Способ литья вакуумным всасыванием в керамическую газопроницаемую форму и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 996089
Авторы: Евстигнеев, Марширов, Покровский, Стоянов, Тимофеев, Трифонов, Щелкунов

Текст
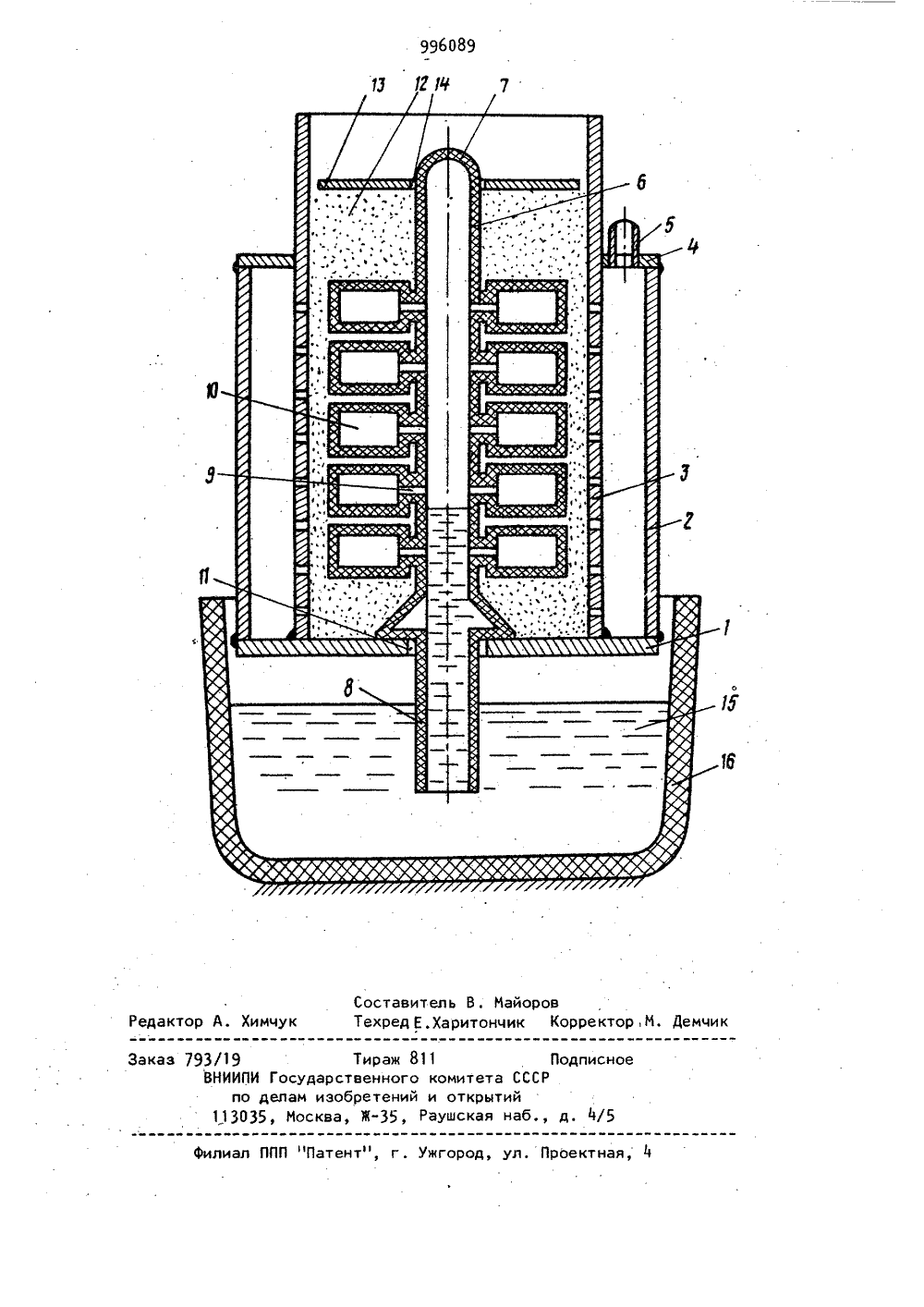
ОП ИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИЯЕТЕЛЬСТВУ н 1996089 Союз СоветскикСоциалистическихРеспублик(22)Заявлено 28.07.81 (21) 3325559122-02 В 22 О 18/06 с присоединением заявки (23 приоритет ГэвуюврствеввВИ квмвтвт ь.ьь. Р в Евам взевретеиив и вткрмтийОпубликовано 15 . 02 . 83. Бюллетень6 Дата опубликования описания 15.0283" д "1 тГорьковский ордена Трудового Красного Знамениполитехнический институт им. А, А. Жданова(5 Ц) СПОСОБ ЛИТЬЯ ВАКУУМНЫМ ВСАСЫВАНИЕИ В КЕРАМИЧЕСКУЮ ГАЗОПРОНИЦАЕМУЮ ФОРМУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ 1Изобретение относится к литейному производству, а именно к способамполучения отливок методом вакуумноговсасывания в керамических газопроницаемых формах, изготовленных по выплавляемым моделям.Известен способ получения отливокв керамических формах, изготовленныхпо выплавляемым моделям, заливаемыхлитьем под низким давлением, Заливку гоформы производят через литниковый ходувеличенного диаметра, после затвердевания отливок незатвердевщий встояке металл сливают через металлопровод в тигель 11.Недостатком этого способа является необходимость обеспечения плотного сочленения между фланцем металлопровода и формой, кроме того,отделение отливок от полого стояка с 20топкими стенками требует примененияспециальногооборудования,так как насуществующих обрубных станках происходит деформация стояка,2Наиболее близким к изобретению по технической сущности и достигаемому результату является способ получения отливок в керамических формах, изготовленных по выплавляемым моделям, который включает погружение открытого конца центрального литникового хода в тигель с расплавленным металлом, принудительное заполнение формы металлом за счет создания разрежения в форме или под низким давлением, .выдержку залитой формы до затвердевания в ней металла, отключение вакуума или давления и съем зат литой формы для отделения материала формы от отливок, при этом выдержку под давлением осуществляют только до затвердевания отливок, а затем при отключении вакуума или давления сливают жидкий металл из литникового хода в тигель.Устройство для осуществления способа включает разъемный корпус с уст тановленной в нем литейной формой, 3 9960состоящей из центрального литниковога хода и полостей для полученияотливок, расположенных радиально относительно центрального литниковогохода по всей его длине, при этом литниковый ход выполнен с сечением по :крайней мере в 5 раз большим сечения питателя Г 2 3Однако реализация известного способа требует высокую точность в соб Олюдении технологического процесса,вызванную тем, что жидкий;металл сливают из центрального литникового хода после затвердевания отливок. Кроме того, в течении времени, требуемо-. 