Способ изготовления абразивных алмазосодержащих отрезных кругов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
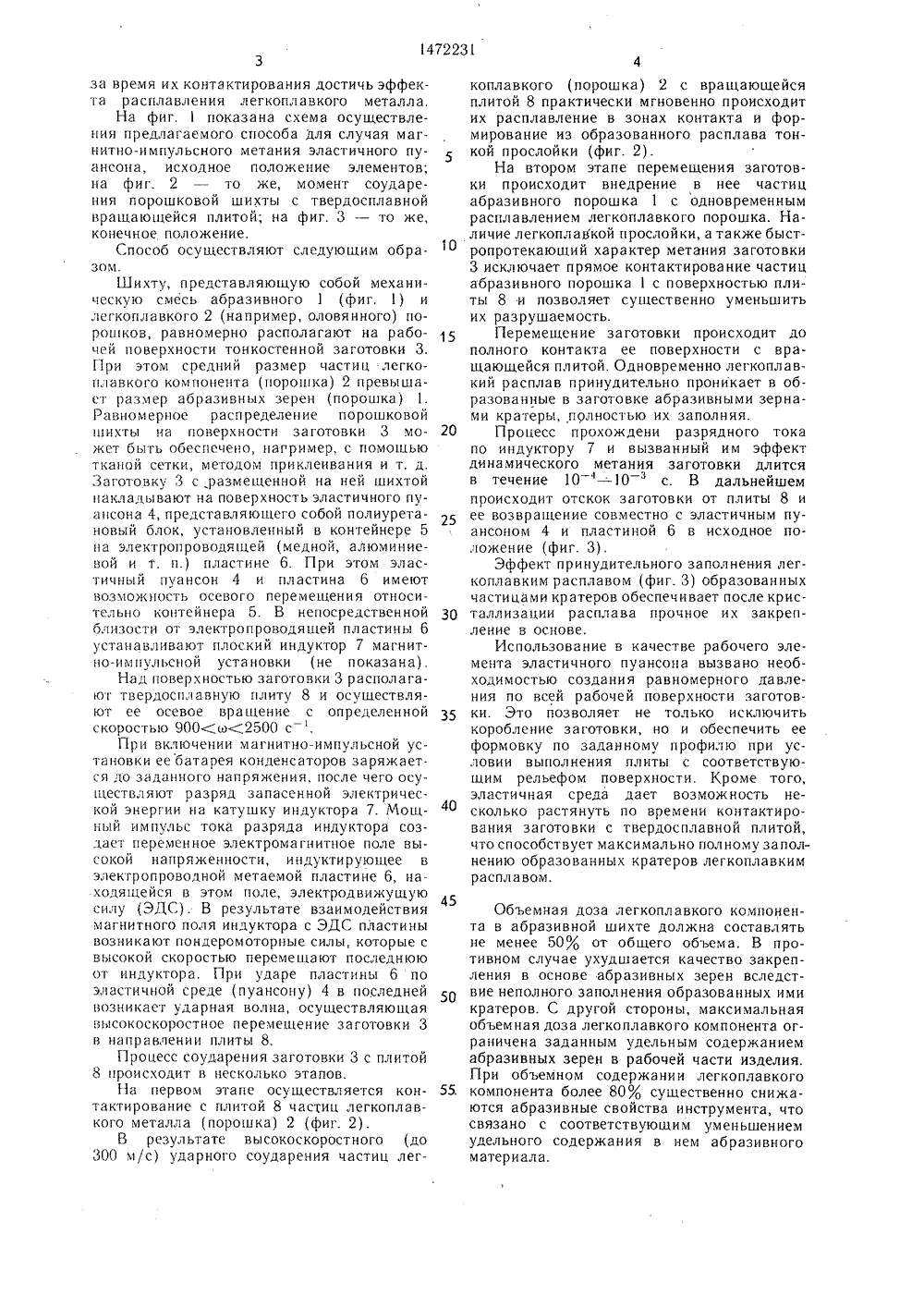
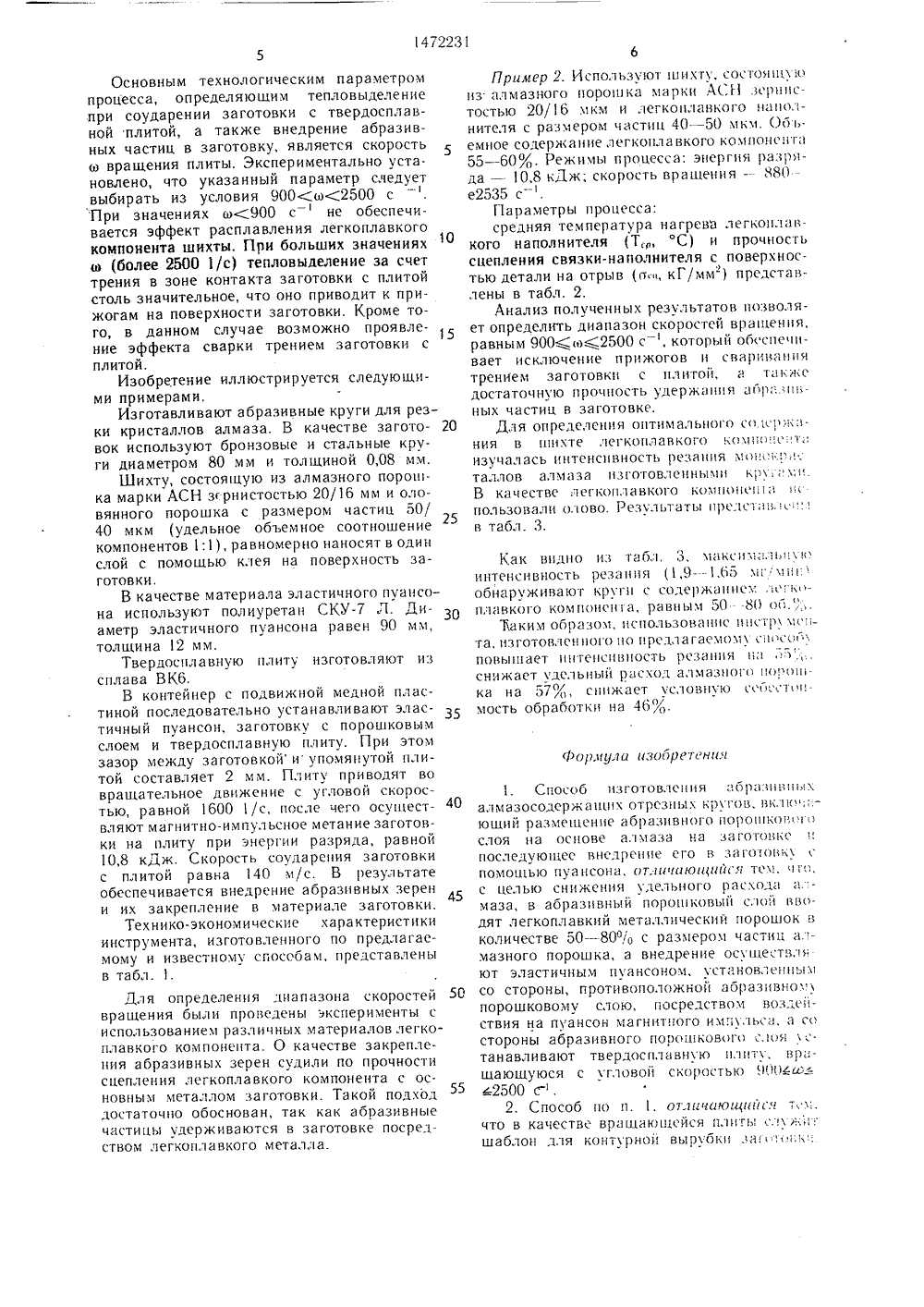
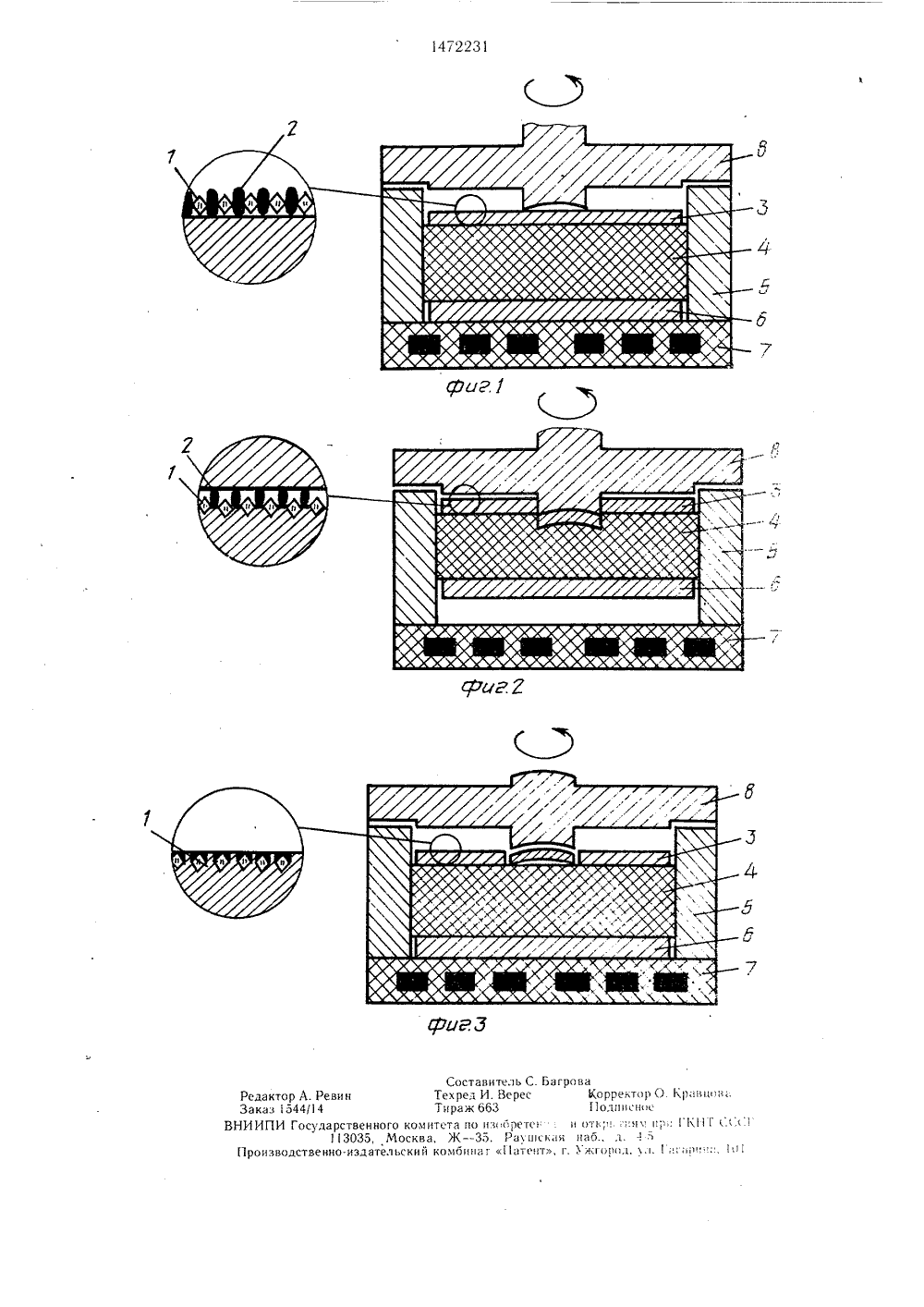
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 19) (1) В 22 Е 7/ 5 И 4 В 2 ОСУДАРСТВЕННЫЙО ИЗОБРЕТЕНИЯМРИ ГКНТ СССР МИТЕТТКРЫТИЯМ РЕТЕНИ ЛЬСТВУ рки ельство СССР3/02, 1970.4140, кл. 204-16, 947. Я АБРАЗИВ ИХ ОТРЕЗ к области пожет быть ися абразивного резных и расПИСАНИЕВТОРСКОМУ СВИ(71) Институт проблговечности машин А(56) Авторское свид336147, кл. В 24Патент США24 х"о 14 ем надежности и долН БССР.н, А. А. Кот, В. А. Ве кович, В. И. Жо 54) СПОСОБ ИЗГОТОВЛЕНН ЫХ АЛМАЗОСОДЕРЖ АЩНЪХ КРУГОВ 57) Изобретение относится ошковой металлургии и мо ользовано для изготовлени нструмента, в частности от Изобретение относится к порошковой металлургии и может быть использовано для изготовления абразивного инструмента, в частности отрезных и распиловочных кругов.Цель изобретения - снижение удельного расхода алмаза.Поставленная цель достигается тем, что в известном способе изготовления абразивных отрезных кругов, включающем размещение слоя абразивного порошкового материала на загоовке и последуюшее внедрение его в заготовку с помощью пуансона, в исходный абразивный материал добавляют легкоплавкий порошковый материал например, олово в количестве 50 - 80 О" его обьема с размером частиц, превышаюшим размер частиц абразивного материала, пуансон выполняют из эластичного материала пиловочных кругов. Целью является снижение удельного расхода алмазов. По способу изготовления абразивных алмазосодержацих отрезных кругов в абразивный порошковый слой вводят легкоплавкий металлический порошок в количестве 50 - 80 О с размером частиц алмазноо порошка, размегцают абразивный порошковый слой на основе алмаза на заготовке и внедряют его в заготовку с помошью эластичного пуансона, установленного со стороны противоположной абразивному порошковому слок) посредством воздействия на пуансон магнитного импульса, а со стороны абразивного порошкового слоя устанавливают трудно- сплавную плиту, врагцаюшуюся с угловой скоростью 900(со(2500 с . При этом в качестве врагцаюшейся плиты служит шаблон для контурной вырубки заготовки. 