Способ изготовления капиллярной структуры тепловой трубы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
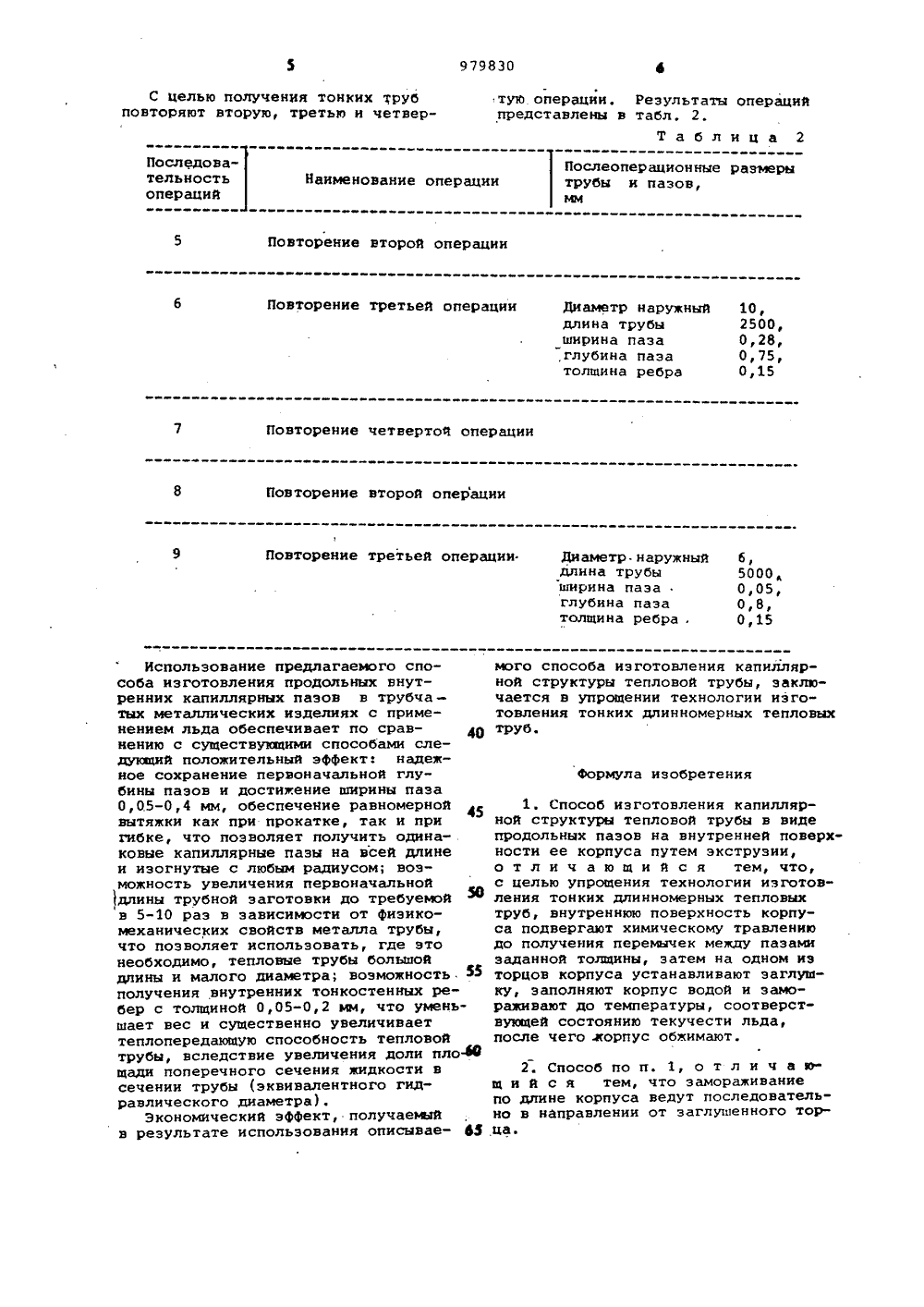
ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Сфез СоветскихСоциалистическихРеслублик и 1979830(б 1) Дополнительное к авт. свид-ву Заявлено 280581 (1) 3295029/24-06 с присоединением заявки Нов(3) ПриоритетОпубликоваио 07." 2.82,Бюллетень М 45 1 И) М. Кл.з Г 28 0 15/00 Государственный комитет СССР по делам изобретений и открытий(088.8) Дата опубликования описания 07.12.82 А.М.Лященко, В.И,Маркелов и С.И.Опрышк(54) СПОСОБ ИЗГОТОВЛЕНИЯ КАПИЛЛЯРНОЯ СТРУКТУРЫ ТЕПЛОВОЙ ТРУБЫоправки21. эии 3. Изобретение относится к теплотехнике, в частности к технологии изготовления тепловых труб, преимущественно тонких длинномерных.5Известен способ изготовления капиллярной структуры тепловой трубы, при котором сначала выполняют продольные капиллярные прорези на наружной поверхности цилиндрической оправки, затем устанавливают в прорези оправки полосы листового материала, протачивают в полосах с определенным шагом кольцевые канавки, размещают в канавках ленточные кольца с косым замком, соединяют последние с полосами при помощи роликовой сварки, устанавливают оправку с полосами в трубу и затем удаляют оправку вытравливанием 1 .ООднако способ не обеспечивает по всей длине надежный тепловой контакт между полосами и трубой) не позволяет изготовить тепловые трубы с различными радиусами гибки, так как в процессе гибки последних полосы отслаиваются от внутренней поверхности трубы, что сокращает области их применения. Кроме того, не позволяет изготовить тепловые трубы с ребрами толщиной менее 0,3 мм для длинномерных труб с соотношением длины к диаметру более 400.Известен также способ, заключающийся в использовании прессованной трубной заготовки с внутренними продольными ребрамн, по высоте и толщине превыаакицими требуеьаюе, которые затем принудительно протягивают через постепенно сужакициеся щели Однако способ не поэволяет получать трубы с оптимальными внутренними продольными капиллярными пазами, например, чтобы одновременно обеспечивалась толщина ребер 0,05- 0,15 мм, ширина пазов 0,1 - 0,3 мм и высота ребер 1,0-1;5 мм. Этот способ не позволяет получить трубы диаметром менее 5 мч.Известен способ изготовления ка" пиллярной структуры тепловой трубы в виде продольных пазов на внутреннЩ поверхности ее корпуса путемзкструНедостатком известного способа является сложность технологии изготовления тонких длннномерных тепло.вых труб,979830 Последова тельностьопераций Послеоперационныеразмеры трубы ипазов Наименованиеоперации Режимоперации Оборудование и инструмент Травлениевнутреннихпазов Раствор Ванна для трав Ширина паза 0,85,щелочи ления,центро- глубина паза 0,75, 50-100 г/л бежный насос толщина ребра 0,15 Температура -17 С, время замораживания 1 ч (замораживание от заглушенного торца трубы) Замораживание воды в предварительно смоченной керосином трубе Холодильная.