Способ обработки внутренних поверх-ностей вращения абразивным инструмен-tom
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
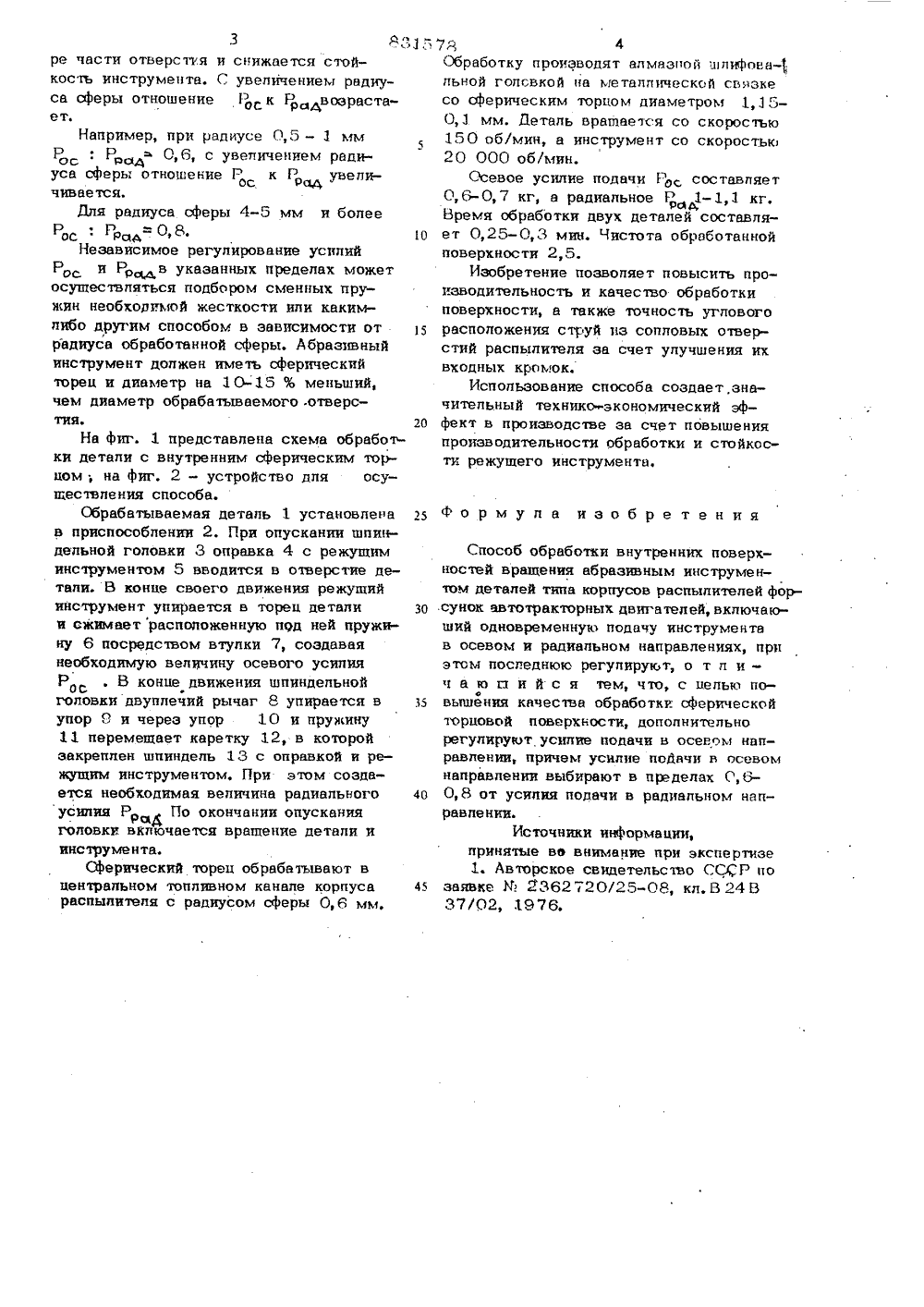
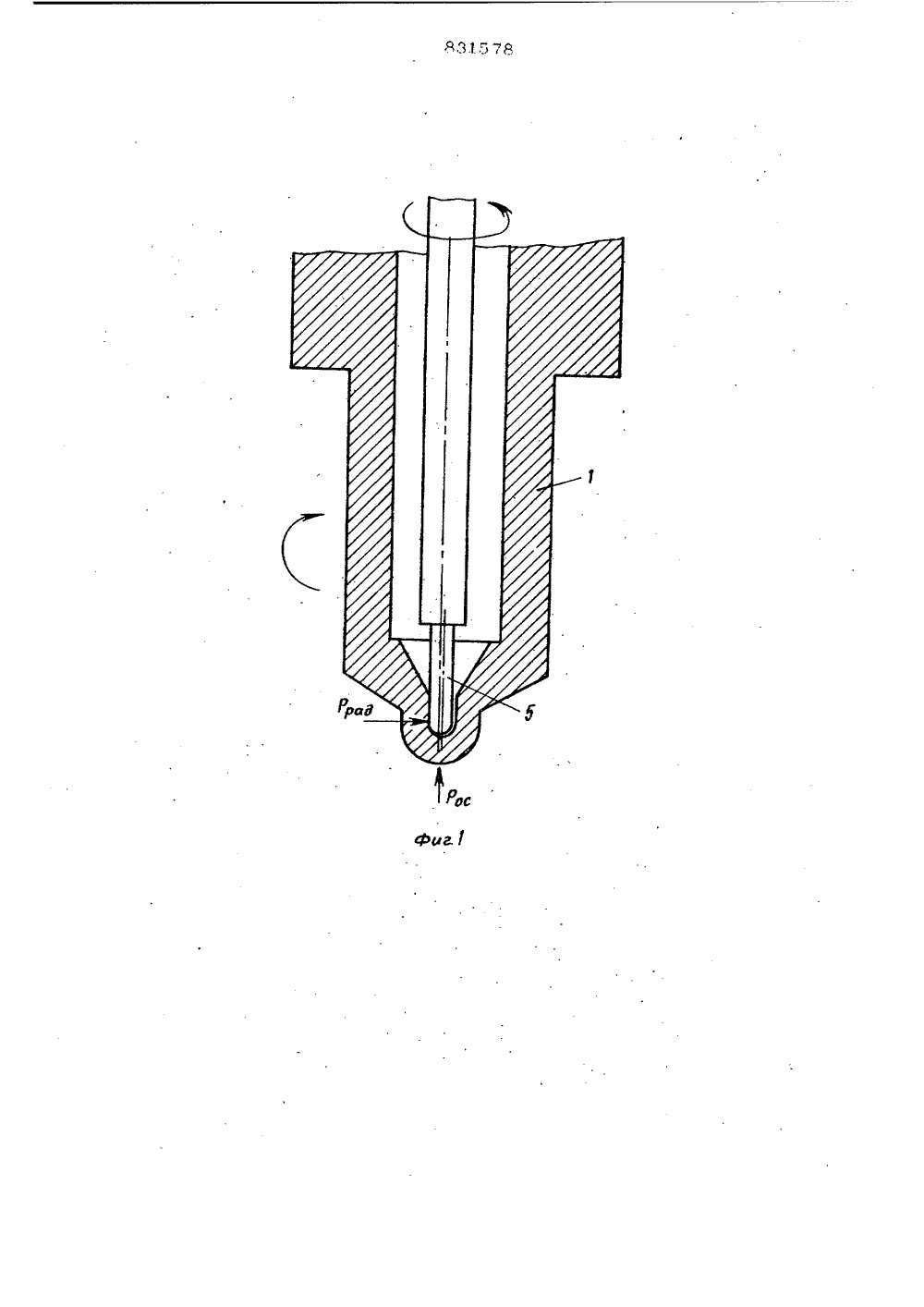
ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Сове 1 скихСоциалистическихРеспублик п 1831578(51)М. Кл. В 24 В 37/02 Веударетюныа камитет СССР ав делам нзфбретеинк и еткрытийГ. Р. Гуревич, А. М. Липатов, А, И, Павлкэчуте- - --О. Г. Теннер и Н, И. Штульманф1Пентральный научно-исследовательский и кОнструкторский,институт топливной аппаратуры автотрак ных; истационарных двигателей(54) СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ВРАШЕНИЯ АБРАЗИВНЫМ ИНСТРУМЕНТОМИзобретение относит:я к металлообработке, а именно к технологии обрабоч ки внутренних поверхностей вращения, например внутренних сферических торцов в деталях тра корпусов распылителей форсунок. Извесен способ обработки внутренних поверхностей вращения, включающий одновременную подачу инструмента в осевом и радиальном направлениях, при этом подачу в радиальном направлении регулируют 1. Недостатком известного способа является то, что при обработке сферической торцовой поверхности чрезмерная или недостаточная величина осевого усилия и неправильное соотношение между осевым и радиальным усилиями подачи приводят к плохому качеству обработки сферического торца и прилегающей к нему цилиндрической поверхности и к снижению стойкостк инструмента. Пель изобретения - повышение качес 1ва обработки сферической торцовой поверхности., Поставленная цель достигается тем,что дополнительно регулиругт усилие ф подачи в осевом направлении, причем усилие подачи в осевом направлении выбирают в пределах О, 6-0,8 от усилия подачи в радиальном направлении.