3 табл., 3 ил. и устанавливают со стороны противоположной порошковому слою на заготовке, а со стороны порошкового слоя устанавливают врагцаюшуюся с угловой скоростью 900( (со(2500 ствердосплавную плиту, причем внедрение абразивного материала в заготовку осуществляют посредством магнитно- импульсного воздействия .пуан н.Ь качестве вращающейся твердосплавной плиты может служить шаблон для контурной вырубки заготовки.Ввеъ ние в исходный абразивный материал определенного количества легкоплавкого металла обеспечивает в разультате его расплавления прочное закрепление абразивных зерен в основе. Высокоскоростное магнитно-импульсное метание заготовки на врашаюшуюся твердосплавную плиту позволяетза время их контактирования достичь эффекта расплавления легкоплавкого металла.На фиг, 1 показана схема осуществления предлагаемого способа для случая магнитно-импульсного метания эластичного пуансона, исходное положение элементов; на фиг. 2 - то же, момент соударения порошковой шихты с твердосплавной врагцаюшейся плитой; на фиг. 3 - то же, конечное положение.Способ осуществляют следуюшим образом.Шихту, представляющую собой механическую смесь абразивного 1 (фиг. 1) и легкоплавкого 2 (например, оловянного) порошков, равномерно располагают на рабочей поверхности тонкостенной заготовки 3. Г 1 ри этом средний размер частиц легкоплавкого компонента (порошка) 2 превышает размер абразивных зерен (порошка) 1. Равномерное распределение порошковой шихты на поверхности заготовки 3 может быть обеспечено, нагример, с помогцью тканой сетки, методом приклеивания и т. д. Заготовку 3 с размещенной на ней шихтой накладывают на поверхность эластичного пуансона 4, представляющего собой полиуретановый блок, установленный в контейнере 5 на электропроводяшей (медной, алюминиевой и т. и.) пластине 6. При этом эластичный пуансон 4 и пластина 6 имеют возможность осевого перемегцения относительно контейнера 5. В непосредственной близости от электропроводяшей пластины 6 устанавливают плоский индуктор 7 магнитно-импульсной установки (не показана).