Система программного управления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 875342
Автор: Куликов
Текст
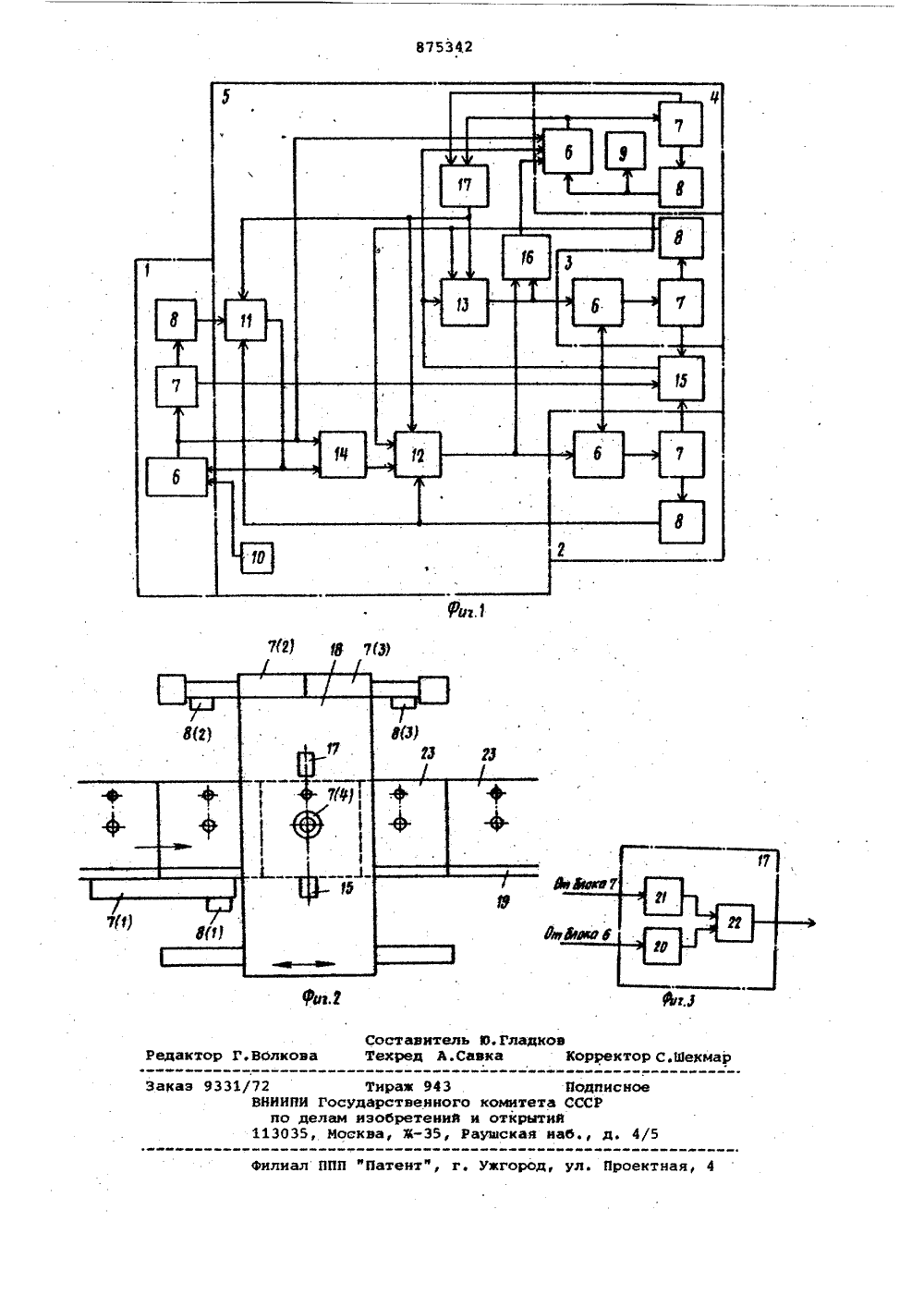
Сфез Советских Сециелнстнчесних Республик(23) Приоритет Я 05 В 19/18 Государственный омитет СССР по дедам иэобретепяйоткрытий72) Автор изобретения ВП.КуликовХарьковский филиал Всесоюзного научно дледователъского;института литейного, машиностроения, л тейной. технологиии автоматизации литейного пр изводства(54) СИСТЕИА ПРОГРАММНОГО УПРАВЛЕНИЛ Изобретение относится к системепрограммного управления технологичес" кими процессами и может быть использовано при управлении приводами залнвочиых машин литейного производства, а также в других отраслях литейного производства и машиностроения.Известны системы программного управления, содержащие приводы регулирующих органов и блок программного управления, управляющий приводами. .: регулирующих органов по заданной программе, причем блок программного управления может быть выполнен как на цифровых элементах типа счетчи ков и регистров, так н на логических элементах типа триггеров и элементов И,. ИЛИ, совпадения Ц и. 2. Наиболее близкой по технкчеокой 20 сущности к предлагаемой является система, содержащая первый, второй, тре" тий и четвертый приводы, генератор импульсов, выход которого соединен с первьм управлянаим входом первого25 привода, элемент И, элемент ИЛИ, элемент совпадения, первый триггер и датчик окончания цикла работы 3 .Недостатком известной системы является ее низкое быстродействие. 30 Цель изобретения - повышение быстродействия системы.Поставленная цель достигается тем, что в системе установлены второй и третий триггеры, причем вход запуска первого триггера соединен с первым выходом первого привода, первый вход сброса - с выходом датчика окончания цикла работы и первыми входами сброса второго н третьего триггеров, второй вход сброса с первым выходом второго привода и вторым входом сброса второго триггера, а выход - со вторым управляющим входом первого привода и первым входом элемента И, вторым входом подключенного ко второму выходу первого привода н к первому информационному входу четвертого привода, а выходом - к первому входу эапуска второго триггера, второй вход запуска.которого соединен с первым выходом третьего привода и вторым входом сброса третьего триггера, а выходом - с информационным входом второго привода н первым входом элемента ИЛИ, вторым входом подключенного к информационному входу треть-, его привода и выходу третьего триггера, а выходом - ко второму информационному входу четвертого привода,управляющий вход которого соединенс входом запуска третьего триггера,управляющими, входами второго и третьего приводов и выходом элемента совпадйния, входы которого соединены соответственно с третьим выходом первогопривода и вторыми выходаМи второго .и третьего приводов, а первый ивторой вход датчика окончания цикла работы подключены соответственно, к первому и второму выходам четвертого привода.На фиг. 1 представлена блок-схемапредлагаемой системы; на фиг.2конструктивная установка функциональных блоков системы на заливочной машине; на фиг. 3 - блок-схема датчика окончания цикла работы.