Способ разделения совмещенных профилей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 745567
Авторы: Ващенко, Литвиненко, Писаренко, Шевченко, Яковченко
Текст
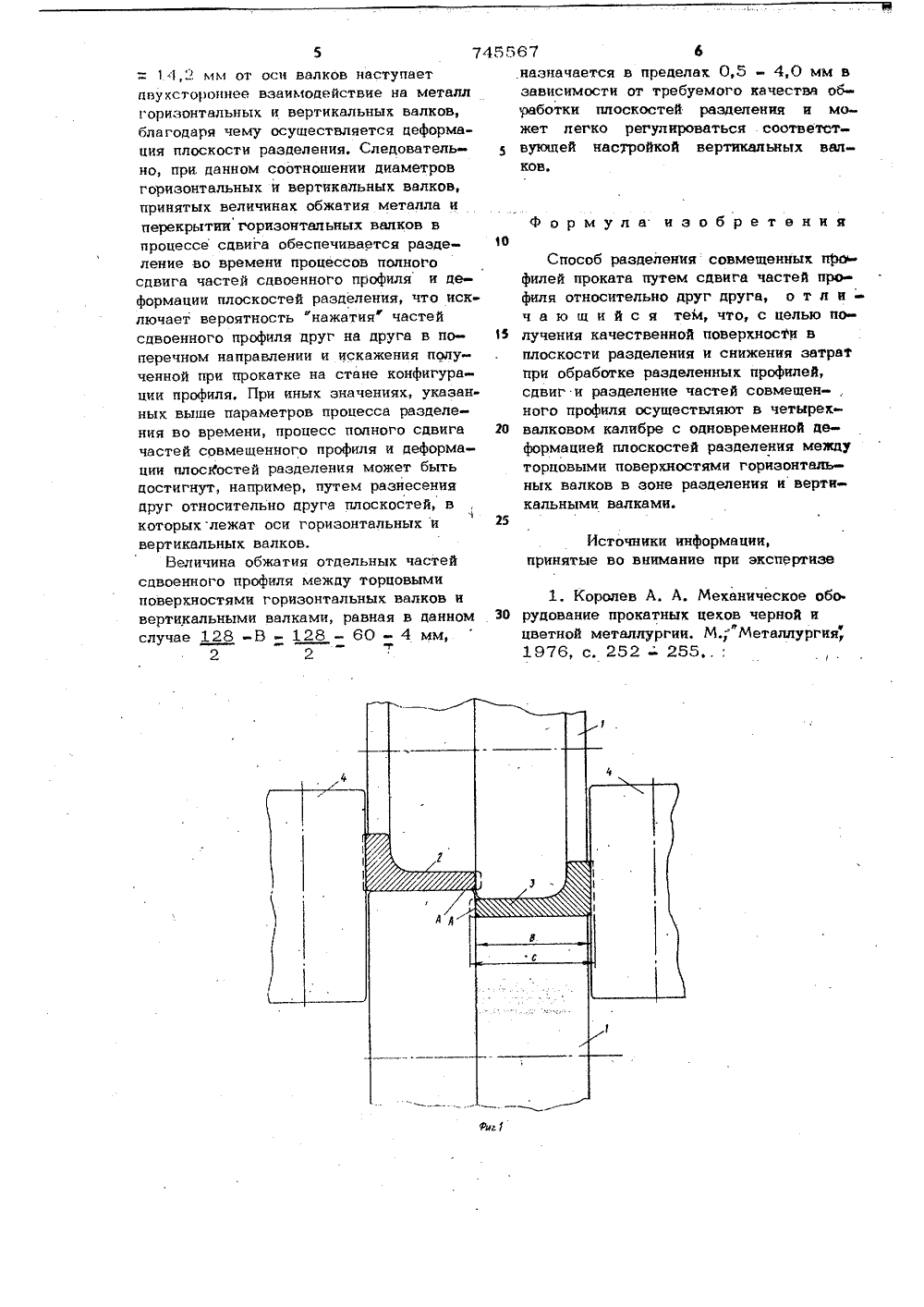
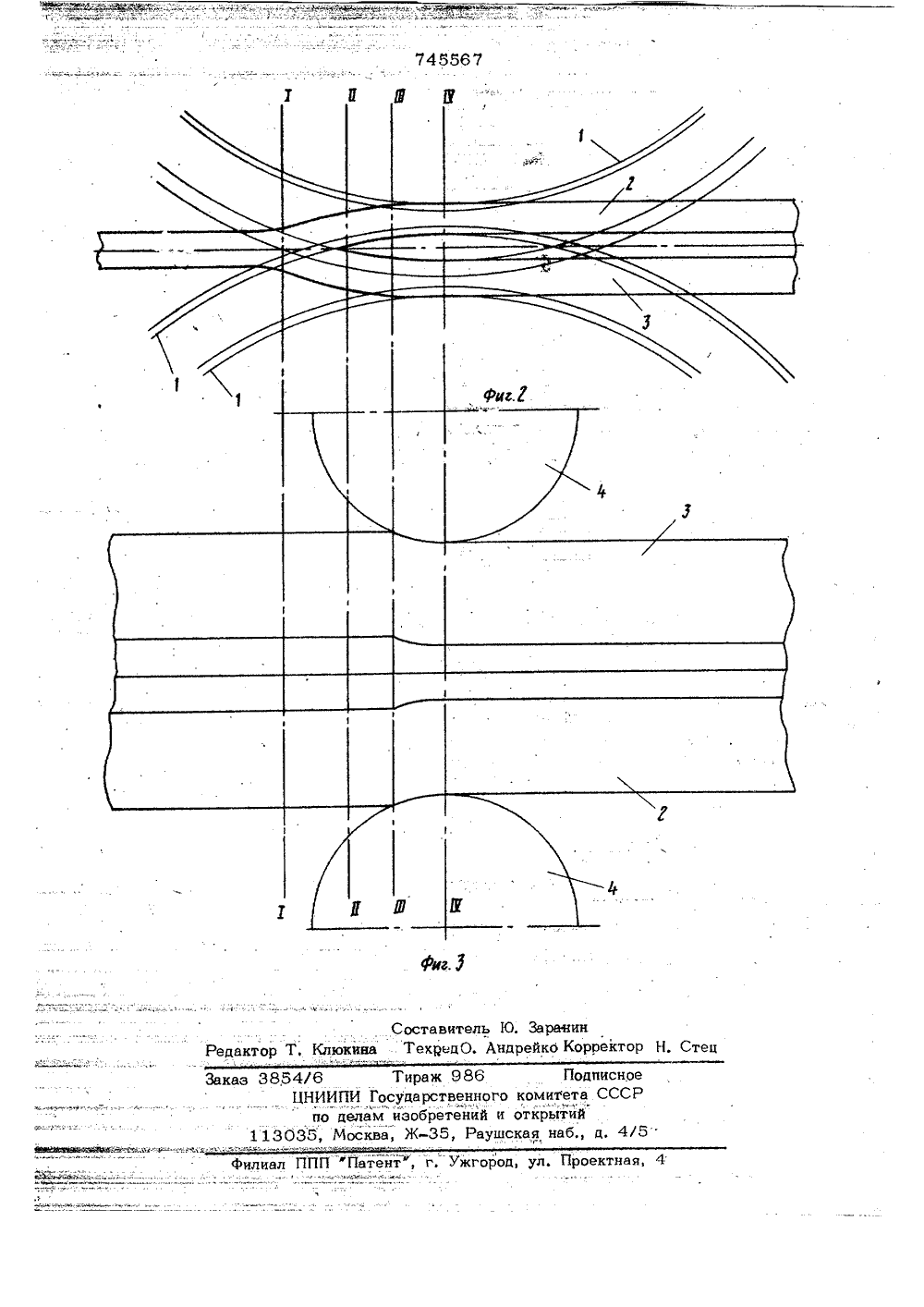
ОП ИСАНИЕИЗЬБРЕТЕН ИЯХ АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 1745567 Союз СоветскихСоциалистическихРеспублик(51)М. Кл,В 21 В 1/00 Государственный комитет СССРио делам изобретений и открытий(54) СПОСОБ РАЗДЕЛЕНИЯ СОВМЕЩЕННЫХ ПРОФИЛЕЙ 1/Изобретение относится к прокатному проиэводству.и может быть использовано на сортовых прокатных станах при производстве симметричных и несимметричных сортовых профилей в совмещенном виде.5Известен способ разделения совмешенных профилей путем сдвига частей профиля относительно друг друга 11 .Недостатком известного способа являет 10 ся то,что поверхность в зоне разделения получается неровной, а кромки разделенных профилей - острыми с заусенцами.Цель изобретения - получение качественной поверхности в плоскости раз 15 деления и снижение затрат при обработке раздельных профилей.Для этого сдвиг и разделение частей совмещенного профиля осуществляют в четырехвалковом калибре с одновремен-ной деформацией плоскостей разделения между торцовыми поверхностями горизонтальных валков в зоне разделения и вертикальными валками,2На фиг, 1 схематически изображен четырехвалковый калибр, в котором производится разделение совмещенного профиля с одновременной деформацией плоскостей разделения; на фиг. 2 - стадии разделения и деформации плоскостей. разделения; на фиг. 3 - то .же, в плане.Процесс двига и разделения частей совмещенного профиля с одновременной деформацией плоскостей разделения осуществляется следующим образом.Совмещенный профиль задают в четырехвалковый калибр, в котором приводными горизонтальными валками 1 производят сдвиг левой части 2 и правой части 3 относительно друг друга до полного разделения совмещенного профиля на составные части (см. фиг, 1), Разделение совмещенного профиля происходит по плоскостям А, при атом для снижения усилия резания и получения требуемых технологических радиусов на разделенных частях в процессе прокатки совмещенного профиля в плоскости будущего разделения3 7Л предпочтительно подготовить ослабленное сечение с необходимыми закру 1 лениями одним из известных способов, Длинаконтакта полосы с горизонтальными валками (см, фиг. 2 и 3) состоит из участка резания 1-11, промежуточного участкаПИ и участка обжатия полосы вертикальцыми валками 1 ЛУ, Указанная длинаконтакте значительно превышает длинуконтакта металла с вертикальными валками 4 (фиг, 2 и 3, участок ШУ),."