Система управления профилегибочным агрегатом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 727248
Автор: Прудков
Текст
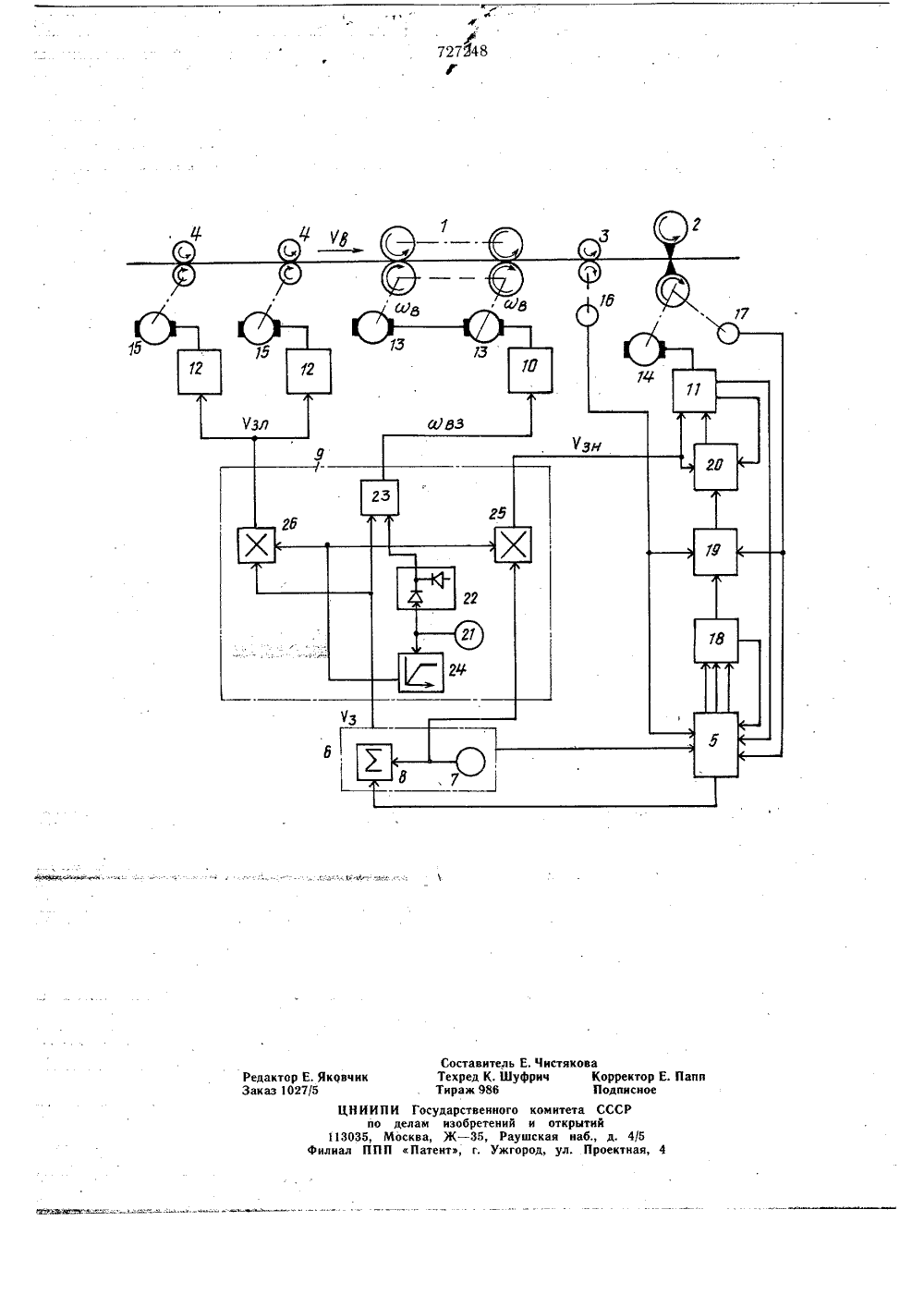
ОП И Е ИЗОБРЕТЕ,Н ИЯ Союз Советск ихСоциалистическихРеслублик 727248 К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(23) Приоритет -СССР па делам изобретений и открытий(53) УДК 621.967 (088.8) Дата опубликования описания 25.04.80 М. Л. Прудков(71) Заявитель Государственный проектный институт Электротяжхимпроект(54) СИСТЕМА УПРАВЛЕНИЯ ПРОФИЛЕГИБОЧНЫМ АГРЕГАТОМИзобретение относится к обработке металлов давлением, в частности, к области автоматизации прокатного производства.Известна система управления профилегибочным агрегатом, содержащая приводы с блоками управления соответственно станом, летучими ножницами, правильно-тянущими устройствами, а также блок повышения скорости стана, соединенный с задатчиком эталона скорости, блоком ограничения длительности повышенной скорости, датчиком импульсов следящих роликов, датчиком реза, блоком управления летучими ножницами и блоком контроля сокращения цикла реза, соединеннымс блоком ограничения длитель- ности повышенной скорости и блоком ограничения перепада скоростй ножниц,связанным с блоком управления летучими ножницами.Однако при переходе на прокатку нового сортамента гнутых профилей и смене валков стана окружная скорость валковновых катающих диаметров не соответствует выходу задатчика эталона скорости и может превысить максимальную скоростьлинии стана. Из-за этого снижается надежность работы системы: Цель изобретения - повышение надежности работы системы при гереходе на прокатку нового сортамента гнутых профилей,Указанная цель достигается тем, что предлагаемая система снабжена блоком коррекции эталона скорости по диаметру валков, первый и второй входы которого подключены соответственно ко второму и третьему выходам задатчика эталона скорости, а выходы подключены соответственно: первый 10 ко входу блока управления станом, второй -ко входам блока управления летучими ножницами и блока ограничения перепада скорости ножниц, третий - ко входам блоков управления правильно-тянущими устройствами. Кроме того, блок коррекции этаЛона скорости по диаметру валков выполнен в виде задатчика диаметра валков и звеньев ограничения; деления и умножения скорости, задатчик диаметра через первое звено ограничения связан с первым входом звена 20 деления, второй вход которого подключен кпервому входу блока, а выход - к первому выходу блока, и через второе звено ограничения связан с первыми входами первого и второго звеньев умножения, выходы которых подключены соответственно ко второму и третьему выходам блока.На чертеже показана схема системы управления профилегибочным агрегатом.