Над поверхностью заготовки 3 располагают твердосплавную плиту 8 и осугцествляют ее осевое вращение с определенной скоростью 900(со 2500 сПри включении магнитно-импульсной установки ее батарея конденсаторов заряжается до заданного напряжения, после чего осуществляют разряд запасенной электрической энергии на катушку индуктора 7. Могцный импульс тока разряда индуктора создает переменное электромагнитное поле высокой напряженности, индуктируюшее в электропроводной метаемой пластине 6, на.ходящейся в этом поле, электродвижушую силу (ЭЛС). В результате взаимодействия магнитного поля индуктора с ЭДС пластины возникают пондеромоторные силы, которые с высокой скоростью перемешают последнюю от индуктора, При ударе пластины 6 по эластичной среде (пуансону) 4 в последней возникает ударная волна, осуществляющая высокоскоростное перемещение заготовки 3 в направлении плиты 8.Процесс соударения заготовки 3 с плитой 8 происходит в несколько этапов,На первом этапе осуществляется контактирование с плитой 8 частиц легкоплавкого металла (порошка) 2 (фиг. 2).В результате высокоскоростного (до 300 м/с) ударного соударения частиц лег 45 50 55,Объемная доза легкоплавкого компонента в абразивной шихте должна составлять не менее 50 Я от обшего объема. В противном случае ухудшается качество закрепления в основе абразивных зерен вследствие неполного заполнения образованных ими кратеров. С другой стороны, максимальная объемная доза легкоплавкого компонента ограничена заданным удельным содержанием абразивных зерен в рабочей части изделия. При объемном содержании легкоплавкого компонента более 80 Я существенно снижаются абразивные свойства инструмента, что связано с соответствуюшим уменьшением удельного содержания в нем абразивногоматериала. коплавкого (порошка) 2 с врашаюшейсяплитой 8 практически мгновенно происходитих расплавление в зонах контакта и формирование из образованного расплава тонкой прослойки (фиг. 2),На втором этапе перемешения заготовки происходит внедрение в нее частицабразивного порошка 1 с одновременнымрасплавлением легкоплавкого порошка, Наличие легкоплавкой прослойки, а также быстропротекаюший характер метания заготовки3 исключает прямое контактирование частицабразивного порошка 1 с поверхностью плиты 8 и позволяет существенно уменьшитьих разрушаемость.