Способ изготовления литейных форм по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
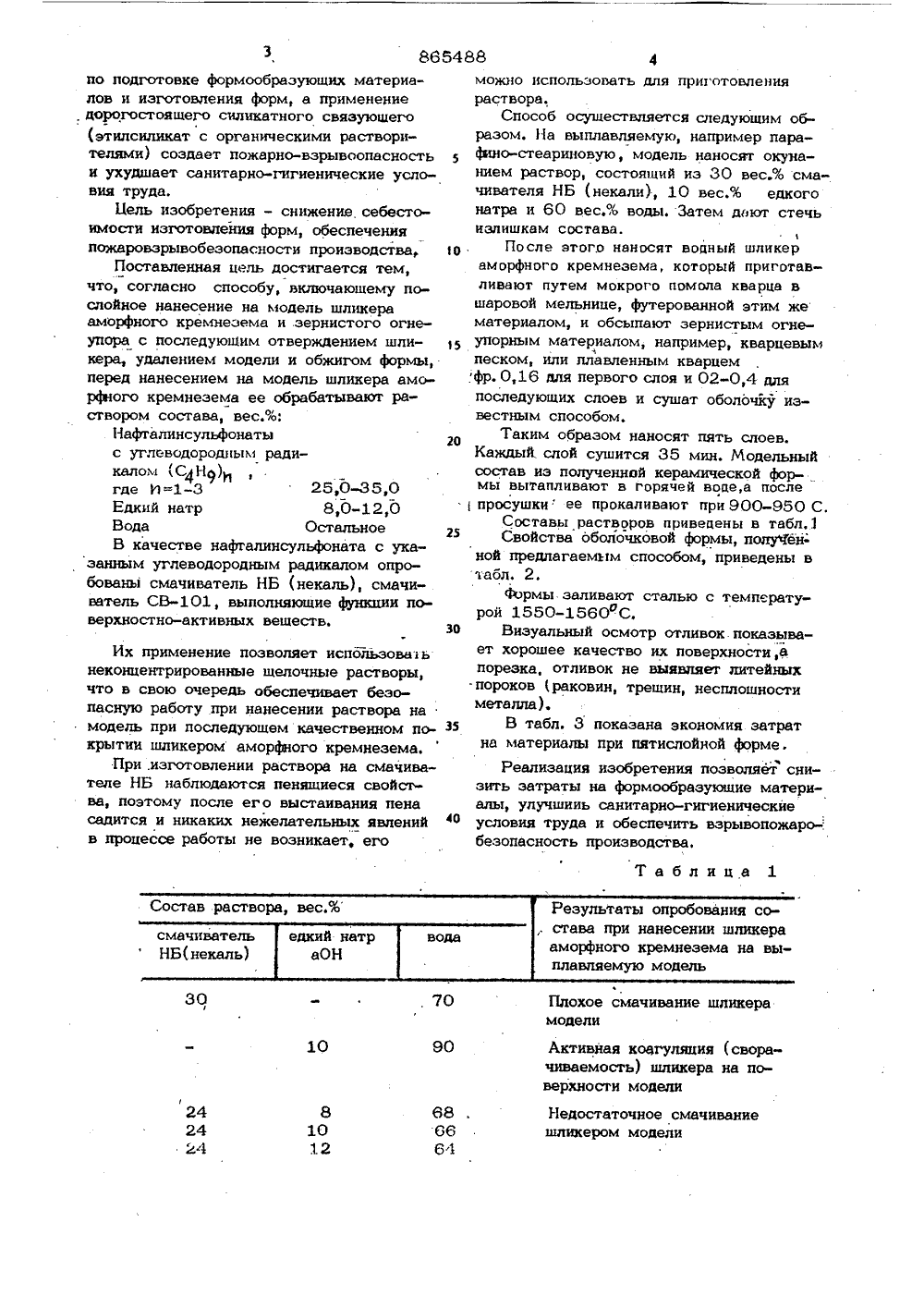
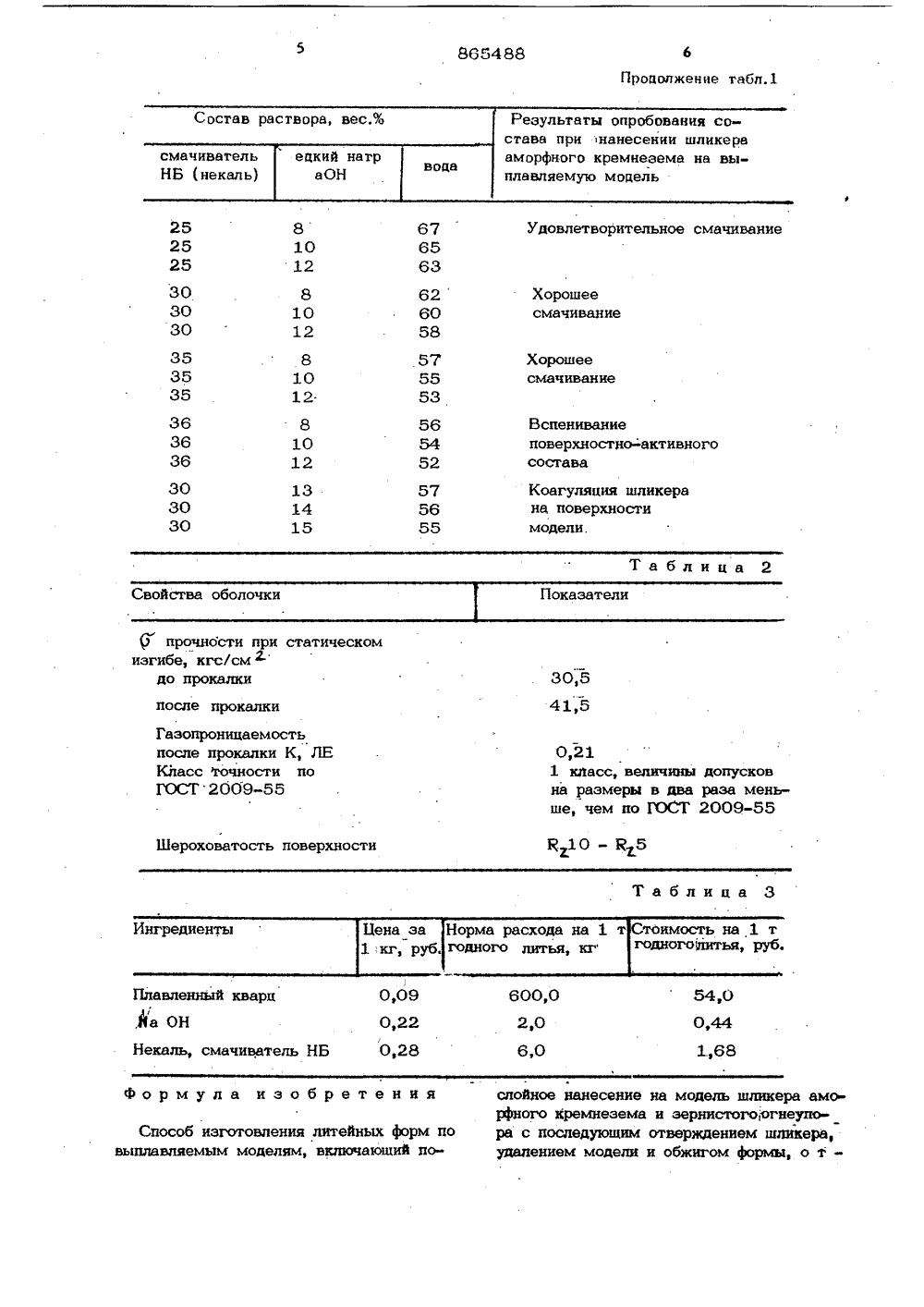
(71) Заявите ПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ фОР ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ54 з отверждения кажбуется 2-8 ч. И отором эаиачной, валочкн в поглотиНед примен активногос,(.23ба являютсяи дефицитного 3Йзобретение относится к литейному производству, в частности к изготовлению форм, получаемых по выплавляемым (ра рушаемым) моделям.Известен способ изготовления оболочковых литейных форм по выплавляемым (разрушаемым) моделям, включающий послойное нанесение на модель. суспензии кремнезема, присыпкукаждого слоя зернистым огнеупором с последующим отверждением, выплавление (удаление) модели и, обжиг формы. На модель наносят суопензию, содержащую силикатное свяэую- шеей 3.Однако при этом длядого слоя суспензин тре вестен также способ вименения воздушно-а о-аммиачной сушки илипсевдокипяшем слое теля ускоряют процес остатками этого спос ение дорогостоящего силикатного связующего) для отверждения каждого слоя покрытия требуется 2- 5 ч, что создает длительный цикл сушки, а применение органических растворителей (ацетона, спирта) ухудшают санитарно- гигиенические условия труда и создают пожарную вэрывоопасность производства.Наиболее близким к изобретению по техническому существу и достигаемому результату является способ изготовления литейных форм по выплавляемым (разрушаемым) моделям, включающий послойное нанесение на модель шликера аморфного кремнезема и зернистого огнеупора с последующим отверждением шликера, . удалением модели и обжигом формьО 1.Недостатком известного способа является применение двух различных связующих - силикатного, которое наносят на модель, и водного шликера аморфного кремнезема для последующих слоев оболочки,Это привоцит к необходимости содержать различное технологическое оборудование для осуществления аналогичных операцийпо подготовке формообразующих материалов и изготовления форм, а