-Пжйюьку диаметры горизонтальных валков обычно в 1,3-2 раза превышают диаметры вертикальных валков, а величинасдвига частей совмещенного профилязначительно больше обжатия по плоскостиЗразделения. Поэтому первоначально происходит разделение совмещенного профиля горизонтальными валками (см. фиг.2 и 3, участок 1-11), а после продвиже-ния разделенных частей через промежуточный участок 11-Ш последние вступаютво взаимодействие с вертикальными валками (участок ШУ), В результате происходит деформация плоскостей разделе"ния между торцовыми поверхностями гори" " зонтальных" валков в зоне разделения ивертикальными валками, Требуемое коли. чество обработки плоскостей разделениядостигается путем назначения радиальной величины обжатия плоскостей А, длячего ширина разделенных частей профиляС должна быть больше расстояния междуторцовыми поверхностями В горизонтальных валков в зоне разделения и вертикальными валками на величину обжатия(1,5 - 4,0 мм).Описанный способ разделения совмещенных профилей с одновременной деформацией плоскостей разделения можетбыть осуществлен как в холодном, так"й" в горячем состоянии в четырехвалковом калибре с соосным расположениемосей горизонтальных и вертикальных .валков или в калибре с разнесеннымиодин относительно другого осями горизонтальных и вертикальных валков. Приэтом четырехвалковые калибры с сооснымрасположением горизонтальных и вертикалных"валков предпочтительно использовать" прйотношении диаметров последних, равном 1,5 - 2,0 и более а калибры с - " разнесенными осями - при отношении1,5 - 1,3 и менее.В качестве конкретного примера осуществления предлагаемого способа выб" -рана технология разделения в четйрехвалковом калибре в холодном состоянии20 Ь - 7,5 2 сдвига одной час ризонтальными в ина контакта вертик елейными частями сгде ЛО м - величина ти профиля гоалками.альных валковдвоенного прос раэ5филябг=П 4,2 мм, енного профиолное разделение сд изонтальными валк Р стке длиной Рс/22,6еличи м от оси вал сдвига одной части профиля ого разделения. П участке длиной 22 азделенные части тся по вертикали д га и лишь на учас осле полдвига на8,4 ммеремещаю олно 14,2 осл но во ру относи р// льно др 5567 фпрофиля для направляющих лифтов, прок-" тайного в совмещенном виде, например, на