Система управления профилегибочным агрегатом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 893419
Автор: Прудков
Текст
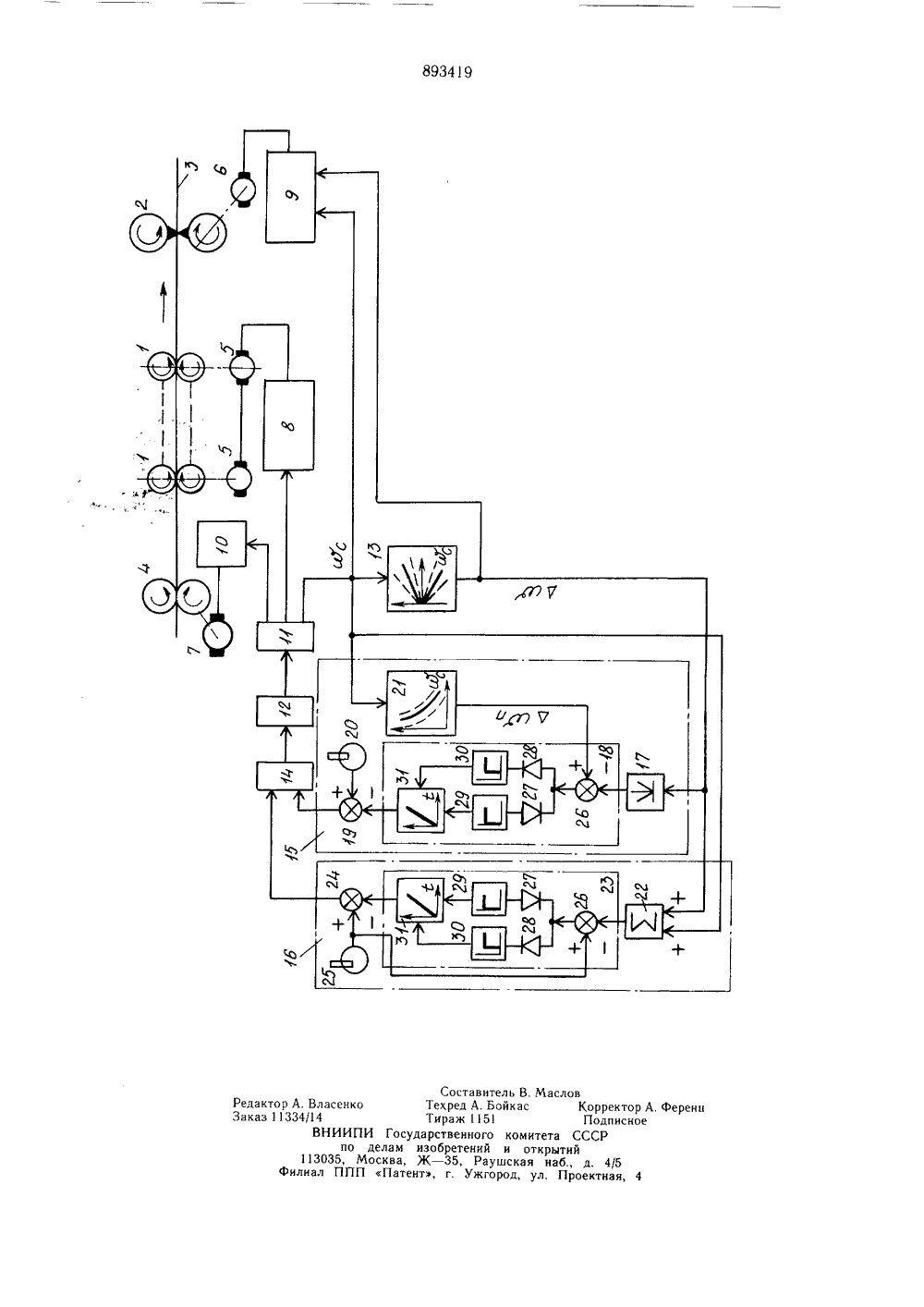
Союз СоветсккхСоцмалисткческикРеспублик ОРС КОМ У СВИДЕТЕЛЬСТВ-ву ое к а 26200/25 22) Заявлено 11,10.79 (21) 1) М. Кл,з явки-3 0 25/16 присоединением23) Приоритет - Опубликова Дата опубли Гесударствелный комнт ло делам нзвбретени Бюллетень4сания 05.01,82 30.12ткрыт ования оп й(71) Заявит твенный проектный инсти Госу проект ф(54) СИСТЕМА УПРАВЛЕНИЯ ПРОФИЛЕГИБОЧНЫМ АГРЕГАТОМИз гибочн с бло ножни ствам ком к метру скорос скоросвестна система упрым агрегатом, содеками управления,цами и правильнои, электрически соеоррекции эталонавалков, а такжети и блок огранти ножниц 1. авления ржащая станом, тянущим диненным скорости задатчик ичения профилеприводь летучими и устрой исбло по диа эталона перепада Недосся то, чувеличивножницвая перевышенаприводаших длиЭто сниЦельности раных длин Система относится к автоматизации проатного производства, а именно к системам правления автоматизированными электрориводами профилегибочных агрегатов. татком известнои системы являетто при уменьшении мерных длин ается частота включений летучих для реза и может наступить теплогрузка, а также может быть премаксимально допустимая скорость ножниц при отрезании длин, меньны окружности вращения ножей. жает надежность работы системы. изобретения - повышение надежботы при отрезании коротких мерС этои целью система управления профилегибочным агрегатом, содержащая приводы с блоками управления станом, лет чими ножницами и правильно-тянугци 11 и устройствами, электрически соединенны;1 п с блоком коррекции эталона скорости по диаметру валков, а также задатп;к эталон скорости и блок ограничения перепада сорости ножниц, снабжена узлом прогнози рования и снятия перегрузок и узлом защиты от превышения скорости, первый входы которых подключены к выходу блока коррекции эталона скорости по диаметру валков, вторые входы - к выходу блока ограничения перепада скорости ножниц, а выходы подключены по схеме выделения наименьшего сигнала ко входу задатчика эталона скорости.Узел прогнозирования и снятия перегрузок содержит последовательно соединенные выпрямитель, вхЬд которого соединен с блоком ограничения перепада скорости ножниц, интегрирующий блок, сумматор, за датчик скорости стана, соединенный с сумматором, и функциональный блок предельного перепада скорости ножниц, вход которого соединен с выходом блока коррекцииэталона скорости по диаметру валков, а выход - с входом интегрирующего блока.Узел защиты от превышения скорости содержит последовательно соединенные первы й сум матор, входы которого соединены с блоком ограничения перепада скорости ножниц и с блоком коррекции эталона скорости по диаметру валков, интегрирующий блок, второй сумматор и задатчик максимальной скорости ножниц, соединенный со входами интегрирующего блока и второго су м матора.о На чертеже приведена функциональная схема системы управления профилегибочным агрегатом.