Способ слежения за стыком с использованием электромагнитного датчика
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
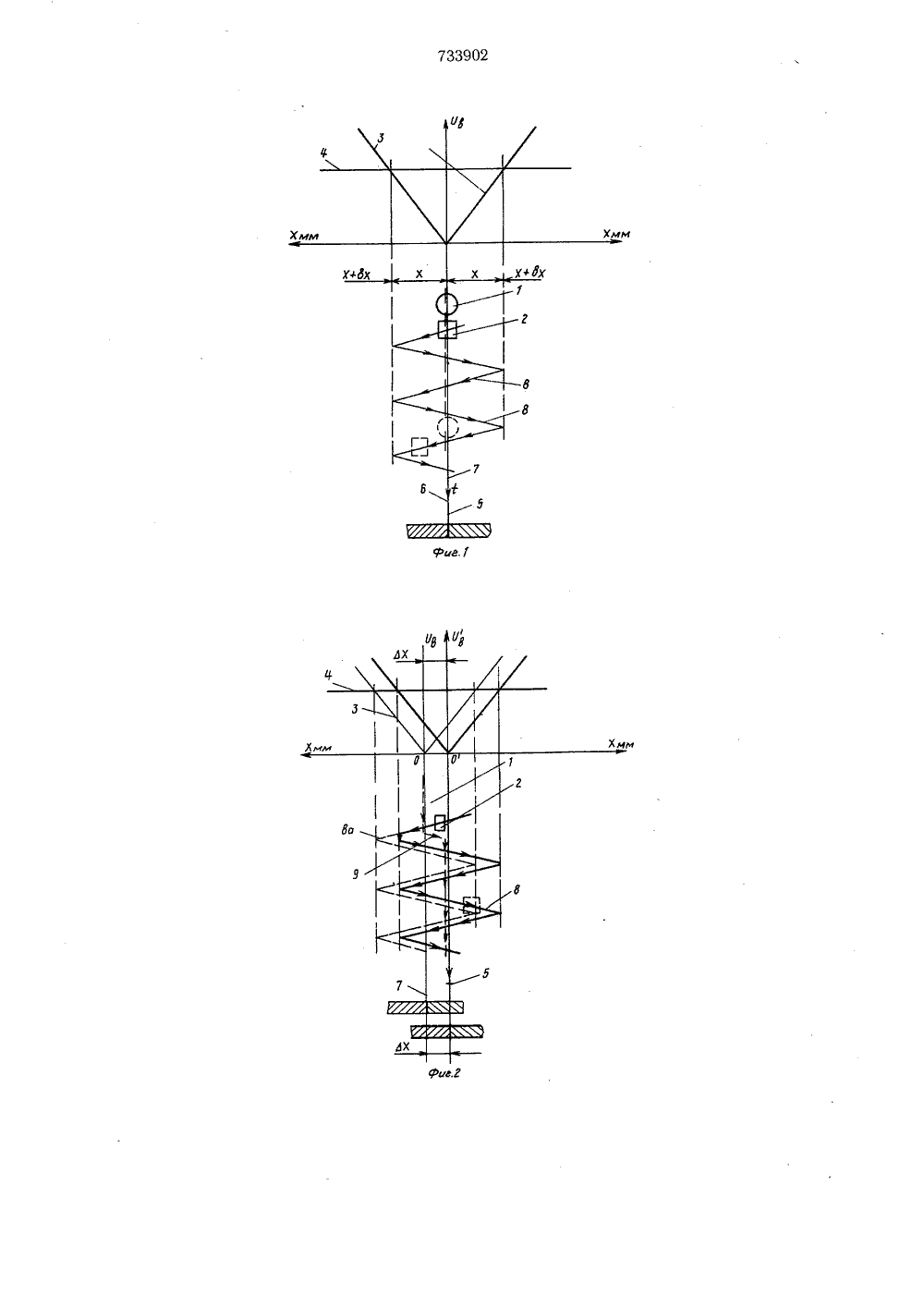
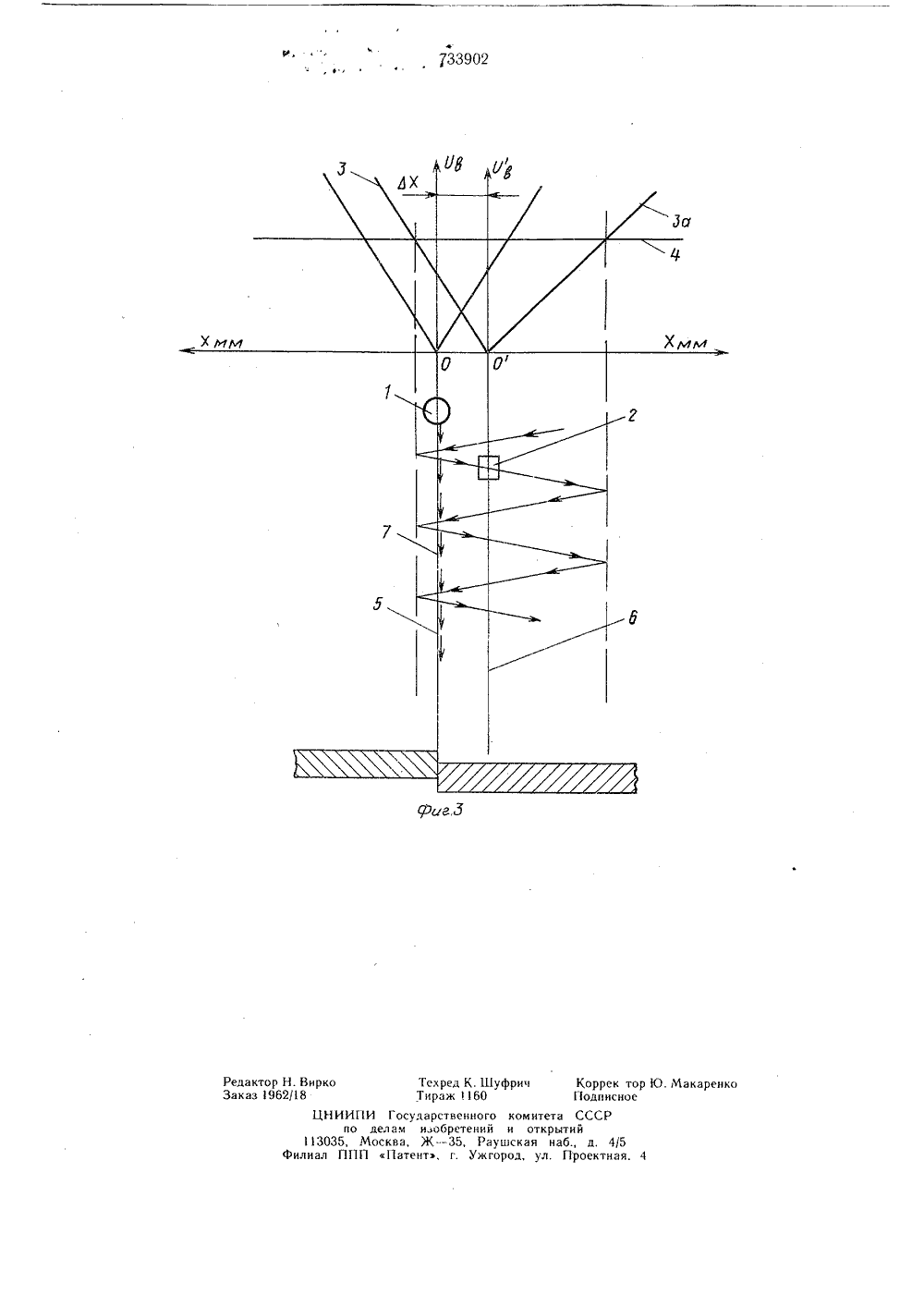
1 П И с.- 33902Союз Советских1СоциалистическихРеспублик и, 1 Д ИЗОБРЕТЕН ИяК АВТОРСКОМУ СВИДЕТЕЛЬСТВУпо делам изобретений и открытий(72) Авторы изобретения В. К. Лебедев, Г. Л. Атаманчук и Ю. А. Паченцев Ордена Ленина и ордена Трудового Красного Знамени институт электросварки им. Е. О. Патона(54) СПОСОБ СЛЕЖЕНИЯ ЗА СТЫКОМ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОМАГНИТНОГО ДАТЧИКАИзобретение относится к области машиностроения.Известен способ ) автоматического слежения за стыком с использованием электромагнитных датчиков, при котором выходной сигнал датчика, возникающей при смещении его в сторону от стыка на величину, превышающую половину зоны нечувствительности реального исполнительного механизма, используют для управления приводом поперечного перемещения рабочего инструмента. Для реализации способа используются системы, состоящие из: электромагнитного датчика, жестко связанного с рабочим инструментом (электродом) и,расположенного на неизменной высоте над контролируемым материалом, блоков выделения и усиления сигналов электромагнитного датчика, привода поперечного перемещения рабочего инструмента (электрода) с электромагнитным датчиком.Недостаток известного способа заключается в том, что величина сигнала датчика зависит от величины датчика, от расстояния датчика до изделия, от свойств контролируемого материала, смещения кромок стыка ит.д. Однако с уменьшением габаритов датчика и увеличением расстояния от свариваемого металла уменьшается ео чувствительность, что, в свою очередь, требует повышения коэффициента усиления системы, а следовательно, ведет к уменьшению по помехозащищенности.Кроме того, на точности слежения сказывается превышение стыкуемых кромок.Цель изобретения заключается в повышении чувствительности датчика с одно временным увеличением помехозаищенностисистемы, а также повышение точности слежения за счет устранения погрешности сиг.нала превышения кромок. Поставленная цель достигается тем, что датчику задают поперечные колебания с амплитудой, не превышающей зону нечувствительности реального исполнительного механизма. Для исключения влияния превышения кромок на точность слежения ось колебаний электромагнитного датчика смещают относительно оси рабочего инструмента на величину, соответствующую изменению выходного сигнала, возникающего в результате смещения кромок.