Перемещение заготовки происходит дополного контакта ее поверхности с вращающейся плитой. Одновременно легкоплавкий расплав принудительно проникает в образованные в заготовке абразивными зернами кратеры, полностью их заполняя,20 Процесс прохождени разрядного токапо индуктору 7 и вызванный им эффектдинамического метания заготовки длитсяв течение 10- 10с. В дальнейшемпроисходит отскок заготовки от плиты 8 иее возвращение совместно с эластичным пуансоном 4 и пластиной 6 в исходное положение (фиг. 3),Эффект принудительного заполнения легкоплавким расплавом (фиг. 3) образованныхчастицами кратеров обеспечивает после крис 30 таллизации расплава прочное их закрепление в основе.Использование в качестве рабочего элемента эластичного пуансона вызвано необходимостью создания равномерного давления по всей рабочей поверхности заготовки. Это позволяет не только исключитькоробление заготовки, но и обеспечить ееформовку по заданному профилю при условии выполнения плиты с соответствуюшим рельефом поверхности. Кроме того,эластичная среда дает возможность несколько растянуть по времени контактирования заготовки с твердосплавной плитой,что способствует максимально полному заполнению образованных кратеров легкоплавкимрасплавом.30 35 Ф 017 ля,7 и и до бр Р 7 аниц 40 45 Основным технологическим параметром проце 22 а, определяющим теплов ыделенне при 2 оударении заготовки 2 твердоеплавной плитой, а также внедрение абразивных частиц в заготовку, является скорость Сс 7 ВращЕНИя ПЛИТЫ. ЭКСПЕрИМЕНтаЛЬНО уСтановлено, что указанный параметр следует выбирать из условия 900(ь 7(2500 2 При значениях со(900 2не обеепечиваетея эффект расплавления легкоплавкого компонента шихты. При больших значениях а (более 2500 1/2) тепловыделение за счет трения в зоне контакта заготовки 2 плитой столь значительное, что оно приводит к прижогам на поверхности заготовки. Кроме того, в данном случае возможно проявление эффекта сварки трением заготовки 2 плитой.