Система управления станом 1 с летучими ножницами 2, следящими роликами 3 и правильно-тянущими устройствами 4 содержит последовательно соединенные блок 5 повышения скорости, задатчик б эталона скорбсти, содержащий задатчик 7 скорости и сумматор 8, блок 9 коррекции эталона скорости по диаметру валков, выходы которого подключены к блокам 10 - 12 управления приводами 13 - 15 стана, летучих ножниц и правильно-тянущих устройств соответственно. Входы блока 5 повышения скорости соединены с датчиком импульсов 16, датчиком реза 17, первым выходом задатчика 6 эталона скорости, блоком 18 ограничения длительности повышенной скорости и с выходом блока 11 управления летучими ножницами, Три входа блока 18 ограничения длительности повышенной скорости соединены с выходами блока 5 повышения скорости. Блок 19 контроля сокрашения цикла реза, блок 20 ограничения перепада скорости ножниц и блок 11 управления летучими ножницами соединены последовательно, два входа блока 20 ограничения перепада скорости ножниц соединены с выходом блока 11 управления летучими ножницами и с выходом блока 9 коррекции эталона скорости по диаметру валков. Два входа блока 19 контроля сокращения цикла реза соединены с двумя входами блока 5 повышения скорости.Блок 9 коррекции эталона скорости по диаметру валков содержит задатчик 21 диаметра валков, подключенный через первое звено ограничения 22 к первому входу звена деления 23, второй вход которого подключен к выходу задатчика 6 эталона скорости, а выход - ко входу блока 10 управления станом, и через второе звено ограничения 24 - к первым входам звеньев умножения 25 и 26, вторые входы которых подключены к задатчику 7 скорости задатчика 6 эталона скорости и к выходу задатчика 6 эталона скорости соответственно.Работает система следующим образом.В зоне реза скорость линии стана определяется только положением задатчика 7 скорости и является допустимой для летучих ножниц 2. В этой зоне сигнал на выходе блока 5 повышения скорости и соотвественно на входе сумматора 8 задатчика 6 эталона скорости равен нулю. После отрезания очередной мерной длины спрофилированной полосы по сигналу датчика реза 17 блок 5 повышения скорости выдает сигнал на вход сумматора 8 задатчика 6 эталона скорости, обеспечиваюший увеличение скорости линии стана (собственно стана 1, правильно-тянущих устройств 4, следяших роликов 3). После перемещения спрофилированной полосы на заданнчю ве 45 50 5 Для сохранения неизменным соответствия между скоростями Ч и Чв при изменениях диаметров валков Р в необходимо, как следует из выражения (1), изменить задающий сигнал о 8 угловой скорости привода валков обратно пропорционально изменению диаметра валков 2 в. Изменение сигнала Чз осуществляется в предлагаемой системе с помощью звена деления 23 блока 9 коррекции эталона скорости по диаметру валков. На вход делимого звена 23 подается сигнал Чз задатчика 6 эталона скорости, а на вход делителя звена 23 - сигнал задатчика 21 диаметра валков 2 8 блока 9. При малых величинах катающих диаметров валков стана 1 сигнал эталона ю, на выходе звена 23 может превысить максимально допустимую частоту вращения личину, контролируемую датчиком импульсов 16 следящих роликов 3 перед выполнением реза, блок 5 снимает сигнал повышения скорости и скорость, линии стана снижается до величины, заданной задатчиком 7 и допустимой для летучих ножниц 