Фиг.1 поясняет принцип выбора амплитуды колебательных движений электромагнитного датчика относительно оси рабочего ин- струмента; фиг. 2 поясняется принцип осуществления совмещения оси рабочего инструмента с осью стыка. Принцип устранения влияния превышения кро мок стыка поясняется фиг. 3.Способ автоматического слежения за сты" ком осуществляют, используя автоматические сварочные головки, имеющие привод поперечных перемещений, на суппорте которого закреплены рабочий инструмент 1 и корпус привода колебаний электромагнитного датчика. На подвижной части последнего крепится электромагнитнй датчик.2, при этом ось рабочего инструмента и ось колебаний датчика совмещены. При срабатывании реального исполнительного элемента системы преобразования сигналов электромагнитного датчика суппорт привода поперечных перемещений с закрепленными на нем приводом колебаний электромагнитного датчика, электромагнитным датчиком и рабочим инструментом изменяется свое положение относительно оси стыка. Амплитудные значения 1.1 выходного сигнала электромагнитного датчика при смешении его относительно оси стыка, представлены линией 3. Величина зоны нечувствительности реального исполнительного элемента определяется расстоянием линии 4 от оси Х - Х. Ось 5 стыка соответствует нулевому уровню выходного сигнала электромагнитного датчика, в случае совмещения оси стыка с осью 6 симметрии (дифференциального) электромагнитного датчика, т. е. с осью 7 рабочего инструмента (см. фиг. 1). При изменении расстояния Электромагнитного датчика 2 относительно оси 5 стыка на величину 6 /мм/ в состоянии реального исполнительного элемента изменения не происходит. Однако при изменении расстоянии электромагнитного датчика 2 на величину Х+6 х амплитудное значение выходного сигнала дости гает величины срабатывания реального исполнительного механизма, и привод поперечных перемещений рабочего инструмента вводится в рабочее состояние для ликвидации возмущения.Линия 8 (см. фиг, 1) показывает перемещение (колебания) электромагнитного датчика 2 относительно оси 7 рабочего инструмента 1, совмещенной с осью стыка 5, которое выбирают по величине амплитудных значений равным или меньше величины 2 х.