Указанное соотношение осевого Ро и ФОрадиального Р усилий подачи, обеспечивавшее высокое качество и производительность обработки в сочетании. с высокой стойкостью инструмента было установлео экспериментально Если 1Рс ( 0,5 - 0,6) Ря производительность и качество обработки сферичекого участка обраба ьваемой поверхности снижается, так как при занйженном 3)осевом усилии отсутствует разрушениесвязки и обнажение новых режущих зерен.При Рф 0,8 - 0,9), Р ухудшаетсякачество обработки периферийной части,сферического торца и прилегающей к сфе ре части отверсткя и снижается стойкость инструмента. С увеличением радиуса сферы отношение Р к Р возрастает,Например, при радиусе 0,5 - 1 ммР: Рр0,6, с увеличением радиуса сферы отношение Р к Р увелиОс. Очивае тся.Для радиуса сферы 4-5 мм и болееРосРрад Оф 8оНезависимое регулирование усилийРр и РО, в укаэанных пределах можетосуществляться подбором сменных пружин необходимой жесткости или какимлибо другим способом в зависимости от 15радиуса обработанной сферы, Абразивныйинструмент должен иметь сферическийторец и диаметр на 10-15 % меньший,чем диаметр обрабатываемого .отверстия е 20На фиг. 1 представлена схема обработки детали с внутренним сферическим торцом; на фиг. 2 - устройство для осуществления способа,Обрабатываемая деталь 1 установлена 2 Зв приспособлении 2. При опускании шпиндельной головки 3 оправка 4 с режущиминструментом 5 вводится в отверстие детали. В конце своего движения режущийинструмент упирается в торец детали 30и сжимает расположенную под ней пружину 6 посредством втулки 7, создаваянеобходимую величину осевого усилияР . В конце движения шпиндельнойголовки двуплечий рычаг 8 упирается в иупор О и через упор 10 и пружину11 перемещает каретку 12, в которойзакреплен шпиндель 13 с оправкой и режущим инструментом, При этом создается необходимая величина радиальногоусилия Рр д ПО Окончании Опусканияголовки включается вращение детали иинструмента.