Изобретение иллюстрируется 2 ледующими примерами,Изготавливают абразивные круги для резки кристаллов алмаза. В качестве загото вок используют бронзовые и стальные круги диаметром 80 мм и толщиной 0,08 мм.Шихту, состоящую из алмазного порошка марки АСН зсрнието 2 тью 20/16 мм и оловянного порошка 2 размером частиц 50/ 40 мкм (удельное объемное соотношение25 компонентов 1:1), равномерно наносят в один слой 2 помощью клея на поверхность заготовки. В качестве материала эластичного пуацеона используют полиуретан СКУЛ. Диаметр эластичного пуансона равен 90 мм, толщина 12 мм.Твердо 2 цлавную плиту изготовляют из сплава ВК 6.В контейнер 2 подвижной медной пла 2- тиной последовательно устанавливают эла 2- тичный пуансон, заготовку 2 порошковым слоем и твердо 2 плавную плиту. При этом зазор между заготовкой и упомянутой плитой составляет 2 мм. Плиту приводят во вращательное движение 2 угловой 2 коро 2- тью, равной 1600 /2, после чего о 2 уцсеетвляют магнитно-импульсное метание заготовки на плиту при энергии разряда, равной 10,8 кДж. Скорость 2 оудареция заготовки 2 плитой равна 140 м/2. В результате обеспечивается внедрение абразивных зерен и их закрепление в материале заготовки.Технико-экономические характеристики инструмента, изготовленного по предлагаемому и известному способам, пред 2 тавлены в табл. 1. Для определения диапазона скоростей 50 вращения были проведены эксперименты 2 использованием различных материалов легкоплавкого компонента. О качестве закрепления абразивных зерен судили по прочности сцепления легкоплавкого компонента 2 о 2- новным металлом заготовки. Такой подход дотаточцо обоснован, так как абразивные частицы удерживаются в заготовке по 2 ред 2 твом легкоплавкого металла. Пример 2. Ипользуют шихту, состояцсук 1 из длмазного порошка марки АСН зсрцц- тотью 20/16 мкм и легкоплавкого цдцолнителя 2 размером чд 2 тиц 40 - 50 мкм. (Мь. емцое 2 олержацие легкоплавкого компоццтд 55 - 60. Режимы процесса: энергия разряда - 10,8 краж; скорость врагценця880 - е 2535 2Параметры процесса:средняя температура нагрева легкоплавкого наполнителя (Т С) и прочность сцепления 2 вязки-наполнителя 2 поверхно 2- )тью детали на отрыв (сс, кГ/мм ) представлены в табл. 2.