Система управления профилегибочным агрегатом, включающем стан 1, летучие ножницы 2, разрезающие гнутый профиль 3, правильно-тянущее устройство 4 и приводы 5 - 7, соответственно стана, летучих ножниц и правильно-тянущего устройства, содержит блоки 8 - 10 управления привода ми 5 - 7, блок 11 коррекции эталона скорости по диаметру валков и соединенные с ним задатчик 12 эталона скорости и блок 13 ограничения перепада скорости.С задатчиком 12 эталона скорости по схеме 14 выделения наименьшего сигнала соединены узел 15 прогнозирования и снятия перегрузок и узел 16 защиты от превышения скорости.Узел 15 прогнозирования и снятия перегрузок состоит из последовательно включенных выпрямителя 17, вход которого соединен с блоком 13 ограничения перепада скорости ножниц, интегрирующего блока 8, сумматора 19, соединенного с ним задатчика 20 скорости стана и функционального блока 21 предельного перепада скорости з 5 ножниц, вход которого соединен с выходом блока 11 коррекции эталона скорости по диаметру валков, а выход - со вторым входом интегрируюшего блока 18.Узел 16 защиты от превышения скорости 40 состоит из последовательно включенных сумматора 22, входы которого соединены с блоком 13 ограничения перепада скорости ножниц и с блоком 11 коррекции эталона скорости по диаметру валков, интегрирующего блока 23, сумматора 24, выход кото рого вместе с выходом сумматора 19 узла 15 подключен к схеме 14 выделения наименьшего сигнала, а второй вход - к задатчику 25 максимальной скорости ножниц и ко второму входу интегрирующего блока 23.Интегрирующие блоки 18 и 23 состоят каждый из сумматора 26, соединенного через встречно включенные диоды 27 и 28 со входами релейных звеньев 29 и 30, выходы которых соединены со входами интегратора 31. 55Входы сумматора 26 блока 18 соединены с выходами выпрямителя 17 и функционального блока 21, а входы сумматора 26 бло 4ка 23 соединены с выходом сумматора 22 и задатчика 25. Выход интеграторов 31 блоков 18 и 23 соединен со входами сумматоров 19 и 24.Система работает следующим образом.Задатчик 12 эталона скорости через блок 11 коррекции эталона скорости по диаметру валков выдает задающий сигнал скорости блокам 8 - 10 управления приводами 5 - 7 стана, летучих ножниц и правильно тянущего устройства. Блок 13 ограничения перепада скорости ножниц обеспечивает необходимый перепад скорости привода 6 ножниц - 2 Ь ы в интервалах между отрезаниями мерных длин гнутого профиля 3.Г 1 ри уменьшении мерных длин сокращается цикл реза и увеличивается частота включений привода 6 летучих ножниц 2. При этом может наступить тепловая перегрузка привода 6 и выход его из строя. Узел 15 прогнозирования и снятия перегрузок прогнозирует и снимает перегрузки привода 6 летучих ножниц 2. Для этого узел 15 содержит функциональный блок 21 предельного перепада скорости ножниц 2. Блок 2 непрерывно вычисляет предельно допустимый из условия нагрева привода 6 перепад скорости летучих ножниц 2 в соответствии с алгоритмомЬц: К МнЕм- МФАР (1)и"сгде Мнноминальный момент привода 6;Мр - момент от усилия реза профиля 3;- путь, проходимый ножницами 2 впроцессе реза;6 м - мерная длина профиля 3;ц - скорость профиля 3 и синхроннаяс ним скорость ножниц 2 в зоне реза (задается с выхода блока 1 на вход блока 9, а также на входы блоков 13 и 21);К - постоянная.