камера Скорость об- Вращаициеся жатия 1 м/ьщн вальцы (обжатие осуществлялось отзаглушенноготорца трубы) Длина трубы 2000,наружный диаметр 14,ширина паза 0,55,глубина 0,75, толшина ребра 0,15 Обжатиетрубы Отжиг Температура Шахтнаяотжига +30 С, печьвремя выдержки 30 мин Целью изобретения является упрощение технологии изготовления тонкихдлинномерных тепловых труб.Поставленная цель достигаетсятем, что внутреннюю поверхность корпуса подвергают химическому травлению до получения перевлек междупазами заданной толщины, затем наодном из торцов корпуса устанавлива"ют заглушку, заполняют корпус водойи замораживают до температуры, соответствующей состоянию текучести.льда, после чего корпус обжимаютПричем замораживание по длинекорпуса ведут последовательно в направлении от заглушенного торца. 15Перед заполнением водой на внутреннюю поверхность корпуса наносяттонкий слой смазочного материала,преимущественно керосина.Трубу замораживают до температуры 20от минус 1 до минус 50 С,Обжатие трубы осуществляют путемобкатки от заглушенного торца трубы.Использование свойствальда в текучести в определенном температурном диа 25пазоне - позволяет провести обкатку заготовок тепловой трубы с заранее сформированными перемычками между пазамидо нужного диаметра самой трубы засчет уменьшения ширины пазов, Приэтом появляется воэможность формировать капиллярную структуру с требуемой (наперед заданной) геометриейи, таким образом, улучшить теплопередающую способность тепловой трубы.Пластичность льда объясняется существованием в его структуре слоев из молекул воды. Каждая молекула связана тремя связями с молекулами, принадлежащими тому же слою, и только одной связью с молекулой другого слоя, Скольжение вдоль таких слоев осуществляется сравнительно легко. Под влиянием даже небольшой постояйной нагрузки лед течет. Особенно лед пластичен при температуре, близкой к 0 С, но сохраняет свои пластические свойства до минус 50 С. В завиосимости от длины и диаметра трубы время пребывания ее в условиях комнатной температуры (так как обкатку осуществляют при комнатной температуре) различное, поэтому температура замораживания будет различной. в ,диапазоне от минус 1 до минус 50 С,. П р и м е рДля изготовления трубы с внутренними продольными пазами в качестве заготовки была использована труба иэ сплава АД 1 с наружным диаметром 18 мм, толщиной стенки 2 м 4 и длиной 1400 ми. На внутренней поверхности трубы были выполнены методом горячего прессования ( экстру- . зии,) прямоугольные пазы с размерами,мм: 0,5 - ширина паза, глубина паза 0,8, толщина перемычек 0,5. Последовательность операций, режимы операций, оборудование и инструмент, размеры трубы, получаеьююе после каждой операции, указаны в табл 1Таблица 1:979830 тую