Анализ полученных результатов позволяет определить диапазон скоростей вращения, равным 900(ы(2500 2, который обс специвает и 2 кгпочение прижогов ц вдрцвд ни я трением заготовки 2 плитой, д тдкж достаточную прочность удерждцця дбрдзццных чд 2 тиц в заготовке.Для определения оптимального с 7;11 жд. ния в шцхте легкоплавкого комцоц:.т,. ИЗУЧадаСЬ ЦнтЕЦ 2 ЦВНОтЬ РЕЗаНИЯ МОЦсп РД, таллов алмдза изготовленными кругая,. В кдче 2 тве легкоплавкого комцоцс ц 7 д ц пользовали олово. Результаты прсдстдц,ц ".1 в табл. 3. Как видно цз табл. 3, мдкц пальцу ц ицтени вно 2 ть резания (1,9 - -1.65 мг 7 и и цОбНаРУжИВаЮт КРУГИ 2 2 ОДЕРжДЦЦМ сп ГК 1- плдвкого компонента, равным 50 80 с 1 сц",;.)едким образом, использование ццтр) м; та, изготовленного цо црдлагаемому цос 7 б, повь 7 шдет интенсивность резания цд 55" снижает удельный рдход алмазного ш 7, сцц ка на 57%, снижает у 2 ловцю с 1 т цмо 2 ть обработки на 46%. 1. Способ цзготовлецця дбрдзц нных алмазо 2 одержацп 7 х отрезных кругов, вклк ц - югций размещение абразивного поро 7 ц 7 соц;го слоя на основе алмаза на заготовке по 2 ледующее внедренце его в заготовку помощью пуансона, с 7 т.77 Н 777 ю 77 р 71 ся тм,гс 2 целью снижения удельного раходд д, - маза, в абразцвныи порошковый слой вводят легкоплавкий металлцче 2 кци порошок в количестве 50 - 80/, 2 размером частиц дл- МаЗНОГО ПОРОШКа, а ВНЕДРЕНИЕ ОУШЕтВЛЯ- ют эла 2 тичным пуансоном, утдцовлеццы:а 2 о стороны, противоположной дбразцвцо порошковому слою, посредством возяй 2 твия на пуансон магнитного имюльд, д о стороны абразивного порошкового доя танавливают твердо 2 плдвцую плиту, вр,.- шаюшуюея 2 угловой скоростью с 77 И)йсс - й 2500 2 .2. Способ по и. 1. от.7 ичссющ 777)с.7 т,:. что в качестве врдшаюсцсйя плиты ,. я.