Система управления правильным агрегатом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 733775
Автор: Манило



Текст
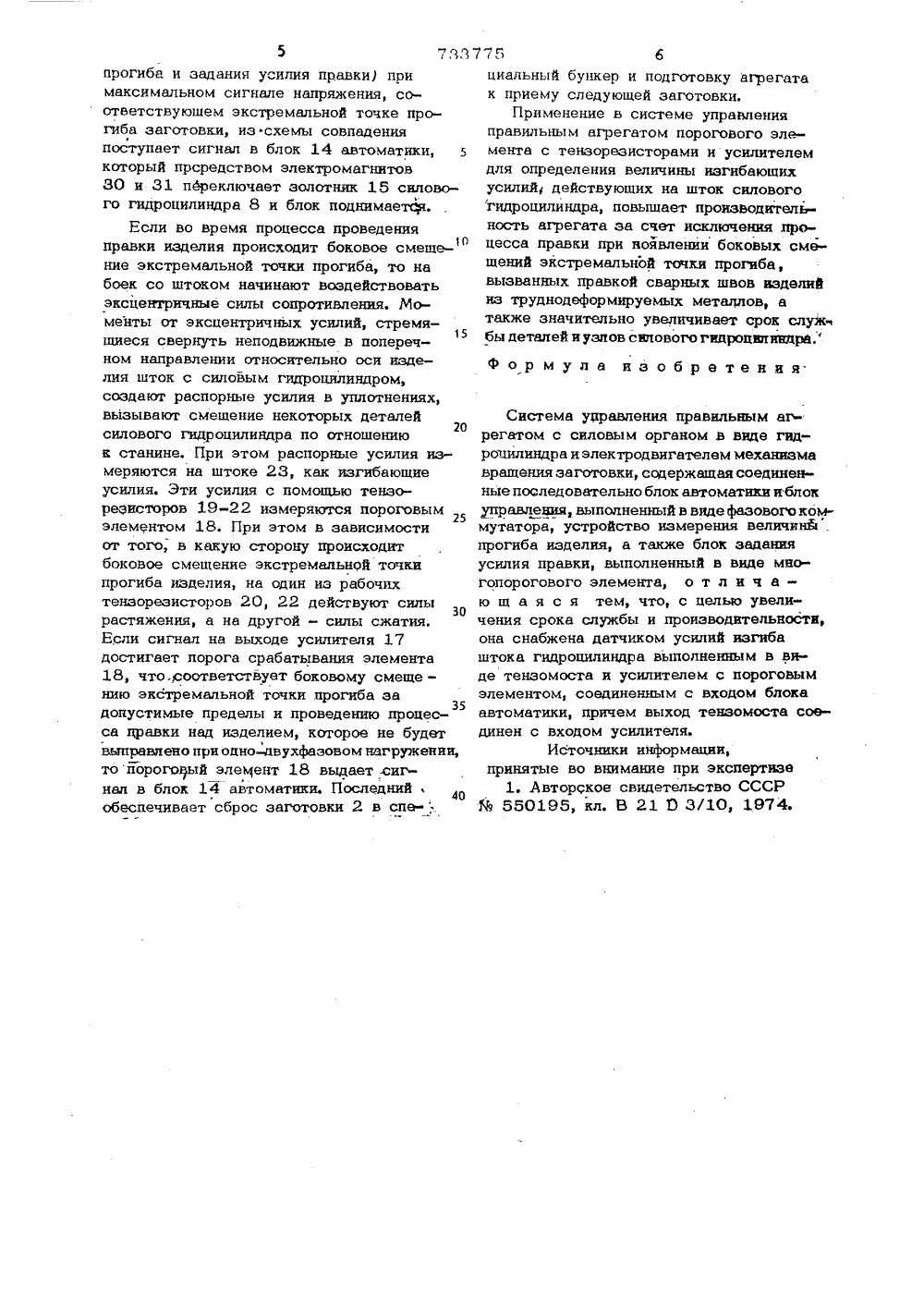
(23) Приоритет СССР по делам нзобретеннй н открытнй(54) СИСТЕМА УПРАВЛЕНИЯ ПРАВИЛЬНЫМ АГРЕГАТОМ Изобретение относится к области обработки металлов давлением, в частности к конструкции прессов.Известна система управления правильным агрегатом с силовым органом в виде гидроцилиндра и электродвигателем механизма вращения заготовки, содержачшая блок автоматики и блок управления, выполненный в виде фазового коммутатора, устройство измерения величины прогибао изделия, а также блок задания усилия правки, выполненный в виде многопоро- . гового элемента 11.Недостатком этой системы является быстрый износ деталей и узлов силового5 гидропилиндра и низкая производительность агрегата при правке сварныхптвов изделий нз труднодеформируемых в холодном состоянии металлов, так как эта система не исключает правки тех изделий, у которых при правке происходит боковое смешение экстремальной точки прогиба и которые не исправляются в процессе правктт при одно-двухразовом нагружении, чтО сни 2жает производительность агрегата. Бистрый износ узлов силового гидроцилиндра происходит из-за действия на боек со штоком эксцентричных сил сопротивления и появлении при этом значительных боковых напряжений изгиба, которые вызывают смещение отдельных узлов силового гидроцилиндра правки.С целью увеличения срока службы узлов силового гидроцилиндра и повьпцения производительности агретата предлагаемая система управления снабжена датчиком усилий изгиба штока силового гидроцилиндра, выполненным в виде тензомоста и усилителем с пороговым элементом, соединенным с входом блока автоматики, причем выход тензомоста соединен с входом усилителя.На чертеже приведена функциональная схема предлагаемой системы управления.Электродвигатель 1 механизма вращения заготовки 2, электрически связан с блоком управления электродвигателем, выполненным в виде фазового коммута3 7337 торг: устройством для измерения величины прогиба заготовки, содержащим преобразователь 4 сигнала и датчик 5 перемещения, который посредством щупа 6, подведенного к заготовке воспринимает ее биение, а также блоком задания величины усилия правки, Последний содержит датчик 7 давления в рабочей полости силового гидроцилиндра 8 правки, подключенный к входу преобразователя 9 сигнала, многопороговый логический элемент 10, задатчик 11 давления, схему 12 совпадения, которая логически связана с блоком 13 промежуточной памяти и через задатчик 11 давления с 1 Б многопороговым логическим элементом 10, Элемент 10 при вращении заготовки 2 измеряет величину прогиба и задает величину усилия правки (заносит значение экстремума напряжения, пропорцио- уо нальное максимальной амплитуде проги. ба изделия, в блок 13 промежуточной памяти. При проведении процесса правки заготовки измеряет величину давления жидкости в гидроцилиндре 8, к штоку ко торого прикреплен боек, Система также содержит электронно-релейный блок 14 автоматижц золотник 15 силового гидроцилиндра 8, редуктор 16 механизма вращения заготовки. На один иэ входов зО блока автоматики 14 последовательно подключены усилитель 17 тензомоста и пороговый элемент 18, при этом,на вход усилителя 17 подключен датчик выполненный в виде уравновешенного и з 5 моста, образованного из тензорезисторов 19-22,смонтированных (чаклеенных) на боковой поверхности штока 23 (по его периметру) под углом 90 один относительно другого. Теизореэисторы 20 4 О . Й 22,расположенные диаметрально по обе стороны от оси изделия, являются рабочими, а перпендикулярно им расположенные тензорезисторы 19, 21 - компенсационными. 