операции. Результаты операцийпредставлены в табл, 2. Таблица 2 Последовательностьопераций Наименование операции Повторение второй операции Повторение третьей операции Диаметр наружныйдлина трубыширина паза,глубина пазатолщина ребра 10,2500,0,28,0,75,0,15 Повторение четвертой операции Повторение второй операции Повторение третьей операции Диаметр наружныйдлина трубыширина пазаглубина пазатолщина ребра . б,50000,05,0,8,0,15 О 5 50мого способа изготовления капиллярной структуры тепловой трубы, заключается в упрощении технологии изготовления тонких длинномерных тепловыхтруб. фоРмула изобретения 1, Способ изготовления капиллярной структуры тепловой трубы в виде продольных пазов на внутренней поверхности ее корпуса путем экструзии, о т л и ч а ю щ н й с я тем, что, с целью упрощения технологии изготовления тонких длинномерных тепловых труб, внутреннюю поверхность корпуса подвергают химическому травлению до получения перемычек между пазами заданной толщины, затем на одном из торцов корпуса устанавливают заглушку, заполняют корпус водой н замораживают до температуры, соотверствующей состоянию текучести льда, после чего .корпус обжимают. 2. Способ по и. 1, о т л и ч а ющ и й с я тем, что замораживание по длине корпуса ведут последовательно в направлении от заглушенного торца. С целью получения тонких Труб повторяют вторую, третью и четвер Использование предлагаемого способа изготовления продольных внутренних капиллярных пазов в трубчатых металлических изделиях с применением льда обеспечивает по сравнению с существукщими способами следующий положительный эффект: надежное сохранение первоначальной глубины пазов и достижение ширины паза 0,05-0,4 мм, обеспечение равномерной вытяжки как при прокатке, так и при гибке, что позволяет получить одина- . ковые капиллярные пазы на всей длине и изогнутые с любым радиусом; воэможность увеличения первоначальной 1 длины трубной заготовки до требуемой в 5-10 раз в зависимости от фиэикомеханических свойств металла трубы, что позволяет использовать, где это необходимо тепловые трубы большой длины и малого диаметра; воэможность,У, 55 получения внутренних тонкостенных ребер с толщиной 0,05-0,2 мм, что уменьшает вес и существенно увеличивает теплопередающую способность тепловой трубы, вследствие увеличения доли плоЮ щади поперечного сечения жидкости в сечении трубы (эквивалентного гидравлического диаметра).Экономический эффект, получаемый в результате использования описывае Послеоперационные размерытрубы и пазов,979830 Составитель Ж.Можаева Редактор РЦицика Техред Т.Маточка Корректор Н.КорольЗаказ 9332/25 Тираж 685 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 3. Способ по п, 1, о т л и ч а вц и и с я тем, что перед заполнением водой на внутреннюю поверхность корпуса наносят тонкий слой смазочного материала, преимущественно керосина. Источники информации,принятые во внимание при экспертизе1, Авторское свидетельство СССР9 319370, кл. Г 28 0 15/00, 1969.2. Авторское свидетельство СССРв 155473, кл. Г 28 0 15/00, 1965.5Ивановский М.И. и др. Технологические основы тепловых труб.М Атомиздат, 1980, с. 26,