цг шаблон для контурной вырубки здс; ц .,1472231 Таблица 1 1 Показ ат ели предлагаемый известный Интенсивность резания,мг/минУдельный расход порошкаУсловная себестоимость обработки, руб/карат 1, 1024,00 1,7510, 31 3,68 6,90 Таблица 2 корость вращения тверлосплавной плиты, сМатериал легкоплав кого ком 1250 500 2000 2500 2530т т С / г миг о сне сн. с осу бсм Тч Я 7 6г/мм С кг/югкг С к:г/ Скг/ммг фс вс,г/мм 3,2 2 3,9- сваривание заготовки с плитой, прижоги- нет закрепления абразивных зерен, ик выкрашивание из заготовк аблица икте, об,Е дерк- е олов50 60 казатели 0 тенсивмость резания,)аннов,Редактор А. РевинЗаказ 544/14НИИПИ Государственног13035, МПроизводственно-издател Составитель С. БТехрет И Верес Тираж 663 комитета по изооретс) сква, Ж - 35. Раушска кий комоинаг атент),Корректор (1 одпис)н)ен откинас)., лжгород
СмотретьЗаявка
3951651, 24.09.1985
ИНСТИТУТ ПРОБЛЕМ НАДЕЖНОСТИ И ДОЛГОВЕЧНОСТИ МАШИН АН БССР
ДОРОЖКИН НИЛ НИКОЛАЕВИЧ, КОТ АНАТОЛИЙ АНДРЕЕВИЧ, ВЕРЕЩАГИН ВИТАЛИЙ АЛЕКСЕЕВИЧ, ЯРКОВИЧ АЛЕКСАНДР МИХАЙЛОВИЧ, ЖОРНИК ВИКТОР ИВАНОВИЧ, ШИРОКИЙ ИГОРЬ ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B22F 7/04, B24D 3/10, B24D 5/12
Метки: абразивных, алмазосодержащих, кругов, отрезных
Опубликовано: 15.04.1989
Код ссылки
<a href="https://patents.su/5-1472231-sposob-izgotovleniya-abrazivnykh-almazosoderzhashhikh-otreznykh-krugov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления абразивных алмазосодержащих отрезных кругов</a>
Длинномерная заготовка из металлических порошков и пресс форма для ее формования

Номер патента: 1611573
Опубликовано: 07.12.1990
Автор: Барков
Метки: длинномерная, заготовка, металлических, порошков, пресс, форма, формования
...элемент 5, в вырезе верхней плиты подвижно установлены два формуюших элемента 6 и 7. Формующие элементы в виде пятигранников имеют по две рабоцие грани 8 и 9 грани С), расположенные под углом 120. Одна лицевая рабочая грань 9 находится в контакте с торцовой гранью 10 соседнего элемента. Угол между торцовой гранью 10 и смежной рабочей гранью 9 элемента 7 равен 60.Пресс-форма работает следующим образом.В полость, образованную лицевыми гранями 8 и 9 формукщих элементов 57, засьшают порошок. Торцы полости закрывактся плитами (не показано). С помогцью пресса к верхней плите 2 прикладывают усилие прессования. При эгом плита 2 перемещается вниз, пружины 3 сжимаются и перемещают формующие элементы 6 и 7 по соответствующим поверхностям...