При изменении положения осистыка 5 на величину Ьх (см. фиг. 2) относительно оси 7 рабочего инструмента 1, совмещенной с осью колебаний датчика 6, в процессе автоматического слежения за стыком линия 8 показывает перемещение датчика, а линия За - условную траекторию перемещения датчика при отсутствии корректировки по ложения рабочего инструмента. Путь рабочего инструмента представлен линией 9. Построение выполнено при допущении равенства скорости суппорта привода поперечныхперемещений рабочего инструмента и скорости, за исключением экстремальных точек подвижной части привода колебанийэлектромагнитного датчика с закрепленнымэлектромагнитным датчиком.Известно, что при возникновении превыше.щения кромок стыка происходит перекос амплитудных значений 3 выходного сигналаэлектромагнитного датчика 2 (см. фиг. 3),который оказывает на перемещение рабочего инструмента такое же влияние, как иуход стыка, Новые значения амплитудных(У) сигналов датчика показаны линией За.Для исключения влияния превышения кромок на точность слежения по стыку 5 ось колебаний датчика 6 сдвигают относительнооси рабочего инструмента 7 на величину,соответствующую изменению выходного сигнала, возникающего в результате смещениякромок.Создание систем регулирования, реализующих предлагаемый способ, позволит повысить точность слежения при использован нии любых известных электромагнитных датчиков с достаточным удалением их от стыка, определяемым технологическими требованиям, При этом требования к чувствительности реального исполнительного механизмамогут быть значительно снижены,Щ Формула изобретения зю 4 О 4 э зо 55 1.Способ слежения за стыком с использованием электромагнитного датчика, при котором выходной сигнал датчика, возникающий при смещении его в сторону от стыка на величину, превышающую половину нечувствительности реального исполнительного механизма, используют для управления приводом поперечного перемещения рабочего инструмента, отличающийся тем, что, с целью повышения чувствительности датчика с одновременным увеличением помехозащищенности системы регулирования, датчику задают поперечные колебания с амплитудой, не превышающей зону нечувствительности реального исполнительного механизма.2, Способ по п. 1, отличающийся тем, что с целью устранения влияния превышения кромок, ось колебаний электромагнитного датчика смещают относительно оси рабочего инструмента на величину, соответствующую изменению выходного сигнала, возникающего в результате смещения кромок.