2. По сигналам блока 11 управления летучими ножницами и задатчика б эталона скорости в блоке 5 повышения скорости обеспечивается замер длины перемещения спрофилированной полосы в процессе увеличения и на по 1 е вышенной скорости линии стана. Если режим повышенной скорости приводит к недопустимому для отдельных механизмов стана сокращению цикла отрезания мерных длин, блок 18 ограничения длительности повышенной скорости выдает сигнал блоку 5 на снижение скорости (информация о режиме работы линии стана поступает в блок 18 из блока 5).После реза блок 11 управления летучими ножницами обеспечивает снижение скощ рости привода 14 летучих ножниц для отрезания в следующем цикле заданной мерной длины, Величина перепада скорости ножниц определяется блоком 20 ограничения перепада скорости ножниц по сигналам из блока 11 управления ножницами, блока 9 коррекции эталона скорости по диаметру валков и блока 19 контроля сокращения цикла реза.Последний учитывает сокращение цикла реза за счет повышения скорости линии стана в интервалах между резами по сигналам датзо чиков 16, 17 и блока 18,При переходе на прокатку нового сортамента гнутых профилей и смене валков стана 1 окружная скорость валков Ч 8 новых катающих диаметров Э в изменяется при неизменной величине угловой скорости ввалков стана 1 и приводов 13, посколькуЧв= ив Э в (1)Таким образом, нарушается соответствиемежду выходом задатчика 6 эталона скорости Ч и скоростью стана Ча и при увеличении диаметров Э 5 величина скорости Чь может превзойти максимальную скорость линии стана.727248 5приводов 13 стана. С помощью первого звена ограничения 22 обеспечивается ограничение минимального сигнала, поступающе-го от задатчика 21 к звену деления 23, и соответственно ограничивается на максимально допустимом уровне сигнал эталона ювыхода звена 23 и частота вращения приводов 13 стана. Однако при диаметрах валка 3, меньших величины ограничения звена 22, снова нарушается соответствие между величиной Ч на выходе задатчика 6 эталона скорости и скоростью стана Чв, Теперь уже Ч превышает Чь, Для привело дения в соответствие сигналов эталона скорости Чз, и Чз, поступающих к блокам 11 и 12,с сигналом эталона вв, скорости стана, поступающим к блоку 10 управления станом, в блоке 9 установлены звенья умно жения 25 и 26. К первым входам звеньев 25 и 26 через второе звено ограничения 24 максимального сигнала подключен задатчик 21 диаметра валков. Ограничение звена 24 установлено на том же уровне, что и звена 22, но звено 24 пропускает сигналы, меньшие величины ограничения, а звено 22 - большие величины ограничения. Благодаря этому при любых диаметрах валков сохраняется соответствие между задающими сигналами эталона 25 скорости, выдаваемыми к блокам 10 - 12 управления всеми механизмами линии стана. Таким образом, введение в систему блока коррекции эталона скорости по диамет ру валков позволяет не допускать превышения максимальной скорости линии агре-, гата и повысить надежность работы системы. ьФормула изобретенияСистема управления профилегибочным агрегатом, содержащая