3го для затвердевания отливок, возможно образование в,стояке корочки затвердевшего металла, в следовательно, не гарантировано получение отливок, отделенных друг от друга. 26Цель изобретения - снижение трудоемкости получения отливок,Поставленная цель достигаетсятем, цто согласно способу литья вакуумным всасыванием в керамическую Игазопроницаемую форму, включающему погружение открытого конца центрального литникового хода формы в тигель с расплавленным металлом, принудительное заполнение формы металлом., Зрза счет создания разрежения в форме и слив жидкого металла иэ центрального литникового хода в тигель,разрежение в форме создают путемотсоса воздуха по боковой поверхности формы, а после заполнения формы металлом полость центрального хода сообщают с атмосферой.Цвль достигается также тем, чтов устройстве для осуществления способа, содержащем корпус, форму с формообразующими полостями, расположенными радиально относительно центрального литникового хода, и систему вакуумирования, корпус выполнен в видедвух аксиально расположенных цилинд,.ров, при этом во внутреннем цилиндре выполнены отверстия по всей еговысоте, а полость между цилиндрамисоединена с системой вакуумирования.На чертеже схематически показанопредлагаемое устройство для литья вакуумным всасыванием, общий вид, раз;,рез.Устройство содержит опорную площадку 1, на которой установлен внешнииИцилиндр 2 и внутренний цилиндр 3. Вверхней части устройстве диск ч опирается на торец цилиндра 2 и надет на цилиндр 3. 8 диск ч вставлена трубка 5, соединенная с системой вакуумирования , форма 6, имеющая закрытый 7 и открытый 8 концы литниковогохода, питатели 9 и формообразующиеполости 30, расположена в устройстве таким образом, что открытый конец 8 центрального литникового ходаформы 6 выступает из отверстия 11 вопорной площадке 1. Пространствомежду формой и устройством заполненоопорным наполнителем 12. На наполнителе лежит крышка 13, через отверстия 1 ч в которой выступает закрытый конец 7 центрального литниковогохода формы 6.Способ осуществляется следующимобразом,Устройство перемещают так, чтобы открытый конец литниковогохода погрузился в жидкий металл 15;содержащийся в тигле 16. Через трубку 5 удаляют воздух из полости между цилиндрами 2 и 3. По отверстиям,выполненным в стенке цилиндра 3, изпространства, окружающего форму 6,и, соответственно, из формы, удаляют воздух. В форме 6 создается разрежение, которое сохраняется приподсосе воздуха между поверхностями сочленения литникового хода формы 6, крышки 13 и цилиндра 3 черезнаполнитель 12 благодаря непрерывному