Сферический торец обрабатывают вцентральном топливном канале корпуса 45распылителя с радиусом сферы 0,6 мм,7 4Обработку производят алмазной шлнфова- льной голсвкой на металлической связке со сферическим торцом диаметром 1,35- 0,3 мм. Йеталь вращается со скоростью 150 об/мин, а инструмент со скоростью 20 000 об/мин.Осевое усилие подачи Е составляет О, 6-0,7 кг, а радиальное Р 1-1,1 кг,Рс 1 1 Время обработки двух деталей составляет 0,25-0,3 мин. Чистота обработанной поверхности 2,5.Изобретение позволяет повысить производительность и качество обработки поверхности, а также точность углового расположения струй из сопловых отверстий распылителя за счет улучшения их входных кромок.Использование способа создает,значительный технико экономический эффект в производстве эа счет повышения производительности обработки и стойкости режущего инструмента.Формула изобретенияСпособ обработки внутренних поверхностей вращения абразивным инструментом деталей типа корпусов распылителей форсунок автотракторных двигателей, включантший одновременную подачу инструментав осевом и радиальном направлениях, приэтом последнюю регулируюто т л и -ч а ю и и й с я тем, что, с целью поФвьппения качества обработки сферическойторцовой поверхности, дополнительнорегулируют усилие подачи в осевом направлении, причем усилие подачи в осевомнаправлении выбирают в наделах С 1,60,8 от усилия подачи в радиальном направлении.Источники информации,принятые ве внимание при экспертизе1. Авторское свидетельство СС 4 Р позаявке М 2362720/25-08, кл. В 24 В37/02, 1976,ЙЙ 157 Й ставихред Шекмад филиал ПП, г,РЬпвктор Л. ШиштнаЗаказ 3013/17ВНИИПИ Госпо дел113035,ь Н. Ермакова КорректоПодписнитета СССРоткрытийаушская наб., д.