применениедорогостоящего силикатного связующего(этилсиликат с органическими растворителями) создает пожарно-взрывоопасностьи ухудшает санитарно-гигиенические условия труда,Бель изобретения - снижение, себестоимости изготовления форм, обеспеченияпожаровзрывобеэопасности производства,Поставленная цель достигается тем,что, согласно способу, включающему послойное нанесение на людель шликерааморфного кремнезема и зернистого огнеупора с последуюшим отверждением шликера, удалением модели и обжигом формы,перед нанесением на модель шликера аморфного кремнезема ее обрабатывают раствором состава, вес.%:Нафталинсульфонатыс углеводородныл 1 радикалоч (С 4 Н 9)чгде И =1-3 25,0-35,0Едкий катр 8,0-12,0Вода ОстальноеВ качестве нафталинсульфоната с укаэанным углеводородным радикалом опробованы смачиватель НБ (некаль), смачиватель СВ, выполняющие функции поверхностно-активных веществ. Их применение позволяет испольэова" ь неконцентрированные щелочные растворы, что в свою очередь обеспечивает безопасную работу при нанесении раствора на модель при последующем качественном покрытии шликером аморфного кремнезема.При .изготовлении раствора на смачивателе НБ наблюдаются пенящиеся свойства поэтому после его выстаивания пена садится и никаких нежелательных явлений в процессе работы не возникает, его можно использовать для приготовленияраствора.Способ осуществляется следующим образом. На выплавляемую например парафво-стеариновую, модель наносят окунанием раствор, состоящий из 30 вес.% смачивателя НБ (некали) 10 весЛ едкогонатра и 60 вес.% воды. Затем дают стечьизлишкам состава.После этого наносят водный шпикераморфного кремнезема, который приготавливают путем мокрого помола кварца вшаровой мельнице, футерованной этим жематериалом, и обсыпают зернистым огнеупорным материалом, например, кварцевымпеском, или плавленным кварцемфр, 0,16 для первого слоя и 02-0,4 дляпоследующих слоев и сушат оболочку известным способом,Таким образом наносят пять слоев.Каждый. слой сушится 35 мин. Модельныйсостав иэ полученной керамической формы вытапливают в горячей воде,а послепросушки ее прокаливают при 900-950 С.