СмотретьЗаявка
3295029, 28.05.1981
ОТДЕЛЕНИЕ ВСЕСОЮЗНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА ЭЛЕКТРОМЕХАНИКИ
ЛЯЩЕНКО АНАТОЛИЙ МИХАЙЛОВИЧ, МАРКЕЛОВ ВЛАДИМИР ИВАНОВИЧ, ОПРЫШКО СЕРГЕЙ ИВАНОВИЧ
МПК / Метки
МПК: F28D 15/04
Метки: капиллярной, структуры, тепловой, трубы
Опубликовано: 07.12.1982
Код ссылки
<a href="https://patents.su/4-979830-sposob-izgotovleniya-kapillyarnojj-struktury-teplovojj-truby.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления капиллярной структуры тепловой трубы</a>
Устройство для прижатия капиллярно-пористой структуры к внутренней поверхности корпуса тепловой трубы

Номер патента: 1002800
Опубликовано: 07.03.1983
Авторы: Коцаренко, Соколов, Храмов
МПК: F28D 15/04
Метки: внутренней, капиллярно-пористой, корпуса, поверхности, прижатия, структуры, тепловой, трубы
...расширения, большим увнутреннего слоя,На фиг. 1 схематически представлена тепловая труба с устройством дляприжатия капиллярно-пористой структуры, продольный разрез; на Фиг, 2разрез А-А на фиг. 1.Устройство для прижатия капиллярно-пористой структуры 1 к внутреннейстенке корпуса тепловой трубы 2 выполнено в виде металлической двухслойной распорной втулки 3 с разрезомпо образующей 4, причем втулка выполнена с перфорацией 5 из материаловс различным коэффициентом термического расширения 1 ак, что коэффициен 1термического расширения внутреннегослоя б больше того же коэффициентанаружного слоя 7.Устройство работает следующимобразом.За счет сил упругости распорнаявтулка 3, распрямляясь, обеспечивает плотное прижатие...
Способ изготовления капиллярно-пористой структуры тепловой трубы и устройство для обжатия корпуса тепловой трубы

Номер патента: 877303
Опубликовано: 30.10.1981
Авторы: Баранцевич, Лобанов, Опрышко
МПК: F28D 15/04
Метки: капиллярно-пористой, корпуса, обжатия, структуры, тепловой, трубы
...пазов 4 и 5 соответственно, имеющих попарно общую плоскость симметрии. Пазы 4 и 5 выполнены с переменными по длине валков 2 и 3 поперечными размерами, уменьшающимися от паза к пазу. Валки 2 и 3 заключены в кожух 6 и снабжены тормозным устройством 7. Внешний приводсодержит редуктор 8, двигатель 9 и реверсирующий магнитный пускатель 10.В корпус 1 тепловой трубы введен формующий элемент в виде стержня 12. Труба снабжена воронкой 13 для засыпки капиллярно-пористого наполнителя 14, а также заглушками 15 и 16 и резиновыми прокладками 17 и 18, Капиллярно-пористая структура 19 может быть выполнена с непрерывно (фиг. 4 и 5) или ступенчато (фиг. 6 и 7) изменяющейся пористостью по длине трубы.Способ изготовления капиллярно-пористой структуры...