стане 550. Сдвоенный лифтовой профиль после прокатки на стане и охлаждения на холодильнике имеет следующие ос новные размеры сечения: Общая ширина 2 х 64 - 128 мм Высота фланцев 90 мм Толщина стенки 10 мм Толщина головки 20 мм Для разделения сдвоенных профилей с учетом последующей правки универсальная клеть с четырехвалковым калибром установлена на отводящем рольганге холодильника непосредственно перед сортоправильной машиной, Размеры рабочих валков универсальной клети: катающие диаметры горизонтальных валков гоД+ 380- 410 мм; длинаГ 2 бочки 119 мм; катающие диаметры вертикальных валков 200 мм, длина бочки 160 мм, Оси горизонтальных и вертикаль. г 5 ных валков, образующих четырехвалковый . калибр, расположены в одной плоскости. Сдвоенный профиль, охлажденный до темо пературы 100 - 250 С, поступает к универсальной клети, в которой производят 30 его разделение путем сдвига частей профиля относительно друг друга и обжатие плоскостей, по которым производится сдвиг. Величина сдвига частей профиля 1 0 мм. Длина контакта горизонтальных валков 35 с металлом составляет РДг = 05 Дг Л = 0,5.470,7,5: :39,2 мм,.назначается в пределах 0,5 - 4,0 мм в зависимости от требуемого качества обработки плоскостей разделения и может легко регулироваться соответствующей настройкой вертикальных валков. формула изобретения10 Способ разделения совмещенных пюфилей проката путем сдвига частей профиля относительно друг друга, о т л и ч а ю щ и й с я тем, что, с целью по- И лучения качественной поверхности вплоскости разделения и снижения затрат при обработке разделенных профилей, сдвиг и разделение частей совмещен-, ного профиля осуществляют в четырех валковом калибре с одновременной деформацией плоскостей разделения между торцовыми поверхностями горизонтальных валков в зоне разделения и вертикальными валками.25 14,2 мм от оси валков наступает двухстороннее взаимодействие на металл горизонтальных и вертикальных валков, благодаря чему осуществляется деформация плоскости разделения. Следовательно, при. данном соотношении диаметров горизонтальных И вертикальных валков, принятых величинах обжатия металла и перекрытии горизонтальных валков в процессе сдвига обеспечивается разделение во времени процессов полного сдвига частей сдвоенного профиля и деформации плоскостей разделения, что исключает вероятность "нажатия" частей сдвоенного профиля друг на друга в поперечном направлении и искажения полученной при прокатке на стане конфигурации профиля, При иных значениях, указанных выше параметров процесса разделения во времени, процесс полного сдвига частей совмещенного профиля и деформации плоскостей разделения может быть достигнут, например, путем разнесения друг относительно друга плоскостей, в4 которых лежат оси горизонтальных и вертикальных валков.