Составы растворов приведены в табл.3Свойства оболочковой формы, получен-ной предлагаемым способом, приведены втабл. 2.формы заливают сталью с температурой 1550-1560 ОС,ЗО Визуальный осмотр отливок показывает хорошее качество их поверхности,апорезка, отливок не выявляет литейных-пороков (раковин трещин, несплошностиметалла).з 5 В табл, 3 показана экономия затратна материалы при пятислойной форме.Реализация изобретения позволяет снизить затраты на формообразующие материалы, улучшииь санитарно-гигиеническиеусловия труда и обеспечить взрывопожаро-.безопасность производства. 4Плохое смачивание шликерамодели Активная коагуляция (сворачиваемость) шликера на поверхности модели Недостаточное смачиваниешликером модели865488 Прополжение табл.1 Удовлетворительное смачивание 5 65 63 12 0 0 Хорошее мачиван О 2 3 5 Хорошеесмачиванне 35 36 36 В спек иваннеповерхностноактивногосостава 3 2 0 57 56 шликера 14 15 3 Та бл 2 оказател во оболоч Д прочности при статическомизгибе, кгс/см . до прокалки 30,5 после прокалк 0,211 класс, велна размерыше, чем по ины допусков два раза меньГОСТ 2009-55 тость поверхности е Таблиц 00,0 Н т 44 2 0,28 6,6 екаль, сма ватель мула изобретени слой рфно нанесение мнезема Способ изготовления литейных форм ивьшлавляемым моделям, включаюший поГазопроницаемоспосле прокалкиКласс точностиГОСТ2009-55 0,0 0,2 57 55 53 Коагуля на пове модели ра с последуюшудалением моде на модель шликера аи зернистогоогнеупотверждением шликераи обжигом формы, о865488 7л и ч а ю щ и й с я тем, что,с целью снижения себестоимости, обеспечения пожаровзрывобезопасности производства и улучшения санитарно-гигиенических условий труда, перед нанесением на модель шликера аморфного кремнезема не обрабатывают раствором состава, вес,%;Нафгалинсульфонатыс углеводородным рад- калом (СН),где И. 1-3 25 0-35,0 Едкий натр 8,0-12,0 Вода Остальное 8Источники информации,принятые во внимание при экспертизе1. Литье по выплавляемым моделям.