1 ензорезисторы соединены 45 с усилителем 17 гибким кабелем через промежуточный разъем, установленныйна корпусе силового цилиндра..Заготовка, подлежащая правке, закЯ 3 репляется в качающихся центрах 24 и 25. Коммутация цепей, соединяющих блоки системы управления,осуществляетсяпереклю"тающими контактами 26-29.,Золотник 15 гидроцилиндра управляется двумя электромагнитами 30 и 31, подключенными на выход блока автоматики14.Система работает следующим образов. 75 4Заготовка 2, закрепленная в качающихся центрах 24 и 25, приводится во вращение электродвигателем 1 посредством редуктора 16. Величина биения заготовки посредством щупа 6 измеряе=ся датчиком 5 перемещения и преобразуется преобразователем 4 в напряжение, которое подается на вход фазового коммутатора 3.Когда сигнал напряжения, пропорциональный амплитуде прогиба заготовки,достигает экстремума, фазовый коммутатор срабатывает и через блок 14 автоматики подключает вход многопорогового логического элемента 10 контактами 26 к выходу преобразователя 4 и контактами 27 логические выходы элемента 10 к входу блока промежуточной памяти.На втором обороте вращения заготовки напряжение измеряется многопороговым логическим элементом 10 и значение экстремума нвлряжения фиксируется в блоке промежуточной памяти.Кактолько сигнал на выходе преобразователя 4 достигает экстремуме, снова срабатывает фазовый коммутатор 3 и через блок 14 автоматики отключает электродвигатель 1, в результате чего заготовка 2 фиксируется экстремальной точкой прогиба непосредственно под бойком силового гидроцилиндра 8 правки, приводит в исходное (нулевое) состояние многопороговый логический элемент 10 и контактами 28 подключает его вход к преобразователю 9 сигнала, а. контактами 29 подключает его логические аыходьг на вход задатчика 11 давления, подключает схему 12 совпадения к 13 блоку промежуточной памяти и задатчику давления, посредством электромагнитов 30 и 31 включает золотник 15 силового гицроцилиндра 8, который своим бойком давит йа заготовку, устраняя ее изгиб (биение). Величина давлещи жидкости в рабочей полости силового гидроцилнндра измеряется датчиком 7 и преобразуется преобразователем 9 сигнала в напряжение, которое подается нв вход многопорогового логического элемента 10. Как только напряжение на входе элемента 10 достигнет порога срабатывания каскаде, лолщески связанного через звдатчик 11 давления и.схему 12 совпадения с тем каскадом блока 13 промежуточной памяти, который сработал от многопорогового логического элемента (при включении элемента 10 для измерения величиныпрогиба и задания усилия правки 1 при максимальном сигнале напряжения соответствующем экстремальной точке прогиба заготовки, иэ схемы совпадения поступает сигнал в блок 14 автоматики, 5 который прсредством электромагнитов 30 и 31 переключает золотник 15 силового гидроцилиндра 8 и блок поднимается.Если во время процесса проведения правки изделия происходит боковое смеше 1 о ние экстремальной точки прогиба, то на боек со штоком начинают воздействовать эксцентричные силы сопротивления, Моменты от эксцентричных усилий, стремя 15 щиеся свернуть неподвижные в поперечном направлении относительно оси изделия шток с силовым гидроцилиндром, создают распорные усилия в уплотнениях, вызывают смещение некоторых деталейго силового гидроцилиндра по отношению к станине. При этом распорные усилия измеряются на штоке 23, как изгибающие усилия. Эти усилия с помощью