удалению воздуха. Возникшееразрежение обеспечивает подьем металла по литниковому ходу формы 6 изаполнение формообразующих полостей10. После заполнения, что оценивается визуально по прекращению опускания уровня металла в тигле, закрытыйконец 7 литникового хода разрушениемего сообщают с атмосферой, Перепаддавлений над зеркалом металла 15 втигле, 16 и в форме 6 исчезает. Засчет собственного веса жидкий металллитникового хода формы 6 выливается в тигель 16, и устройство отводится в сторону от тигля. Разрежение, сохраняющееся вокруг наружныхповерхностей газопроницаемых Формообразующих полостей 10, предотвращает вытекание металла из них. Питаниеотливок осуществлнется металлом питателей 9,затвердевающих в последнююочередь при избыточном давлении атмосферы. После затвердевания отливокотклюцают разрежение, и полученныеотливки вместе с формой и наполнителем удаляют из устройства.3 . 9960,8Выливание металла из центральноголитникового хода сразу после его за- полнения позволяет получить отливки, отделенные друг от друга, при этом ,питание отливок осуществляется ме- з :таллом, находящимся в питателе за счет действия атмосферного давления;Экономический эффект от внедрения предлагаемых способа и устройства по сравнению с известными составля ет 119 руб. на тонну эа счет исключения обрубных работ и экономии метар": ла.Р формула изобретения 1. Способ литья вакуумным всасыва.- .нием в керамическую газопроницаемую форму, включающий погружение открытого конца центрального литникового 2 ф хода формы в тигель с расплавленным металлом, принудительное заполнение формы металлом эа счет созда" ния разрежения в форме и слив жидкого металла из центрального литнико БОГО хода втигель 1 О т л и ч а ю щ и й с я тем, что, с целью сниже 9 4ния трудоемкости изготовления отливок, разрежение в форме создают путемотсоса воздуха по боковой поверхности формы, а после заполнения формыметаллом полвсть центрального литии" .кового хода сообщают с .атмосферой.2. Устройство для литья вакуумнымвсасыванием в керамическую газопроницаемую форму, содержащее корпус,Форму с формообразующими полостями,расположенными радиально относитель-.но центрального литникового хода, исистему вакуумирования., о т л и ч аю щ е е с я тем, что, с целью снижения трудоемкости изготовления отливок, корпус выполнен в виде двухаксиально расположенных цилиндров,при этом. во внутреннем цилиндре выполнены отверстия по всей его высоте,а полость между цилиндрами соединена.с системой вакуумирования.Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССРНф 231718, кл. В 22 0 25/00, 1971.2. Авторское свидетельство СССРИ 70 И 38, кл. В 22 0 18100, 1975.996089 Редактор А. Хим ак филиал ППП "Патент", г. Ужгород, ул, Проектная, ч 793/19 ВНИИПИ Госуд по делам 113035, МосСоставитель В. МайоровТехред Е.Харитончик Корректор,Тираж 811 Подписственного комитета СССРобретений и открытийа, Ж, Раушская наб., д. 4/
