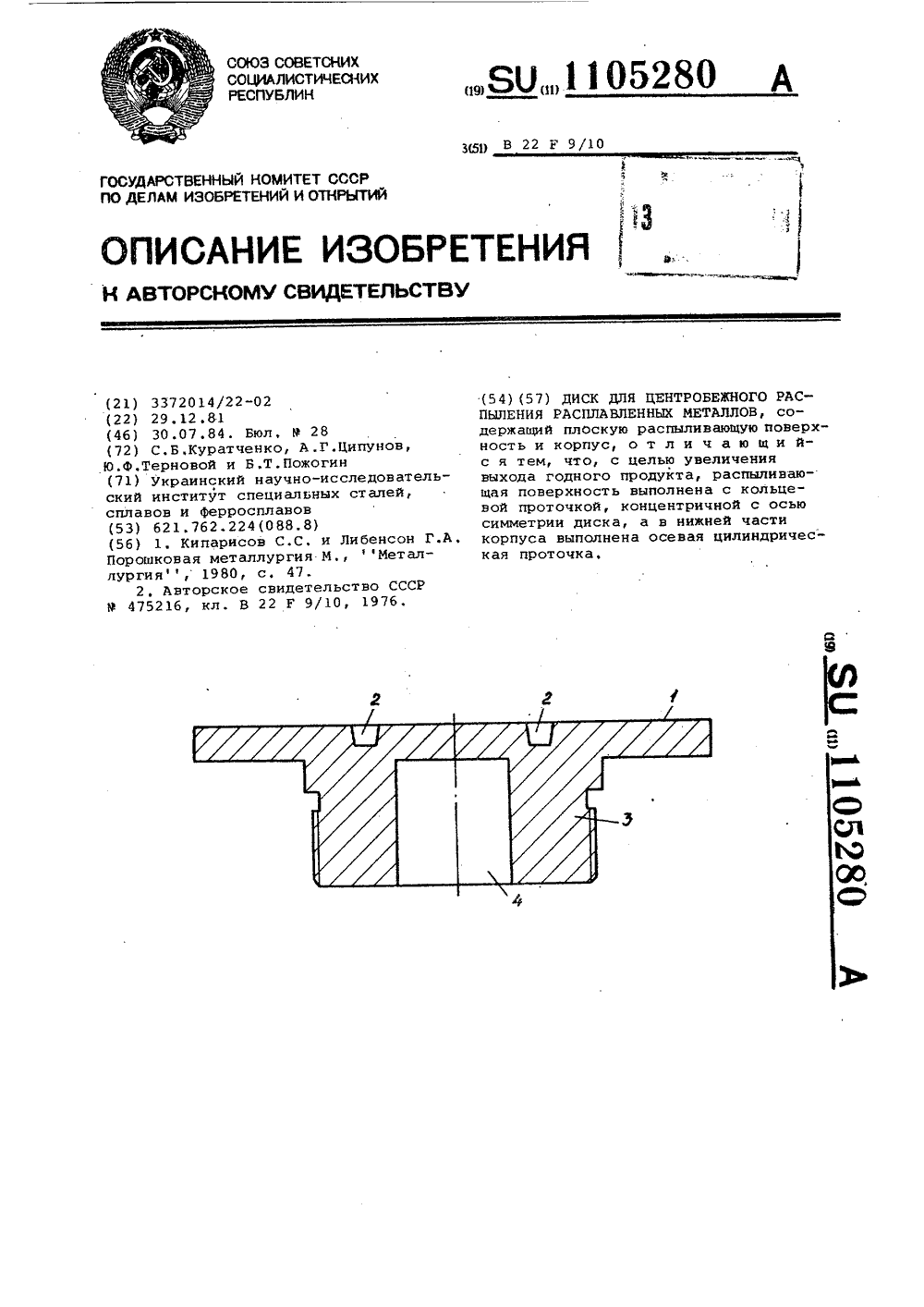
Номер патента: 1105280
Опубликовано: 30.07.1984
Авторы: Куратченко, Пожогин, Терновой, Ципунов
МПК: B22F 9/10
Метки: диск, металлов, расплавленных, распыления, центробежного
...металлической ленты (2).25К недостаткам известного устройст -ва относится низкий выход годногопродукта, обусловленный отсутствиемус ловий удержания слоя расплава нараспыли вающей поверхности, зоЦель изобретения - увеличениевыхода годного продукта, т.е. порошка заданного фракционного состава.укаэанную цель достигают тем, чтов, в ,иске для центробежного распылени.: расплавленных металлов, содержащем плоскую распыливающую поверхностьи корпус, распыливающая поверхностьвыполнена с кольцевой проточкой, концентричной с осью симметрии диска,а в нижней части корпуса выполнена осевая цилиндрическая проточка,На чертеже показана схема диска,вертикальное сеч;. ние,Предлагаемый диск для центробежного распыления расплавленных металлов содержит плоскую...
Счетный диск для определения времени хода поезда между двумя перегонами

Номер патента: 24679
Опубликовано: 31.12.1931
Авторы: Жуков, Макарочкин
МПК: G06G 1/08
Метки: времени, двумя, диск, между, перегонами, поезда, счетный, хода
...длины уклонов, при чем расстояния до этих кривых от непОдвижного радиуса вправо являются функцией суммы общей длины уклонов. На неподвижном диске Р слева направо в определенном масштабе откладываются минуты от 1 до 60, а на секторе М в том же направлении откладываются масштабные. величины сЕ, пропорциональные расстояниям между осями станций, при чем коэфициент для всех уклоновберется постоянным.Для подсчета времени хода поезда между двумя станциями подвижный и неподвижный диски устанавливаются так, чтобы их нулевые точки шкал совпадали между собою, а секторМ перемещался до совпадения его правой внутренней кромки с известной суммой подъемов и уклонов, определенной по профилю перегона, после чего подвижный диск Ф поворачивается до...
Предыдущий патент: Устройство для изготовления отливок в изложнице с горизонтальной осью вращения
Следующий патент: Вертикальная машина центробежного литья
Случайный патент: Способ измерения собственной добротности ускоряющего резонатора