тензорезисторов 19-22 измеряются пороговым 25 элементом 18. При этом в зависимости от того, в какую сторону происходит боковое смещение экстремальной точки прогиба иэделия, на один из рабочих тензорезисторов 20, 22 действуют силы растяжения, а на другой - силы сжатия, Если сигнал на выходе усилителя 17 достигает порога срабатывания элемента 18, чтосоответствует боковому смеще - нию экстремальной точки прогиба эа35 допустимые пределы и проведению процесса правки над иэделием, которое не будет выправлено при одно-двухфазовом нагружении, то йороговый элемент 18 выдает .сигнал в блок 14 автоматики, Последний4 обеспечивает сброс заготовки 2 в спе-. 775 6циальный бункер и подготовку агрегатак приему следующей заготовки,Применение в системе управленияправильным агрегатом порогового элемента с тензореэисторами и усилителемдля определения величины изгибающихусилий действующих на шток силовогогидроцилиндра, повьпцает производительность агрегата эа счет исключения процесса правки при появлении боковых смещений экстремальной точки прогиба,вызванных правкой сварных швов изделийиз труднодеформируемых металлов, атакже значительно увеличивает срок службы деталей и узлов силового гндроцвтинцрй,фор мула изобретения. Система управления правильным агрегатом с силовым органом в виде гидроцилиндра и электродвигателем механизмавращения заготовки, содержащая соединенные последовательно блок автоматики и блокуправления, выпопненный в виде фазового коммутатора, устройство измерения величинйпрогиба изделия, а также блок заданияусилия правки, выполненный в виде многопорогового элемента, о т л и ч ивю ш а я с я тем, что, с целью увеличения срока службы и производительности,она снабжена датчиком усилий изгибаштока гидроцилиндра выполненным в виде тензомоста и усилителем с пороговымэлементом, соединенным с входом блокаавтоматикипричем выход тензомоста соединен с входом усилителя.Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССРЬ 550195, кл. В 21 0 3/10, 1974.РедакЗаказ 1 Составитель В. Стоколоворгашева Техред Н, Ковалева Корректор М. Шарош12Тираж 986 ПодписиЦНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., дФилиал ППП Патент, г. Ужгород, ул. Проект
СмотретьЗаявка
2537062, 25.10.1977
КУРГАНСКОЕ ПРИБОРО-МЕХАНИЧЕСКОЕ ОБЪЕДИНЕНИЕ "КУРГАНПРИБОР"
МАНИЛО ИВАН ИВАНОВИЧ
МПК / Метки
МПК: B21D 3/10
Метки: агрегатом, правильным
Опубликовано: 15.05.1980
Код ссылки
<a href="https://patents.su/4-733775-sistema-upravleniya-pravilnym-agregatom.html" target="_blank" rel="follow" title="База патентов СССР">Система управления правильным агрегатом</a>
Устройство управления силовыми гидроцилиндрами шасси летательного аппарата

Номер патента: 467571
Опубликовано: 07.09.1987
Авторы: Кудров, Селиванова
МПК: B64C 25/22
Метки: аппарата, гидроцилиндрами, летательного, силовыми, шасси
...к авиационной технике и, в частности, к устройствам, предназначенным для управления силовыми гидроцилиндрами шасси,) летательного аппарата.Применяемые устройства для управления силовыми гидроцилиндрами шасси летательного аппарата, содержащие гидробак для рабочей жидкости, сое. диненный трубопроводами с насосами, обратными, аварийными клапанами и силовыми гидроцилиндрами, не обладают достаточной надежностью в работе.В предложенном устройстве полость 15 нагнетания каждого силового цилиндра соединяется через гидрозамок непосредственно с магистралью высокого давления основной гидросистемы и через обратный клапан - с магистралью 20 аварийной системы, а полость слива гидроцилиндров через аварийный клапан связывается с гидробаком...