Система программного управлениясодержит первый, второй, третий ичетвертый природы 1,2,3 и 4 блок 5программного управления, блок 6 20управления исполнительным механизмом, исполнительный механизм 7, концевой выключатель 8, индикатор 9, генератор 10 импульсов, первый, второйи третий триггеры 11, 12 и 13, элемент И 14, элемент 15 совпадения,элемент ИЛИ 16,датчик 17,окончанияцикла работы, заливочная машина 18,конвейер 19, элемент 20 временнойзадержки, датчик 21 контроля заполнения Формы, элемент ИЛИ 22, Формы 23.ЗОСистема работает следующим образом.Импульс, задающий начало цикла работы система, поступает с выхода генератора 10 импульсов, на первый вход 35первого привода 1. Первый привод 1конвейера 19 включается в работуи перемещает конвейер 19 с формами23 на один шаг до срабатывания концевого выключателя 8 первого привода 1. При этом сигналы на выходахдатчика 17 окончания цикла работыи элемента 15 совпадения станут равными нулю, как только конвейер 19сдвинет с места форму 23 заливочноймашиной 18, Элемент 15 совпаденияконтролирует взаимное положение осейисполнительных механизмов приводов1,2 и 3,В качестве элемента 15 совпадения может быть использован путевойконечный выключатель, который устанавливается иа заливочной машине 18,а его органы переключения на форме 23против чаши заливочной машины.55В процессе движения конвейера 19 с формами 23 на шаг перемещения возможны три случая: а) в конце хода конвейера 19 оси формы 23 и заливочной машины 18 совпали, б) в конце хода 60 конвейера 19 оси формы 23 заливочной машины 18 не дошли до совпадения;в) оси формы 23 заливочной машины 18 совпали до окончания хода конвейера 19 и разошлись. 65 В первом случае по сигналу концевого выключателя 8 привода.1 перебрасывается первый триггер 11, который через элемент И 14 перебрасывает второй триггер 12. При этом отключается блок 6 управления исполнительным механизмом привода 1 и исполнительный механизм 7 привода 1 конвейера 19 возвращается в исходное положение. Выходной сигнал элемента 15 совпадения перебрасывает третий триггер 13 и воздействует на управляющие входы блоков 6 управления йсполнительным механизмом приводов 2 и 3, запрещая включение исполнительных механизмов 7 приводов 2 и 3, Сумма выходных сигналов блока 6 управления исполнительным механизмом привода 1, элемента,15, совпадения и элемента ИЛИ 16 так воздействует на блок 6 управления исполнительным механизмом привода 4, что он формирует сигнал на включение исполнительного механизма 7 привода 4, заливки Форма 23 и элемента 20 временной задержки в датчике 15 окончания цикла работы.Как только форма 23 будет залита и жидкий металл появится из выпора форм)а 23 включится датчик 21 контроля заполнения формы в датчике 17 окончания цикла работы 17, который своим выходным сигналом через элемент ИЛИ 22 переведет триггеры 11, 12 и 13 в исходное состояние. При этом отключится привод 4 заливки формы 23 и снимется запрет на включение первого привода 1 для следующего движения конвейера 19 на шаг перемещения.В случае, если на заливку формы 23 не хватило жидкого металла или он был холодным и из выпора формы 23 не вытек, через время выдержкиэлемент 20 временной задержки сформирует сигнал, который аналогично сигналу датчика контроля заполнения формы 21 прекратит этот цикл работы система.