Величина обжатия отдельных частей сдвоенного профиля между торцовыми поверхностями горизонтальных валков и вертикальными валками, равная в данном ЗО случае 128 -В - 128 - 60 - 4 мм,2 2 Источники информации,принятые во внимание при экспертизе1. Королев А. А, Механическое обо.рудование прокатных цехов черной ицветной металлургии. М. Металлургия"1976, с. 252 - 255,745567 Закаэ 3854/6 Тираж 986 П ЦНИИПИ Государственного комитет по делам иэобретений и открыти 113035, Москва, Ж, Раушская наб
СмотретьЗаявка
2612640, 10.05.1978
ДОНЕЦКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЧЕРНОЙ МЕТАЛЛУРГИИ
ШЕВЧЕНКО ЮРИЙ ТИМОФЕЕВИЧ, ПИСАРЕНКО ФЕДОР АЛЕКСЕЕВИЧ, ЛИТВИНЕНКО АЛЕКСАНДР ЮРЬЕВИЧ, ВАЩЕНКО КОНСТАНТИН АЛЕКСАНДРОВИЧ, ЯКОВЧЕНКО АЛЕКСАНДР ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B21B 1/00
Метки: профилей, разделения, совмещенных
Опубликовано: 05.07.1980
Код ссылки
<a href="https://patents.su/4-745567-sposob-razdeleniya-sovmeshhennykh-profilejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ разделения совмещенных профилей</a>
Ползун для принудительного форми-рования горизонтального шва навертикальной плоскости

Номер патента: 814633
Опубликовано: 23.03.1981
Авторы: Герман, Иванов, Кульбицкий, Пащин, Сапрыкин
МПК: B23K 37/06
Метки: горизонтального, навертикальной, плоскости, ползун, принудительного, форми-рования, шва
...из зоны сварки через пазы в верхней, охлаждаемой части ползуна.Хорошее формирование шва достигается за счет придания вышеуказанной геометрической формы продольной канавке по всей ее длине,На фиг, 1 изображен ползун, общий вид; на фиг. 2 - сечение А-Ана фиг. 1; на фиг. 3 - сечение Б-Бна фиг. 1,Процесс сварки происходит повнутренней части ползуна. Полэун двиЬется вместе с ходовой частью аппарата слева направо. Под действием гидростатической силы жидкого металла,стремящегося заполнить разделку свариваемых листов, расплавленный шлаквыдавливается вверх и скапливаетсяв полости, образованной поверхностьюверхней части продольной канавкиползуна и поверхностью жидкого металла. При этом в верхней части ползуна имеются пазы, отводящие...