Вращающийся силовой гидроцилиндр

Номер патента: 1740136
Опубликовано: 15.06.1992
Авторы: Агеев, Азаров, Алафузов, Малевич, Юричев
МПК: B23B 31/30
Метки: вращающийся, гидроцилиндр, силовой
...во втулке и смещенных по углу относительно каналов 40, соединены с радиальными каналами 33, выходящими в канавку 34. Упорное кольцо 13 установлено относительно торца втулки, на котором образованы карманы гидростатической опоры, с осевым зазором, необходимым для нормального функционирования последней. Величина зазора устанавливается при сборке коллектора, например, посредством промежуточного(компенсаторного) кольца, закрепленного между торцами корпуса 7 и крышки 8 Между карманами 38 и 39 во втулке выполнены сквозные дренажные каналы 42, соединяющие торцовую камеру 43 с выходной дренажной магистралью 44.Вращающийся силовой гиДроцилиндр работает следующим образом,При подаче масла от источника давления через подвод 21, канавки 24 и...
Устройство для диагностики технического состояния силовых гидроцилиндров

Номер патента: 385091
Опубликовано: 01.01.1973
МПК: F15B 19/00
Метки: гидроцилиндров, диагностики, силовых, состояния, технического
...поступают сигналы с датчиков давления, а ца индикаторный блок из блока деления и блока вычитания поступают сигналы,пропорциональные объемному к.п.д, диагностпруемых гидроцилпндров.Иа чертеже изображено предлагаемое устройство.Устройство длл определения технического состояния силовых гпдроццлиндров выполнено в виде датчиков 1 и 2 перемещения, датчиков Л и 4 давления, блоков преобразования 5 - 8, блоков 9 и 10 деления, блока 11 вычитания и индикаторного блока 12. Блок преобразования, блоки деления и блок вычитания объединяются в общий блок 3.При работе устройства сигналы б; с датчиков перемещения, пропорциональчые скорости перемещения штока х,1;, - р(х) с, - у(х,)и сигналы с датчиков давления Рьцпональные величинам прикладь0 извне к штокам...
Устройство для снятия грата и правки заготовки

Номер патента: 780960
Опубликовано: 23.11.1980
Авторы: Галибов, Зайцев, Филиппов
МПК: B23B 5/16
Метки: грата, заготовки, правки, снятия
...заготовки. На каретке имеется конечный выключатель. 10 и пружина 11, обеспечивающая возврат ползушки 8 в ис.ходное положение. Каретка перемещается от гидроцилиндра 12 с регулировочной гайкой 13, Заготовка одним концом зажата в, патроне 14, а ее свободный конец поджимается правильным блоком 2, перемещаемым от гидроцилиндра 15.,Устройство работает следующим образом.Сваренную встык заготовку 4. с горячим швом вставляют в патрон 14 и зажимают. Пат. рону 14 сообщают вращательное движение. Посредством гидроцилиндра 15 подводят правиль. ные ролики блока 2. Одновременно каретку 1 от гидроцилиндра 12 начинают перемещать на величину, определяемую настроикой гайки 13 до упора штока гидроцилиндра в гайку, При соприкосновении правильного ролика...
Силовой гидроцилиндр

Номер патента: 802662
Опубликовано: 07.02.1981
Автор: Подойницын
МПК: F15B 15/08
Метки: гидроцилиндр, силовой
...по малой оси эллипса установлены трубчатые упорные элементы, по обе стороны от которых помещен заполнитель в виде затвердевающей композитной смеси.На фиг. 1 представлен продольный разрез силового гидроцилиндра 1 на фиг. 2 - разрез А-А фиг, 1.Силовой гидроцилиндр содержит цилиндр 1 с крышками 2 и 3 в котором смонтирован поршень 4 эллиптического сечения со штоком 5 с образованием рабочих камер б и 7. В цилиндре 1 установлена тонкостенная, например стальная втулка 8, образующая зазоры 9. В зазоры между стенками втулки 8 и цилиндра 1 установлены трубчатые упорные элементы 10, по обе стороны от которых помещен заполнитель 11 в виде затвердевающей композитной смеси, например, на основе металлической стружки и,эпоксидной смолы или чугунной...
Предыдущий патент: Способ правки и калибровки кольцевых деталей
Следующий патент: Листогибочный пресс
Случайный патент: Правильно-растяжная машина для тонких листов и полос