СмотретьЗаявка
3325559, 28.07.1981
ГОРЬКОВСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. А. А. ЖДАНОВА
ТИМОФЕЕВ ГЕННАДИЙ ИВАНОВИЧ, ТРИФОНОВ ЮРИЙ ИВАНОВИЧ, МАРШИРОВ ВИКТОР ВИКТОРОВИЧ, ЕВСТИГНЕЕВ АЛЕКСЕЙ ИВАНОВИЧ, ЩЕЛКУНОВ СЕРГЕЙ ОСИПОВИЧ, ПОКРОВСКИЙ ВЕНИАМИН АНДРЕЕВИЧ, СТОЯНОВ АЛЕКСЕЙ ЮЗЕФОВИЧ
МПК / Метки
МПК: B22D 18/06
Метки: вакуумным, всасыванием, газопроницаемую, керамическую, литья, форму
Опубликовано: 15.02.1983
Код ссылки
<a href="https://patents.su/4-996089-sposob-litya-vakuumnym-vsasyvaniem-v-keramicheskuyu-gazopronicaemuyu-formu-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ литья вакуумным всасыванием в керамическую газопроницаемую форму и устройство для его осуществления</a>
Ступенчатая литниковая система для заливки литейных форм

Номер патента: 146000
Опубликовано: 01.01.1962
МПК: B22C 9/08
Метки: заливки, литейных, литниковая, ступенчатая, форм
...конструкции получают высококачественные отливки.На чертеже показана схема предлагаемой ступенчатой литниковой системы.Металл через воронку 1, стояк 2, питатели 3, расположенные на различных уровнях, поступает в полость формы 4. После того, как уровень метала в полости формы поднимается выгце нижнего питателя, необходимо прекратить его поступление. Это достигается тем, что14 б 000около каждого питателя помещается отсекатель 5, соединенный со штоком б, который помещен в трубу 7 и в ней свободно перемещается.В исходном положении отсекатель примыкает к питателю, а шток находится в положении а После того, как уровень металла в форме поднимается выше нижнего питателя, ударом по штоку отсекатель и шток перемещаются в положение б, Питатель...
Способ литья под давлением отливок с наружной резьбой и пресс-форма для его осуществления

Номер патента: 1743681
Опубликовано: 30.06.1992
Авторы: Ивченко, Ковалев, Хренов
МПК: B22D 17/00
Метки: давлением, литья, наружной, отливок, пресс-форма, резьбой
...со вставками, при этом литниковый канал выполнен в резьбовых полукольцах по их разъему, а резьбовые полукольца и полэуны установлены друг относительно другас зазором в направлении, перпендикулярном плоскости разъема полуформ. На фиг,1 изображена схематично прессформа в момент запрессовки; на фиг,2 - плоскость разъема неподвижной полуформы в момент запрессовки, разрез А - А на фиг.1; на фиг,3 - механизм поворота резьбовых полуколец в момент запрессовки, разрез Б - Б на фиг.2; на фиг,4 - схематично пресс-форма в момент отделения литников и нарезки резьбы на их месте; на фиг,5 - плоскость разъема подвижной полуформы в момвнт отделения литников и нарезки резьбы, разрез В - В на фиг,4; на фиг,6 - схематично пресс-форма в момент...