СмотретьЗаявка
2600396, 06.04.1978
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙИ КОНСТРУКТОРСКИЙ ИНСТИТУТ ТОПЛИВНОЙАППАРАТУРЫ, АВТОТРАКТОРНЫХ И СТАЦИОНАР-НЫХ ДВИГАТЕЛЕЙ
ГУРЕВИЧ ГЕНРИ РАФАИЛОВИЧ, ЛИПАТОВ АВГУСТ МИХАЙЛОВИЧ, ПАВЛЮЧУК АЛЕКСАНДР ИВАНОВИЧ, ТЕННЕР ОТТО ГРИГОРЬЕВИЧ, ШТУЛЬМАН НАУМ ИЛЬИЧ
МПК / Метки
МПК: B24B 37/02
Метки: абразивным, внутренних, вращения, инструмен-tom, поверх-ностей
Опубликовано: 23.05.1981
Код ссылки
<a href="https://patents.su/4-831578-sposob-obrabotki-vnutrennikh-poverkh-nostejj-vrashheniya-abrazivnym-instrumen-tom.html" target="_blank" rel="follow" title="База патентов СССР">Способ обработки внутренних поверх-ностей вращения абразивным инструмен-tom</a>
Способ предохранения рабочей поверхности двигателя внутреннего сгорания от отложений

Номер патента: 1542651
Опубликовано: 15.02.1990
Авторы: Беленький, Гавриленков, Голованов, Еситашвили, Жалкин, Рыбалов, Серебрякова, Теслик, Хомич
МПК: B08B 17/00
Метки: внутреннего, двигателя, отложений, поверхности, предохранения, рабочей, сгорания
...водит к перераспределению основной массы нагара из сечений, лимитируюгцих производительнос гь газовоздушного тракта двигате- (В ля по обьему выпускной системы. Это спо- (;Д собствует более длительному сохранению ис-ходных размеров этих сечений и способствует улучшению качества протекания рабочего процесса двигателя во время его эксплуатации, что приводит к зкономии топлива. Наличие покрытия уменьшает также потери теплоты в систему охлаждения.Результаты эксплуатационно ъ опробования спосооа на тепловозах серий ТЭЗ и 2 ТЭО с дизелями ти а Д 00 приведены в табл. 2. Применение предлагаемого способа обес иваег снижение уровня нагароотложени1542651 формула изобретения Таблица 1 Компоненты 40 45 50 0,5 1,0 1,5 59,5 54 48,5...