Во втором случае в конце хода конвейера 19 по сигналу с элемента И 14 перебрасывается второй триггер 12 и через блок 6 управления исполнительным механизмом привода 2 включит исполнительный механизм 7 привода 2 на движение заливочной машины 18 навстречу конвейеру 19 с Формами 23 до включения элемента 15 совпадения, По сигналу с элемента 15 совпадения через блок 6 управления исполнительным механизмом привода 2 отключается исполнительныи механизм 7 привода 2, перебрасывает третий триггер 13 и как и в предыдущем случае через блок 6 управления исполнительным механизмом привода 4 включит исполнительный механизм 7 привода 4 заливки формы 23. Далее цикл повторяется.В третьем случае при ходе конвейера 19 с формами 23 вперед первымсрабатывает элемент 15 совпадения иперебрасывает третий триггер 13. Придальнейшем ходе конвейера 19 впереди отключении элемента 15 совпадения исчезает запрещающий сигнал суправляющего входа блока б управленияисполнительным механизмом привода 3,включается исполнительный механизм 7привода 3 и заливочная машина 18 передвинется вслед за конвейером 19 доего остановки и повторного включения элемента 15 совпадения. В концехода конвейера 19 перебросится второйтриггер 12 и через блок б управленияисполнительным механизмом привода 4включится исполнительный механизм 7привода 4 заливки формы 23. Далее 15цикл повторяется,Если заливочная машина 18.передвинется за конвейерОм 19 в крайнее правое положение (фиг. 2) и элемент 15совпадения не включается, то по сиг Оналу с включившегося концевого выклю.чателя 8 привода 3 третий триггер13 вернется в исходное состояние иперебросится второй триггер 12.Блок б управления исполнительным механизмом привода 2 включает исполнительный механизм 7 привода 2 изаливочная машина 1 передвинетсянавстречу конвейеру 19 с формами 23до включения элемента 15 совпаденияпосле остановки конвейера 19.Если заливочная машина 18 передвинется в другое крайнее положениеи элемент 15 совпадения не включит"ся, то по сигналу включившегося,концевого выключателя 8 привода 2 З 5первый и второй триггеры 11 и 12 перебросятся в исходное состояние изаливки формы 23 в этом цикле небудет, При. рассмотрении работы системы следует учитывать, %то полный 4 Оход заливочной машины 18 превышаетрасстояние между осями соседнихформ 23.При полном наклоне ковша заливочной машины 18 включается концевой,выключатель 8 привода 4 и его сигналчерез управляющий вход блока б управления исполнительн 1 ым механизмом привода 4 отключает исполнительный механизм 7 привода 4. При этом прерывается цикл заливки формы 23, а наиндикаторе 9 появится предупреждающий сигнал "Нет металлап.указанные отличительные особенности системы увеличивают быстродействие поиска точки совпадения осей фор мы и заливочной машины при изменяющихся условиях взаимодействия заливочной машины и конвейера.с формамис последующей заливкой формы металЧ лом, повышают производительность заливочной машины на 10-20 и облегчают,труд оператора Формула изобретенияСистема программного управления,содержащая первый, второй, третий ичетвертый приводы, генератор импульсов, выход которого соединен с первым управляющим входом первого привода, элемент И, элемент ИЛИ, элементсовпадения, первый триггер и датчикокончания цикла работы, о т л и ч а ющ а я с я тем, что, с целью увеличения быст 1 родвиствия системы, в нейустановлены второй и третий триггеры, причем вход запуска первоготриггера соединен с первым выходомперного привода, первый вход сбросас выходом датчика окончания циклаработы и первыми входами сбросавторого и третьего триггеров, второй вход сброса - с первым выходомнторого привода и вторым входом сброса второго триггера, а выход - совторым управляющим входом первогопривода и первым входом элемента И,вторым входом подключенного ко второму выходу первого привода и к первому информационному входу четверто- .