Литниковое устройство для плавного заполнения формы

Номер патента: 97839
Опубликовано: 01.01.1954
Автор: Штонда
МПК: B22C 9/08, B22D 35/00
Метки: заполнения, литниковое, плавного, формы
...фо).1 Ы 1; ЗС)(1, .З;С ЧЯ:,ЬЮ Зт:,Пг З ОТЗС);Т:.Г КРЫШ:(и. ОСЗЕОСТ:.Е В ЭТОМ ( ГЗС (.,ЯЗ,;5 С Т(ЗИ(С)еЕ СТО 1(Я ВВЕ.; И Отво;1 ИТ ГЯЗЫ иЗ фоР.Ь 1 ВО 1; ) С.,1,Эсс) у:,1 Г1 мет 2;1,"2 В шлс(ОВ"е - . л:тникОВ;)ТО устройстзя ",Яеся Я.с.1(: ст с д 1 ба жи т 1(с, О етаЯ В 1 св,".73 ис чс. О лить ко- ВСС;"Т,)С.СТПСПС",: - :ГС) "1: ВС)Х, П,")и ЭТОМ ),СжтУ Чожие 1 ПЛО "КОСТЬЮ СЬООС 1: 2О" ОЗР"С,1, :1 Т;(СЗОО СТ;)Э(Стза д СбЯвсССТС 51 с(ГО.вая щель, через которую плавно, без разбрызпивания, металл поступает в форму.Литниковое устройство, как это винно из чертежа, изготовляется конически с тем, чтобы при поднятии его в верхнее положение оно заь Ссбс 1 (Ъс:") . Про)мет лзо устройство для плаВно япример из стержневой ОЕ, СЧ 5...
Литейная форма для тонкостенных отливок

Номер патента: 1659164
Опубликовано: 30.06.1991
Авторы: Ерженков, Кержакова, Паршин, Покутная
МПК: B22C 9/00
Метки: литейная, отливок, тонкостенных, форма
...и из стержня.На фиг. 1 изображена песчано-глинистая форма, разрез; на фиг, 2 - то же, видсверху, при снятой полуформе,Литейная форма для тонкостенных от ливок содержит нижнюю полуформу 1,,верхнюю полуформу 2 с полостью 3 длявыпора, вентиляционные каналы 4, верти кальный стержень 5; расположенный в рабочей полости 6, заполняемой металлом, сверхней знаковой частью 7, выполненной ввиде конуса, переходящего в полусферу.Диаметр основания верхнего знака 0 превышает диаметр стержня б, но меньше диаметра рабочей полости формы 01. Верхнийстержневой знак имеет, например, два прямоугольных канала 8 для вывода пузырьков газа 9 из рабочей полости формы вполость 3 для выпора.Литейная форма для тонкостенных отливок обеспечивает вывод газа из...
Способ изготовления биполярногоэлектрода системы окисел металла-металл для химического источника тока

Номер патента: 509923
Опубликовано: 05.04.1976
Авторы: Андреев, Козлова, Терентьев, Фишман
МПК: H01M 4/04
Метки: биполярногоэлектрода, источника, металла-металл, окисел, системы, химического
...о источника тока, например, системы двуокись свинца- свинец, путем сдваивания металлических основ-подложек зи экра- О низации внутренних поверхностей от воздействия электролита ванны и электрохимического осаждения активных материалов на наружные поверхности, При этом сначала на подложки осаждают металл, например свинец, 1 в затем разделенные основы переворачивают металлическим покрытием внутрь с герметичным соединением их по кромкам и осаждают окисел металла. Однако 50-90% электр. родов, полученных этим спЬсобом, отходит О в брак в связи с тем, что полученное покрытие двуокисью металла имеет плохую ад.езию к основе, шелушится и окапывается при вырубке, Это объясняется тем, что при осаждении окисла металла на сварную лластйну он509923...
Предыдущий патент: Пресс-форма для штамповки из жидкого металла
Следующий патент: Способ изготовления биметаллического слитка и устройство для его осуществления
Случайный патент: Генератор импульсов