Под ред. Шкленника Я. И. и Озерова В,А.5 М.,Машиностроение, 1971, с. 231-255,2. Шкленник Я. И. Современное состояние и перспективы развития технологиилитья по выплавляемым моделям. Сб .."Перспективы развития литья по выплавля 10 емым моделям, материалы семинара, М,фЗнание", 1975, с, 11,3. Авторское свидетельство СССРСоставитель И. Куницкая Редактор Т, Киселева ТехредМ.Рейвес Корректор У. Пономаренко Заказ 7939/18 Тираж 872 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5филиал ППП Патент", г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
2803024, 30.07.1979
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ СПЕЦИАЛЬНЫХ СПОСОБОВ ЛИТЬЯ
ШИНКАРЬ ДАВИД ИЛЬЧ, ПЕТРОВ ВАЛЕРИЙ ВИКТОРОВИЧ, СЕРЕБРО ВЛАДИМИР СЕМЕНОВИЧ, НЕЧИТАЙЛО ВЛАДИМИР АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемым, литейных, моделям, форм
Опубликовано: 23.09.1981
Код ссылки
<a href="https://patents.su/4-865488-sposob-izgotovleniya-litejjnykh-form-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления литейных форм по выплавляемым моделям</a>
Способ изготовления выплавляемой модели рабочего колеса турбоагрегата и пресс-форма для его осуществления

Номер патента: 1180148
Опубликовано: 23.09.1985
Авторы: Азарков, Артемов, Данилов, Никитина, Солоухин
МПК: B22C 7/02
Метки: выплавляемой, колеса, модели, пресс-форма, рабочего, турбоагрегата
...рабочего колеса с лопатками, перекрывающими друг друга, путем изготовления частей 1 О модели рабочего колеса с лопатками в одной пресс-форме и с последующим скреплением частей в единую,модель.На фиг. 1 и 2 показано колесо, об щий вид;. на фиг 3-7 - конструкция пресс-формы; на Фиг. 8-10 - отдельные части модели колеса перед сборкой единой модели.В качестве примера приводится 20 технология изготовления выплавляемой модели рабочего колеса турбоагрегата, имеющего девять перекрывающих одна другую лопаток. Сложный аэродинамический профиль лопаток не позволяет 25 извлечь нераэъемные вкладыши, оформляющие перо лопаток, ни в осевом, ни в радиальном направлениях. В данном случае частей модели должно быть три, так как количество частей ЗО...