Скользящий ковшовый затвор

Номер патента: 1088878
Опубликовано: 30.04.1984
Авторы: Кан, Лебедев, Либерман, Паршин, Фроловский
МПК: B22D 41/08
Метки: затвор, ковшовый, скользящий
...друг к другу,в которых выполнены отверстия сдиаметром, равным диаметру каналаразливочного стакана, смонтирован, ного в днище разливочного ковша.При этом верхняя плита неподвижноприкреплена к днищу ковша, а нижняяимеет несколько отверстий и возможность перемещения относительно верх"ней плиты под действием гидроцилиндра. 35По мере разрушения очередного отверстия нижняя плита передвигается таким образом, что в работе участвуетследующее отверстие 1 2 "1,Недостатком указанного устройства 40является увеличение хода подвижнойплиты при смене отверстий, участвующих в работе. Кроме того, усложняется конструкция привода передвижения подвижной плиты. Это объясняется тем, что привод должен обеспечитькак перемещение подвижной плиты нашаг между...
Засыпной аппарат доменной печи

Номер патента: 1049550
Опубликовано: 23.10.1983
Авторы: Алексейчик, Боромыченко, Гамольский, Дейко, Кравченко, Лозовой, Поляничко
МПК: C21B 7/20
Метки: аппарат, доменной, засыпной, печи
...б, вокруг нижнего малого конуса 7 и служат для осуществления односторонней загрузки шихты(с целью устранения канального ходапечи), Их может быть три, четырешесть или восемь штук и расположеныони по окружности вокруг нижнегоконуса,Регуляторы состоят иэ поршневогопривода со штоком и отсекающей плитой, Под поршнем установлена пружина обратного хода, Регуляторы находятся постоянно в верхнем псложениии только в случаях расстройства.хода доменной печи с их помощью осу"ществляют сосредоточенную одностороннюю загрузку шихты в .печь,Ход регуляторов вниз не превышает величины 500 мм, они могут не доходить до поверхности верхней чаши радиального распределителя на 80-200 мм.Ширина отсекающих плит составляет 700-800 мм. Плиты подвешены вертикально и...
Смазка для форм

Номер патента: 1366406
Опубликовано: 15.01.1988
Авторы: Агаджанов, Кошелева, Нейман, Рувинский, Шевченко
МПК: B28B 7/38
...и 62% воды. Вяза кость смазки при температуре 15 С составляет 12 с, расход - 45 г/м, количество бракованных изделий - 0,5%.П р и м е р 4, Аналогичным способом перемешивают 7% (в пересчете на воск) пасты ОПЛ, 1,5% полиэтиленгликолевого эфира, 8% шлама из осади- тельных емкостей и воду (83,5%). Смаз. ка не обеспечивает равномерного по25 Смазка для форм в производствебетонных изделий, включающая отход, производства ланолина, эмульгатор и воду, о т л и ч а ю щ а я с я тем, что, с целью обеспечения стабильнос- ЗО ти смазки в диапазоне температур 1545 С и повышения однородности слоя смазки при нанесении на вертикальные кассетные формы методом окунания, она содержит в качестве эмульгатора полиэтиленгликолевый эфир на основе...
Электролит для абразивно-катодного шлифования алмазно абразивными кругами на алюминиевой связке

Номер патента: 499084
Опубликовано: 15.01.1976
Авторы: Васильев, Каневский, Лимонов, Попов
МПК: B23P 1/16
Метки: абразивно-катодного, абразивными, алмазно, алюминиевой, кругами, связке, шлифования, электролит
...эффективного вскрытия режущих поверхностей зерен абразива или алмаза указанных алмазо-абразивных кругов, в его состав введен натрий бензойнокислый, а компоненты взяты в следующем соотношении, вес. %:Натрий азотнокислый 5 - 7 Натрий азотистокислыйНатрий бензойнокислый 25 Вода ое 0,8 - 1 1 - 1,Оста льнИзобретение относится к области электро- химического шлифования деталей из металлических и неметаллических материалов и может быть использовано для абразивно-катод- ного шлифования алмазными и абразивными кругами на алюминиевых связках с постоянной правкой круга электрохимическим способом во время работы.Известен электролит для абразивно-катод- ного шлифования алмазно-абразивными кругами на алюминиевой связке на основе водного раствора...
Предыдущий патент: Станок для испытания шлифовальных кругов
Следующий патент: Формовочная масса для изготовления абразивного инструмента
Случайный патент: Привод центрифуги