Источники информации,принятые во внимание при экспертизе 1. Львов Н. С. Автоматизация контроля и регулирования сварочных процессов. М., 1973, с. 72 - 76.33902ХимМакаренкоедактор Н. Вирко Техред К. Шуфрич Коррек тор Ю аказ 1962/ 8 Тираж 1160 Подписное ЦНИИПИ Государственного комитета СССР по делам иобретений и открытий 113035, Москва, Ж 35, Раушская наб., д. 4/5 Филиал ППП Патенть, г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
2325618, 24.02.1976
ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТ ЭЛЕКТРОСВАРКИ ИМ. Е. О. ПАТОНА АН УКРАИНСКОЙ ССР
ЛЕБЕДЕВ ВЛАДИМИР КОНСТАНТИНОВИЧ, АТАМАНЧУК ГЕОРГИЙ ЛЕОНТЬЕВИЧ, ПАЧЕНЦЕВ ЮРИЙ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B23K 9/10
Метки: датчика, использованием, слежения, стыком, электромагнитного
Опубликовано: 15.05.1980
Код ссылки
<a href="https://patents.su/4-733902-sposob-slezheniya-za-stykom-s-ispolzovaniem-ehlektromagnitnogo-datchika.html" target="_blank" rel="follow" title="База патентов СССР">Способ слежения за стыком с использованием электромагнитного датчика</a>
Способ настройки рабочего хода инструмента зубофрезерного станка, работающего по методу обкатки

Номер патента: 891275
Опубликовано: 23.12.1981
Авторы: Кишко, Лившиц, Лилейка, Черников, Шлейфман, Шляхецкий
МПК: B23F 5/22
Метки: зубофрезерного, инструмента, методу, настройки, обкатки, работающего, рабочего, станка, хода
...числа реек ин. струмента на число зубьев нарезаемого колеса, а конец рабочего хода устанавливают, когда количество контактов зубьев фрезы и заготовки за один оборот заготовки будет меньше произведения числа реек инструмента на число зубьев обрабатываемого колеса.Таким образом, эа исходное . положение каретки принимают такое ее положение, при котором фреза нанесет риски на каждой впаине будущего зубчатого колеса. Такое условие позволяет при использовании предлагаемого способа в автоматических системах избежать обработку неправильно установлешой заготовки, например, в случае перекоса торца заготовки Относительно оси центров.Выход инструмента фиксируется в момент, когда число импульсных контактов инструмента и заготовки за один оборот...