Способ футеровки центробежной формы центробежная форма

Номер патента: 501829
Опубликовано: 05.02.1976
МПК: B22D 13/00
Метки: форма, формы, футеровки, центробежная, центробежной
...в торцах корпуса формы и закрепляются герметично.10 Продольные вставки 3 монтируются такимобразом, чтобы они находились поблизости с рабочей поверхностью изложницы пли контактировали с ней. После соответствующей подготовки приводят форму во врашение и про изводят нанесение футеровки 4 в жидкомвиде. Продольные вставки 3 (фиг, 1, 2) расположены по границе контакта футеровки 4 с рабочей поверхностью изложницы 1, при этом оольшей частью вставки 3 находятся в 20 контакте с футеровкой 4 и одновременносвоими торцами сообщаются с внешней средой (атмосферой). После затвердевания жидкой футеровки 4 продольные вставки 3 извлекают из формы.25 В результате этого в центробежной формеобразуется система вентиляционных каналов 5, размеры и формы...
Суспензия для изготовления оболочковых форм по выплавляемым моделям
Номер патента: 1011323
Опубликовано: 15.04.1983
МПК: B22C 1/16
Метки: выплавляемым, моделям, оболочковых, суспензия, форм
...указанных условиях находятся в начальной .стадии,поверхность частичек цемента обладает высокой энергетической активностью, Эта частичка цемента стремится компенсировать заряд за счет взаимодействия с другой частичкой противоположного знака, в результате чего образуется уплотненная структура с так называемыми "стесненными условиямиЛлюмохромофосфатная связка в высушенном при 28-30 С керамическом . покрытии находится в застеклованном состоянии, а при температурах 100- 300 С - в высокоэластичном, что объясняется нарушением межмолекулярного взаимодействия звеньев вследствие теплового воздействия. Поэтому для предотвращения деформации керамического покрытия под воздействием собственного веса во время выплавки модельного состава, а также во...
Суспензия для изготовления оболочковых форм по выплавляемым моделям
Номер патента: 1009603
Опубликовано: 07.04.1983
Авторы: Айзикович, Акутин, Власов, Деев, Демонис, Осипчик, Панкратов, Цапенко
МПК: B22C 1/16
Метки: выплавляемым, моделям, оболочковых, суспензия, форм
...суспензия, включающая ингредиенты при следую-, щем соотношении, мас,Ф:Этилсиликат 2,0 - 7,0Вода 18,0 - 23,0НеорганическаякислотаПоверхностноактивное вещество 0,01 - 0,04Алюможелезофосфат.кремнезема ОстальноеВ керамических формах, изготовленных из такой .суспензии, после прокалки могут возникнуть термические напряжения, приводящие к появлению трещин. Это объясняется тем, что керамические оболочки имеют невысо-. кие прочности.Кроме того, седиментационная устойчивость недостаточна, а время сушки 1, низкая скорость отверждения ) велико.Целью изобретения является повышение седиментационной устойчивости суспензии и прочности оболочковых форм после сушки и обжига.Поставленная цель достигается тем, что суспензия, включающая этилсиликат,...
Способ изготовления оболочковых форм по выплавляемым моделям
Номер патента: 1014630
Опубликовано: 30.04.1983
Авторы: Бушуев, Бушуева, Журавлев
МПК: B22C 9/04
Метки: выплавляемым, моделям, оболочковых, форм
...сокращения времени получения форм либо ускоряют процесс приготовления суспензии путем более интенсивного ее перемешивания, либо используют материалы с высокими огнеупорными и прочностными свойствами. Это требует повышенных энергозатрат, более сложного оборудования, дорогостоящих материалов, поэтому удорожает процесс 40 изготовления Форм.Цель изобретения - сокращение времени Формообразования путем уменьшения количества слоев покрытия.для достижзния указанной цели со гласно способу изготовления оболочковых форм по выплавляемым моделям, включающему послойное нанесение этилсиликатной суспенэии с пылевидным кварцем на блок выплавляемых моделей,3 обсыпку каждого слоя кварцевым песком,который подвергают псевдоожижению,прекращение...