Выходная величина Ь ь блока 21 неппрерывно сравнивается с выходной величиной Ь м блока 13 на входе интегрирую.щего блока 18 узла 15. Если величина Ь и и соответственно перепад скорости ножниц 2 в интервалах между резами не превышает предельно допустимую по нагреву привода 6 величину Ьй, то выходным сигналом сумматора 26 через диод 28 включено релейное звено 30, и интегратор 31 сброшен на нуль. Если же величина Ь ь) больше величины Ьи, то выходным сигналом сумматора 26 противоположного знака через диод 27 включается релейное звено 29 (релейное звено 30 при этом отключено), и интегратор 31 начинает интегрирование входного сигнала.Выходным сигналом интегратора 31 блока 18 снижается сигнал задания скорости стана, задаваемый задатчиком 20. Соответственно снижается величина ц и, как видно из уравнения , растет величина Ььи10 20 25 30 35 40 Одновременно уменьшается величина Ь ц на выходе блока 13.Процесс интегрирования продолжается до тех пор, пока не наступит равенство Ь р 3 = Ь и что будет соответствовать снятию тепловой перегрузки привода 6. Выпрямитель 17 в узле 15 предназначен для выпрямления сигнала Ьь/, который при мерных длинах 1 с 3 р, где Фр - длина окружности вращения ножей, изменяет знак на проти воположный.В последнем случае, т. е. при 1 м (фо скорость привода 6 летучих ножниц 2 Иможет превысить максимально допустимую Мц, задаваемую задатчиком 25 в узле 16, Действительная скорость привода 6 в интервалах между резами равнан= 4 с+ Ь 01 (2) где знак + относится к режиму 1 м(Фр, а знак-к режиму 1 мСр. Величина И по уравнению (2) измеряется сумматором 22 в узле 16 и на входе сумматора 26 интегрирующего блока 23 сравнивается с величиной Я, Если (д) 03,то включено через диод 28 релейное звено 30 и интегратор 31 сброшен на нуль. Если же Я( р 1, то через диод 27 включается релейное звено 29, и интегратор 31 начинает интегрировать входной сигнал. Выход интегратора 31 уменьшает выходной сигнал сумматора 24. Интегрирование будет продолжаться до тех пор, пока не наступит равенство И= МиНа вход задатчика 12 эталона скорости, с помощью схемы 14 выделения наименьшего сигнала, поступает меньший из выходных сигналов узлов 15 и 16.Использование предлагаемого изобретения позволяет повысить надежность работы системы управления профилегибочным агрегатом при отрезании коротких мерных длин. формула изобретения 1, Система управления профилегибочнымагрегатом, содержащая приводы с блоками управления, станом, летучими ножницами и правильно-тянущими устройствами, электрически соединенными с блоком коррекции эталона скорости по диаметру валков, а также задатчик эталона скорости и блок ограничения перепада скорости ножниц, отличающаяся тем, что, с целью повышения надежности работы