Инструмент для радиальной ковки

Номер патента: 1144753
Опубликовано: 15.03.1985
Авторы: Вахтанов, Жучин, Изотов, Киселев, Лузин, Манегин, Миронова, Степанов
МПК: B21J 13/02, B21J 7/16
Метки: инструмент, ковки, радиальной
...участков, обжимной участок каждого бойка выполнен многоступенчатым с равным количеством ступеней, причем каждая ступень одной пары бойков образована двумя гранями, одна из которых параллельна оси ковки, а другая наклонена к ней под углом 20 - 60, а каждая ступень смежного бойка другой 5 О 15 20 25 30 35 40 45 50 55 пары выполнена в виде одной наклоннойк оси ковки грани, при этом протяженностьи перепад высот соответствующих ступенейвсех бойков вдоль оси ковки равны междусобой.Применение инструмента позволяет получать в конце каждого цикла обжатия (удара) поперечное сечение обрабатываемогопрутка овальной формы с одной осью симметрии, что улучшает проработку осевой зоны исходной заготовки и создает условиедля заваривания дефектов и...
Инструмент для радиальной ковки

Номер патента: 1382571
Опубликовано: 23.03.1988
Авторы: Долгая, Лазоркин, Поспелов, Скорняков, Тюрин, Флаховский
МПК: B21J 13/02
Метки: инструмент, ковки, радиальной
...под парой бойков 1, 3, уменьшаясь под парой бойков 2, 4, и принимает максимальное значение на калибрующих участках 1, 3, Поперечное сечение поковки принимает форму эллипса (фиг, 4). Поперечное сечение заготовки (по всей длине) при осуществлении данного прохода подвергается развитым потокам вытеснения метал ла с распространением очага деформации н осевую зону. При этом по мере обжатия заготовки инструментом предлагаемой конструкции в течение одного прохода без вращения вокруг продольной оси осуществляется изменение направления потоков вытеснения металла н поперечном сечении заготовкиона угол 90 , что способствует более интенсивной проработке ее литой структуры по всему сечению.После окончания ковки на первом проходе (подача по...
Инструмент для радиальной и ротационной ковки

Номер патента: 1393521
Опубликовано: 07.05.1988
Авторы: Асадов, Кадымов, Мамедов, Тюрин
МПК: B21J 13/02
Метки: инструмент, ковки, радиальной, ротационной
...потерять свою стойкость. Длина.1 и глубина г выемки определяютвеличину продольного радиуса В выемки. Цилиндрический калибрующий участок выполнен с двумя расположеннымипо его краям в окружном направлениизонами, радиус поверхности которыхпревышает радиус поверхности центральной зоны.Угол охвата у сектора, образованного двумя радиусами, не менее, чемугол вращения заготовки за один ходинструмента. В противном случае ка"либровка получается некачественной.Инструмент для ковки работает сле.дующим образом,Горячая трубная заготовка 4 надевается на оправку 5 и подается в зону деформирования, где расположеныконочные инструменты с возможностьювстречного перемещения в двух взаимно перпендикулярных плоскостях. Ис 21 2ходкое положение заготовки 4 для...
Инструмент для радиальной ковки

Номер патента: 1639864
Опубликовано: 07.04.1991
Авторы: Долгая, Залужный, Клименко, Кучеренко, Лазоркин, Разаренов, Скорняков, Хохлова
МПК: B21J 13/02
Метки: инструмент, ковки, радиальной
...металла осевой зоны, а также создаются благоприятные условия для заваривания 10 несплошностей металлургического происхождения. Более интенсивная проработка структуры металла приводит к повышению механических характеристик металла и их однородности по сечению поковки, 15Каналы у одной пары бойков смещены епродольном направлении относительно каналов другой пары бойков на расстоянии 1=(1,05,0)Ь, где Ь - ширина канала. При величине смещения 1 Ь и 1 5 Ь не происхо дит существенное улучшение качества металлаШирину каналов определяют из соотношения Ь=(0,15.0,3)1., где 1 - длина заходного участка бойка. 25При Ь 0,151 не обеспечивается интенсивная проработка структуры металла в осевой зоне, а при Ь 0,31 возможны разрывы на поверхности заготовки...
Предыдущий патент: Устройство для окончательной обработ-ки отверстий
Следующий патент: Вертикальный доводочный двухдиско-вый ctahok планетарного типа
Случайный патент: Питатель для сыпучих материалов