го привода, а выходом - к первомувходу запуска второго триггера, второй вход запуска которого соединенс первым выходом третьего принода ивторым входом сброса третьего триггера, а выходом - с информационньм входом второго привода и первымвходом элемента ИЛИ, вторым входомподключенного к информационному входу третьего принода и выходу третьего триггера, а выходом - ко второмуинформационному входу четвертого привода, управляющий вход которого соединен с входам запуска третьего триг-,гера, управляющими входами второгои третьего приводов и выходом элемента сонпадения, входы которого соединены соответственно с третьим выходом первого привода и вторыми выходами второго и третьего приводов,а первыи и второй входы датчика окончания цикла работы подключены соответственно к первому и второму выходам четвертого привода,.Источники информации,принятые во внимание при экспертизеАвторское свидетельство СССР9 532080, кл. 6 05 В 11/01, 1974.2. Анторское свидетельство СССРУ 346356, кл. С 21 Р 9/00, 1970.3. Авторское свидетельство СССР9 524165, кл. ( 05 В 21/02, 1976прототип) .87534,2 М Ф 8 7 О Составитель Ю.ГладковТехред А.Савка Корректор С,ШекмВЮШЩЕ ЕМщтЕЮт ж ш ше еи ж Волк еда э 9331 4 П фйатент", г. Ужгород, ул. Проектна Фили 72 тираж 943 ВНИИПИ Росударственнопо делам иэобретени 113035, Москва, %-35,о ко и о Раув
СмотретьЗаявка
2889969, 29.02.1980
ХАРЬКОВСКИЙ ФИЛИАЛ ВСЕСОЮЗНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА ЛИТЕЙНОГО МАШИНОСТРОЕНИЯ, ЛИТЕЙНОЙ ТЕХНОЛОГИИ И АВТОМАТИЗАЦИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
КУЛИКОВ БОРИС ПЕТРОВИЧ
МПК / Метки
МПК: G05B 19/418
Метки: программного
Опубликовано: 23.10.1981
Код ссылки
<a href="https://patents.su/4-875342-sistema-programmnogo-upravleniya.html" target="_blank" rel="follow" title="База патентов СССР">Система программного управления</a>
Устройство для функционально-параметрического контроля логических элементов
Номер патента: 1140065
Опубликовано: 15.02.1985
Автор: Поутанен
МПК: G01R 31/3181
Метки: логических, функционально-параметрического, элементов
...23, элемент 24 "ИЛИ" и контролируемый логический элемент 25.Устройство работает следующим образом.Перед началом работы с помощью элементов коммутации, например перемычек на сменном коммутаторе 7 и кнопочных переключателей, входящих в блок 13, задаются необходимые дляконтроля данного типа логических элементов соединения блоков устройства, эталонная сигнатура, поступающая на вторые информационные входы анализатора 9, и граничное значение задержки распространения сигнала, ГСовместимые входы контролируемого логического, элемента 25 подключаются на коммутаторе 7 через формирователи 5 непосредственно к выходамс счетчика 3, несовместимые входы (т,е. такая группа входов, на которые, например, недопустимо подавать одновременно нуль), если...