Способ корректирующей обработки рабочей поверхности инструмента для изготовления оптической детали

Номер патента: 1057257
Опубликовано: 30.11.1983
Авторы: Горшков, Гузман, Лозбенев, Савельев, Фомин
МПК: B24B 37/00
Метки: детали, инструмента, корректирующей, оптической, поверхности, рабочей
...полосе. На фиг. 1 показана интерферограмма сферического зеркала из стекла марки К 8, диаметром 500 мм, имеющего радиус сферы 1000 мм; на фиг. 2 - конфигурация рабочей поверхности инструмента, соответствующая интерферограмме на фиг. 1 (рабочая часть поверхности заштрихована); на фиг.3 - интерферограмма, полученная после 5 10 15 20 25 ЗО 35 40 45 50 обработки детали инструментом, конфигурация рабочей поверхности которого приведена на фиг. 2.Предлагаемый способ предусматривает поэтапйую обработку детали с контролем ее поверхности после каждого этапа обработки и последующую доработку поверхности инструмента. Так как рабочая поверхность инструмента состоит из полировочной смолы, та ее доработка может производиться одним из известных...
Устройство для контроля положения рабочей поверхности инструмента на станке с числовым программным управлением

Номер патента: 1242342
Опубликовано: 07.07.1986
Авторы: Никитин, Федоринчик, Якимахо
МПК: B24B 49/00
Метки: инструмента, поверхности, положения, программным, рабочей, станке, управлением, числовым
...плоскости или образующей обрабатываемой поверхности заготовки, с возможностью контактирования измерительного стержня 3 с обрабатываемой поверхностью заготовки 8 при выходе ее из зоны обработки.Измерительный стержень 3 Расположен в отверстии держателя 4 с посадкой, например, переходной, обеспечивающей фрикционное соединение изме"рительного стержня 3 с держателем 4,неподвижное при вспомогательных перемещениях держателя 4 с инструментом5 и подвижное под действием на контактную поверхность измерительногостержня 3 поверхности заготовки 8при обработке.1 О Устройство работает следующим образом,В исходном положении инструмент5 отведен в позицию загрузки заготовки 8. Преобразователь 7 датчика 215 вырабатывает сигнал,...
Способ соединения рабочей части инструмента с внутренними каналами с хвостовиком

Номер патента: 642091
Опубликовано: 15.01.1979
Автор: Коноплев
МПК: B23B 51/06
Метки: внутренними, инструмента, каналами, рабочей, соединения, хвостовиком, части
...расположе в каналов рабочей части.На фиг. 1 показана последовательность операций, производимых при осуществлении предлагаемого способа; на фиг. 2 - сечение А - А на фиг. 1.На дно выточки, сделанной в торце хвостовика 1, устанавливают деталь-прокладку 2. в которой выполнены отверстия, число н размеры которых соответствуют числу и размерам каналов в перьях рабочей части инструмента, Прокладка может быть любой формы, На эту деталь устанавливают рабочую часть сверла 3 с готовыми стружечными канавками с внутренними каналами в перьях и пространство заливают наполнителем 4,Если обработку центрального канала в хвостовике выполняют после охлаждения на. полнителя, то прокладку ставят иЗ хрупкого материала, например из чугуна, чтобы при сверлении...
Устройство управления рабочей электромагнитной муфтой

Номер патента: 855278
Опубликовано: 15.08.1981
Автор: Киляков
МПК: F16D 27/00
Метки: муфтой, рабочей, электромагнитной
...с валом дизеля (на чертежепоказан только контакт РС). Переключатель П имеет три положения, т,е, исходное 0 рабочее 1 и возвратное 2, Цифрау обозначения контакта переключателя показывает положение переключателя, прикотором данный контакт замкнут. 20Выдержку реле времени РВ выбираютравной времени торможения инерционныхмасс рабочего органа машины, движущихся в возвратном направлении, а реле скорости РС - из условия, чтобы его контакт был замкнут при достаточно большихоборотах дизеля, при которых генератор обеспечи ает достаточное напряжениепитания ОГГ 1 ерци шяя обмотка трансформатора 1 зоподключена к выходу генератора. Выходвыпрямителя ВН через контакты П, РС, РВн обмотку реле тока РТ подключен к рабочей муфте РМ, я через...
Предыдущий патент: Устройство для дуговой наплавки
Следующий патент: Механизм для подачи сварочной проволоки
Случайный патент: Стенд для испытания изделий на трехкомпонентную вибрацию