при отрезании коротких мерных длин, она снабжена узлом прогнозирования и снятия перегрузок и узлом защиты от превышения скорости, первые входы которых подключены к выходу блока коррекции эталона скорости по диаметру валков, вторые входы - к выходу блока ограничения перепада скорости ножниц, а выходы подключены по схеме выделения наименьшего сигнала ко входу задатчика эталона скорости.2. Система по п. 1, отличающаяся тем, что узел прогнозирования и снятия перегрузок содержит последовательно соединенные выпрямитель, вход которого соединен с блоком ограничения перепада скорости ножниц, интегрирующий блок, сумматор, задатчик скорости стана, соединенный с сумматором и функциональный блок и рсдельного перепада скорости ножниц, вход которого соединен с выходом блока коррекции эталона скорости по диаметру валков, а выход - с входом интегрирующего блока.3. Система по п. 1, отличающаяся тем, что узел защиты от превышения скорости содержит последовательно соединенные первый сумматор, входы которого соединены с блоком ограничения перепада скорости ножниц и с блоком коррекции эталона скорости по диаметру валков, интегрирующий блок, второй сумматор и задатчик максимальной скорости ножниц, соединенный с входом интегрирующего блока и второго сумматора. Источники информации,принятые во внимание при экспертизе1. Заявка2649979/25 - 27,кл. В 23 Р 25/16, 31.07.80 (прототип).Составитель Вехред А. Бойкасираж 151 итета ССткрытийя наб., дул. Проек арст зобр 113035,лиал П 4/5ная, 4 едактор А. Власеа каз 11334/14ВНИ ПИ Госуд делам и Москва, Ж ПП Патененного етений 5, РауУжго аслов Корректор А Подписное нп
СмотретьЗаявка
2826200, 11.10.1979
ГОСУДАРСТВЕННЫЙ ПРОЕКТНЫЙ ИНСТИТУТ "ЭЛЕКТРОТЯЖХИМПРОЕКТ"
ПРУДКОВ МАРК ЛЬВОВИЧ
МПК / Метки
МПК: B23D 25/16
Метки: агрегатом, профилегибочным
Опубликовано: 30.12.1981
Код ссылки
<a href="https://patents.su/4-893419-sistema-upravleniya-profilegibochnym-agregatom.html" target="_blank" rel="follow" title="База патентов СССР">Система управления профилегибочным агрегатом</a>
Блок переноса для матричного сумматора

Номер патента: 624229
Опубликовано: 15.09.1978
Авторы: Есипов, Захаревич, Мещеряков, Никаноров, Попов, Степанов, Фомин, Хетагуров, Юшкетов
МПК: G06F 7/50
Метки: блок, матричного, переноса, сумматора
...соединены с выхоцными шинами 14 и 15 переноса в спецующий разряд.Уэеп коммутации содержит четыре маггитных сердечника 16 17, 18, 19, прошитых кроме перечиспенных шин, обмотками управпения., 2 О, коорые поцкпючены70к амиттервм и базам соответствующихтранзисторов 21, 22, 23 и 24,Работает устроиство спецуюшим образом.В первом такте на входные шины 4 соцного из разряцов матричного сумматорапоступает коц поразрядной суммы в коце (1) иэ (п 1), Г 1 ри этом,. в регистры 1и 2 записывается вход поразрядной суммы и суммы, увеличенной на единицу, соогЗоветс твенно. В этом же такте осущес гвляе гсяподача сигналов П(перенос) и Ф (старшаяцифра) на уэеп коммутации 1 О, где прсисходит вычисление функций 11, П, Г 17 о 1и ПЧгП, опрецепяющих...