Устройство для управления группой n статических преобразователей частоты, включенных параллельно по входу и выходу

Номер патента: 1388973
Опубликовано: 15.04.1988
Авторы: Анисимов, Артюхов, Бочков, Кантер, Серветник, Томашевский
МПК: H02M 5/44
Метки: включенных, входу, выходу, группой, параллельно, преобразователей, статических, частоты
...16 появляетл ся сигнал единичного уровня, которыйрез приводит к отключению одного преобие разователя из группы работающих преобразователей снятием импульсов упкий 20 равления с входа выпрямителя 1, переводя его в состояние готовности коперативному включению, при этомконденсатор фильтра 2 указанного блока остается заряженным. Одновременно25 отключается еще один преобразователь,находившийся до этого в состоянии готовности к включению, посредствомразмыкания силовых ключей 5 и 6,Здесьг. 40, в 0 - величины, расширяющие диаЗО пазон, характеризуемый постоянствома структуры силовой схемы статическихпреобразователей. Они задаются напряжением смещения Ц подаваемым навы- прямой вход первого компаратора 15ав- и инверсный вход второго...
Установка для отделения замороженных блоков пищевых продуктов от форм с крышками

Номер патента: 970049
Опубликовано: 30.10.1982
Авторы: Николаенков, Попов, Сидоров
МПК: F25D 13/06
Метки: блоков, замороженных, крышками, отделения, пищевых, продуктов, форм
...работает следующим образом,форма 1 с Замороженным блоком пищевых продуктов и крышкой 2 устанав. ливается на кронштейны 6, при этом форма нажимает на площадку 39, которая в свою очередь нажимает на включатель 40 и включает привод 18Цепь 13 при помощи закрепленного на ней пальца 12 перемещает каретку 5 вместе с Формой 1, замороженным блоком и крышкой 2 вправо. После схода формы 1 с площадки 39 пружина 41 возвращает площадку 39 в исходное положение.При движении каретки 5 вправо боковые торцы крышки 2 заходят на нап равляющие 34 и крышка 2 вместе с примерзшим к ней блоком и Формой 1 . движется по этим направляющим 34до выхода каретки 5 в крайнее правое положение, При этом скошенные кромки копиров 19 начинают контактировать с роликами 30, в...
Устройство формирования импульсов колоколообразной формы

Номер патента: 1166285
Опубликовано: 07.07.1985
Авторы: Казаков, Клюшников, Моргунов
МПК: H03K 4/92
Метки: импульсов, колоколообразной, формирования, формы
...которого подключен к второму входу второго триггера 10 и является одновременно выходом блока 4, причем выход второго триггера 10 подключен к третьему входу элемента 8 совпадения.Устройство работает следующим образом.Синусоидальное напряжение с выхода пер естраиваемого генератора 1 поступает на один из входов порогового элемента 3, на другой вход которого поступает задержанное напряжение (фиг. 2 а). При этом на выходе порогового элемента 3 форми 5 10 15 20 25 30 строб-импульсов, второй вход является входом блока формирования строб-импульсов, третий вход соединен с выходом второго триггера, а выход соединен с вторым входом первого триггера, выход которого соединен с вторым входом второго триггера и является выходом блока формирования...
Устройство для управления ключевым элементом

Номер патента: 1234930
Опубликовано: 30.05.1986
Авторы: Григорович, Лукьянова
МПК: H02M 1/08
...2 осуществляет счет поступающих на его вход импульсов с периодом счета Т = 2" Тг, где Т - период колебаний управляемого генератора 1; и - разрядность счетчика 2.На выходе старшего разряда счетчика появляются выходные импульсы 1с периодом Т, которые поступают на вход первого элемента 3 совпадения и, кроме того, на вход инвертора 5, с выхода которого инвертированныйсигнал подается на вход второго элемента 4 совпадения. Наличие на других входах первого 3 и второго 4 элементов совпадения управляющего сигнала разрешает прохождение прямого и инвертированного сигналов с выхода старшего разряда счетчика 2 на входы формирователя 6 (фиг. 2 б,г ), выходной сигнал (фиг, 2 д) которого поступает на входную обмотку импульсного трансформатора, Под...
Предыдущий патент: Цифровой линейный интерполятор
Следующий патент: Круговой интерполятор
Случайный патент: Устройство для испытания изделий внутренним давлением