Тепловая труба

Номер патента: 1136003
Опубликовано: 23.01.1985
Авторы: Денисевич, Конев, Медведев, Шелег
МПК: F28D 15/00
...пористым материалом. Для уменьшения свободной поверхности жидкости, соприкасающейся с потокомпара, пористое покрытие 4 в зонах испарения и транспорта тепловой трубы выполнено так, что оно смыкается в устье паза 3. Для увеличения поверхности конденсации пористое покрытие 4 в зоне конденсации тепловой трубы выполнено таким, как показано на фиг. 1, т,е. толщина пористого покрытия в устье паза 6 составляет 0,15-0,2 ширины последнего.Выполнение пористого покрытия на поверхности пазов, выполненного изметаллического порошка, позволяетв широких пределах регулировать величину удельной поверхности, изменяяразмер и форму частиц порошка и пористости. Пористое покрытие на внутренней поверхности пазов позволяетувеличить коэффициент...
Устройство для приема, накопления и выдачи скважинных труб при спуско-подъемных операциях

Номер патента: 1141182
Опубликовано: 23.02.1985
Авторы: Андросенко, Асан-Джалалов, Палкин, Певнев, Шагинян
МПК: E21B 19/14
Метки: выдачи, накопления, операциях, приема, скважинных, спуско-подъемных, труб
...38 и 39 (фиг.1 и 2)содержат штоки 59, опорные башмаки 60, опорные плиты 61, стопорныегайки 62 и оси 63, через которые4гндродомкраты 38 и 39 связаны с балками 32 и 33,Балки 33 и 32 со стойками 40 и 41,полками 44 и 46 и гидродомкратами 2 о38 и 39 образуют стеллаж для накопления труб,При необходимости стеллаж для.укладки на него скважинных труб имеханизм 3 переноса труб могут .быть 25установлены на платформе 1 и по другую сторону узла 2 подачи труб наось скважины,Со стеллажа механизмом 3 переноса труб скважинные трубы 64 (фиг,1,2,7,8 ) переносятся к узлу 2 подачи труб при спуске их в скважину(не показана) и, наоборот, от узла2 подачи к стеллажу при подъеме ихиз скважины. Полки 44 и 46 снабженыупорами 65 и 66 (фиг. 1,7 и 8), Упоры65 и 66...
Тепловая труба

Номер патента: 1305519
Опубликовано: 23.04.1987
Авторы: Головенкин, Двирный, Дятлов, Ермилов, Кузява, Смирнов-Васильев, Чернышов
МПК: F28D 15/04
...и уменьшения гидравлического сопротивления. Кроме того, в стенке корпуса в месте соединения секций 1 и 2 установлена втулка 7, имеющая по крайней мере одну сквозную прорезь 8, а перемычки 9, разделяющие пазы 6, используются в качестве дистанционирующих устройств. Секции 1 и 2, образующие корпус тепловой трубы, стыкуются с размещением между ними вставки 4 и предварительно установленной на вставку.4 втулки 7, причем втулка 7 выполняет роль центдирующего элемента при последующей сварке секций 1 и 2, а вставка 4 продольными 6 и поперечными 5 каналами образует соединительный канал между пазами 5 секций 1 и 2. Наличие во втулке 7 прорези 8беспечивает установку ее на вставкуи процесс сборки тепловой трубы.При подводе тепловой нагрузки коне...
Предыдущий патент: Способ изготовления тепловой трубы
Следующий патент: Теплообменная труба
Случайный патент: Двухкоординатный шаговый электродвигатель