приводы с блоками управления соответственно станом, летучими ножницами, правильно-тянущими устройствами, а также блок повышения скорости стана, соединенный с задатчиком эталона скорости и блоком контроля цикла реза, соединенным, в свою очередь, с блоком ограничения перепала скорости ножниц, отличающаяся тем, что, с целью повышения надежности работы системы при переходе на прокатку нового сортамента гнутых профилей, система снабжена блоком коррекции эталона скорости по диаметру валков, первый и второй входы которого подключены соответственно ко второму и третьему выходам задатчика эталона скорости, а выходы подключены соответственно: первый - ко входу блока управления станом, второй - ко входам блока управления летучими ножницами и блока ограничения перепада скорости ножниц, третий - ко входам блоков управления правильно-тянущими устройствами,2. Система управления по п. 1, отличаюи 1 аяся тем, что блок коррекции эталона скорости по диаметру валков выполнен в виде задатчика диаметра валков и звеньев ограничения, деления и умножения скорости, задатчик диаметра через первое звено ограничения связан с первым входом звена деления, второй вход которого подключен к первому входу блока, а выход - к первому выходу блока, и через второе звено ограничения связан с первыми входами первого и второго звеньев умножения, выходы которых подключены соответственно ко второму и третьему выходам блока.У727148г:ь-: .: витель Е, Чи д К. Шуфрич 986 Сос Техр Тира ПИ Государе делам изо Москва, Ж -П Патент, тяковаКорректор Подписное и Пап венного етений 5, Рау Ужго
СмотретьЗаявка
2649979, 31.07.1978
ГОСУДАРСТВЕННЫЙ ПРОЕКТНЫЙ ИНСТИТУТ "ЭЛЕКТРОТЯЖХИМПРОЕКТ"
ПРУДКОВ МАРК ЛЬВОВИЧ
МПК / Метки
МПК: B21B 37/00, B21D 5/06
Метки: агрегатом, профилегибочным
Опубликовано: 15.04.1980
Код ссылки
<a href="https://patents.su/4-727248-sistema-upravleniya-profilegibochnym-agregatom.html" target="_blank" rel="follow" title="База патентов СССР">Система управления профилегибочным агрегатом</a>
Способ управления электродвигателем постоянного тока для привода рабочих валков реверсивного стана горячей прокатки

Номер патента: 955470
Опубликовано: 30.08.1982
МПК: H02P 5/00
Метки: валков, горячей, постоянного, привода, прокатки, рабочих, реверсивного, стана, электродвигателем
...интенсивности подключен через фазовращающий блок 5 выход сельсинного командоаппарата б.Способ осуществляют следующим образом, 25Определяют среднеквадратичный ток электродвигателя 1 за цикл прокатки слитка, при условии, что во всех пропусках программы прокатки, где позволяет длина слитка и отсутствуют ограничения по току, электродвигатель разгоняется до максимальной скорости Ям, определяемой допустимой степенью ослабления потока. При расчетном значении среднеквадратичного тока 1 р р меньшем или равнбм номинальному току электродвигателя 1 н, осуществляют прокатку по расчетным тахограммам скорости. Если оказывается, что среднеквадратичный токв больше, чем номинальный40 то степень ослабления потока электродвигателя в определенных пропусках...