Блок формирования сквозного переноса в сумматоре

Номер патента: 1042012
Опубликовано: 15.09.1983
Авторы: Дшхунян, Коваленко, Машевич, Науменков
МПК: G06F 7/50
Метки: блок, переноса, сквозного, сумматоре, формирования
...к входу 7 полусуммы,данного разряда 1 блока, исток 8 - к входу 9 переносаданного разряда 1 блока, а сток 10 - к выходу 11 переноса данного разряда 1 блока. Затвор 12 транзистора 3 подключен к входу 13 произведения данного разряда 1 блока, исток 14 его к шине 15 нулевого потенциала, сток 16 - к истоку 17 третьего транзистора 4, сток 18 транзистора 4 и исток 19 .трайзистора 5 соединены с выходами переноса 11, а их затворы 20.,21 подключены .к входам 22,23 первого и второго такТирующих сигналов блока соответственно, сток 24 транзистора 4 соединен с шиной питания 25. Каждый разряд 1 блока содержит также элемент ИЛИ-НЕ 26, элемент НЕ 27 и МДП-транзистор 28, сток 29 которого подключен к истоку 17 транзистора 4, исток 30 - к шине 15...
Блок переноса для матричного сумматора

Номер патента: 1061135
Опубликовано: 15.12.1983
Авторы: Голотюк, Попов, Юшкетов
МПК: G06F 7/50
Метки: блок, матричного, переноса, сумматора
...с кон. цами шин считывания соответственно первого и второго в-разрядных регистров того же гп-ичного разряда, третий вход узла коммутации соединен с входом старшей цифры, а четвертый вход - со входом поразряд. ного переноса а-ичного разряда блока, первый и второй выходы узла коммутации соединены с началами шин считывания соответственно первого и второго т-ичных регистров следующего п-ичного разряда, пятый вход узла коммутации соединен с входом инверсии старшей цифры, а шестой вход - с входом инверсии поразрядного переноса т.нчного разряда блока, седьмой и восьмой входы узла коммутации соединены соответственно с третьим и четвертым выходами узла коммутации прудыдущего т-ичного разряда. пт-ичные разряды разбиты на группы, причем третий и...
Система автоматического управления тепловым режимом блока регенеративных кристаллизаторов производства парафинов

Номер патента: 1181675
Опубликовано: 30.09.1985
Авторы: Ажогин, Бидюк, Демченко, Згуровский, Никифорова, Ренгач, Романенко, Шапиро
МПК: B01D 9/02, G05D 27/00
Метки: блока, кристаллизаторов, парафинов, производства, регенеративных, режимом, тепловым
...температур 17 содержит элементы умножения на постоянный коэйфициент 29, 30, 31 и 32, к входам которых подсоединены выходы элементов23, 24 и 25, а также выход триггера 22 соответственно, выходы которыхподсоединены к одному из входов блока 18 вычисления заданий регуляторам. Последний содержит сумматор 33,блок задержки на один такт 34 иблок вычитания 35, причем к входусумматора 33 подсоединен выход блока 17, а к второму входу - выходблока 34, к входу которого подсоединен выход сумматора 33. Кроме того,выход сумматора 33 подсоединенк одному из входом блока 35, к второ.му входу которого подсоединен выходдатчика 9, а выход блока 35 подсоединен к задающим входам регуляторов 12 и,13.Работа системы осуществляетсяследующим образом.Контуры...
Блок формирования сквозного переноса в сумматоре

Номер патента: 1196852
Опубликовано: 07.12.1985
МПК: G06F 7/50
Метки: блок, переноса, сквозного, сумматоре, формирования
...и Г.П.Мозговой681.325.5(088.8)Соловьев Г,Н. Арифметическиетройства ЭВМ. М.: Энергия 1978,96, рис.4-20.Потемкин И.С.функциональат, 1981, с(54)(57) БЛОК ФОРМИРОВАНИЯ. СКВОЗНОГОПЕРЕНОСА В СУММАТОРЕ, содержащий четыре элемента И-НЕ, причем выход первого элемента И-НЕ соединен с первым входом второго элемента И"НЕ, второй, вход которого подключен к входу переноса блока, входы с первого по и-й третьего элемента И-НЕ подключены к соответствующим входам распространения переноса блока, (и+1)-й вход третьего элемента И-НЕ соединен с входом начального перейоса блока, выход третьего элемента И-НЕ соединен с первым входом четвертого элемента И-НЕ, второй вход которого соединен с выходом второго элемента И-.НЕ, выход четвертого элемента И-НЕ...
Предыдущий патент: Штамп для резки движущегося материала
Следующий патент: Система управления приводом летучих ножниц
Случайный патент: Устройство для автоматической зачистки пространства секций механизированной крепи