Прокатная клеть с перекосом валков в горизонтальной плоскости

Номер патента: 1400678
Опубликовано: 07.06.1988
Авторы: Ашихмин, Капнин, Хлопонин, Чиченев
МПК: B21B 37/28
Метки: валков, горизонтальной, клеть, перекосом, плоскости, прокатная
...необходимости перекоса одного из валков, например верхнего опорного 40 валка 6 в горизонтальной плоскости (фиг.З), откручивают на одинаковую величину первую пару нажимных винтов 14, расположенных диагонально. После этого закручивают на ту же величину вторую пару нажимных винтов 14, которые упираются в сухари 11. Поскольку сухари 11 охватывают неподвижнуюстойку 1 станины, закручивание второй пары винтов 14 приводит к повороту кассеты 2 до упора сухарей 11 в первую пару винтов 14 по или против часовой стрелки в зависимости от того, какие пары винтов откручиваются и закручиваются. Возможность поворота кассеты 2 обеспечивается тем, что сухари и кассета контактируют друг с другом по двум эквидистантным цилиндрическим поверхностям 12 и 13,...
Устройство для перемещения в клети комплекта прокатных валков в горизонтальной плоскости

Номер патента: 1440572
Опубликовано: 30.11.1988
Авторы: Браун, Петров, Федоров, Фишер, Шадрин
МПК: B21B 31/02
Метки: валков, горизонтальной, клети, комплекта, перемещения, плоскости, прокатных
...приводов 6, на стойках станины с обеих сторон клети производится одновременно компенсация износа боковых поверхностей подушек 1 и установка оси валков перпендикулярно направлению проката.При прокатке в соответствии с требованиями к профилю проката устанавливается необходимое симметричное взаимное перекрещивание валков в горизонтальной плоскости с помощью приводов 9 клиновых ползунов. При этом, если клиновые ползуны 7 с правой стороны станины перемещаются, например, вверх, то клиновые ползуны 7 с левой стороны станины перемещаются вниз. А так как угол я клиновых планок 5 и ползунов 7 одинаков, то верхняя подушка 1 перемещается вправо, а нижняя подушка 1 перемещается влево на одну и ту же величину. На другой стороне клети одновременно...
Способ охлаждения и смазки нерабочей части прокатных валков

Номер патента: 1282930
Опубликовано: 15.01.1987
Авторы: Дылюк, Килиевич, Надрега, Ратниченко, Сосковец, Сосулин, Токарев
МПК: B21B 27/06
Метки: валков, нерабочей, охлаждения, прокатных, смазки, части
...существующем охлаждении по длине шейки вызывается теплом, поступающим от бочки валка, и неодинаковыми условиями тренияиз-за раздельной подачи охладителя и смазки в одной или двух точках по длине шейки,Температурный перепад в зоне переходашейки в бочку валка вызывается отсутствием охлаждения на торцовом участке бочкивалка.Изменение условий прокатки в сторонуснижения величины обжатий, темпа прокатки, тем пературы конца прокатки невыгоднос точки зрения производительности и качества проката. Предпочтительно изменитьусловия охлаждения и смазки.Пример. С целью уменьшения температуры шеек и стабилизации ее на постоянномуровне при переменных условиях прокаткииспытан предлагаемый способ на слябинге 1150.В зависимости от температуры валка...
Способ продольного разделения совмещенных профилей

Номер патента: 766678
Опубликовано: 30.09.1980
Авторы: Ващенко, Литвиненко, Писаренко, Шевченко, Яковченко
МПК: B21B 1/02
Метки: продольного, профилей, разделения, совмещенных
...пример выполнения описываемого способа при прокатке несимметричного В общем случае в металле (фиг.1-6) с помощью кольцевых гребней наносят канавку, например верхним валком 1, образуя свободные поверхности Г ив нижнем валке 2 против кольцевого разрезного гребня выполняют углубления таким образом, чтобы обеспечить вынос ослабленного сечения за, пределы стенки профиля. В результате со стороны нижнего валка на стенке профиля образуется выступ. При дальнейшей прокатке совмещенных профилей происходит одновременная деформация всех элементов профиля, что приводит к смыканию поверхностей Г и Г эа счет свободного уширения металла. В результате получают ослабленное сечение в зоне будущего разделения, причем перемычка толщиной , которая...
Предыдущий патент: Машина для мойки изделий
Следующий патент: Задний стол непрерывного трубопрокатного стана
Случайный патент: Фильтр для очистки аэрозолей