Система управления раствором валков толстолистового стана

Номер патента: 546400
Опубликовано: 15.02.1977
Авторы: Дубсон, Лауфер, Полищук
МПК: B21B 37/60
Метки: валков, раствором, стана, толстолистового
...переключателем режимов работы стана,На чертеже представлена блок-схема описываемой системы, содержащей вычислительноеустройство 1, датчик 2 раствора валков, переключатель 3 режима работы стана, командо,аппарат 4, блок 5 формирования задания приручном режиме управления станом б, цифровой индикатор 7, регулятор 8 положения, регулятор 9 скорости, систему 10 регулированияи датчик 11 скорости электродвигателя 12 механизма перестановки валков, а также блок13 сравнения и блок 14 переключения.Вычислительное устройство 1 служит дляопределения минимально допустимых значений раствора валков и передачи соответствующих заданий регулятору 8 положения и нацифровой индикатор 7.11 ри ручном режиме управления станомоператор при помощи командоаппарата 4...
Устройство для задания скорости главного привода реверсивного стана горячей прокатки

Номер патента: 904166
Опубликовано: 07.02.1982
МПК: H02P 5/00
Метки: главного, горячей, задания, привода, прокатки, реверсивного, скорости, стана
...привести с помощью фиг,2,где показаны графики изменения токаи скорости при прямолинейном законеизменения скорости (сплошная линия)и при переходе от прямолинейногозакона изменения скорости к параболическому (пунктирная линия).На параболических участкахразгона н торможения справедливыследующие уравнения для тока электродвигателя, записанные в относительныхединицах, если скорость захвата 9равна скорости выброса Ме , а ускорение а 4 равно замедлению Ь,Е1 Рг - ( 1 + Ц-Р- ) Ъ(1)гъ.т = с -- г -22)(2)1 рпгде 1 РО = -у --- ток двигателя приНразгоне на параболическом участке;1 тн = -у в - ток дви)(ателя принторможении на пара+ болическом участке;Тр = 4 у - ф время разгона (ториможения) на параболическом участке;ЖяТ = - -- базовая...
Устройство для управления скоростью клети непрерывного прокатного стана

Номер патента: 764756
Опубликовано: 23.09.1980
Авторы: Альшиц, Зеленцов, Перельмутер, Перчик, Соколов
МПК: B21B 37/00
Метки: клети, непрерывного, прокатного, скоростью, стана
...регулятор 2 скорости, задатчик 3 скорости, датчик 4 скорости, блок 5 умножения, измеритель б статического момента, нелинейный элемент 7.Устройство работает .следующим образом.Электропривод 1 управляется ре- гулятором 2 с подключенными на его выходы задатчиком 4 и блоком 5 умножения. На один вход блока 5 умноже ния поступает сигнал измерителя б. На второй вход этого множителя поступает выходной сигнал элемента 7, который в функции скорости клети определяет степень передачи на вход регулятора 2 сигнала, пропорционального выходному. напряжению измерителя б, Характеристика вход-выход элемента 7 состоит из трех участков:50Оаых при Осби Оэх.з,миНО1 -К,Ов,. при Овх Овх.ьминО - О при Ов)к где О , О , - соответственно входное и выходное...
Способ управления скоростью полосы на непрерывном стане холодной прокатки

Номер патента: 869891
Опубликовано: 07.10.1981
Авторы: Дралюк, Морозова, Ривкин, Санников, Синайский
МПК: B21B 37/00
Метки: непрерывном, полосы, прокатки, скоростью, стане, холодной
...натяжения от заданного воздействием на скоуоатв валков клети.Натяжными устройствами (роликами) снабжаются современные 6-ти клетевые станы бесконечной прокатки и 2-х клетевые прокатные станы. В этих станах стабилизируют скорость валков клетей с тем, чтобы в какой-то степе" ни синхронизировать скорость полосы на входе и выходе стана. Натяжные ролики этих станов стабилизируют на. тяжение полосы на эаданнщч уровне за счет изменения их скорости.Предлагается натяжньп 1 и устройствами стабилизировать не натяжение полосы, а их собственную скорость, стабилизируя этим самым скорость полосы. При этом натяжение полосы поддерживают тем, что воздействуют на . скорость валков. соответственно первой нли последней клети.Таким образом, натяжные...
Предыдущий патент: Тормозное устройство для выборки люфтов в линии привода прокатного стана
Следующий патент: Способ регулирования профиля листового проката
Случайный патент: Способ получения 9, 9-бис-