Способ изготовления борфрезы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
Союз Советских Социалистических РеспубликОП ИОАН ИЕИЗОБРЕТЕН ИЯ К АВТОРСКОМУ СВИДЕТВЛЬСТВУ/О осударственныи кометеСовета Министров СССРоо делам изооретенийи открытий 23) Приоритет43) Опубликовано 25.05,7 юллетень ЛЪ 53) УДК 621.914,3- 45 (088,8) 45) Дата опубликовании описания 08,07,Л Терехин ленький и 72) Авторы изобретения Всесоюзный научно-исследовательский инструментальный институт Заявител 54) СПОСОБ ИЗГОТОВЛЕНИЯ ЕЗЫ произв Э обо резь лия перед нао зуба изводят /ЛЪ 1 О иваютие раз г е каж разнымиатическим к =0,1,К - лю 6 ое число рядаппе;зубье борфредана рфрезь о зуба борфрезы. с группо.сма Обойна фпг, 8 орФрезы с- общее числиг. 1 изображена убьями; на фиг, 2 рупповых зубьев 6 бработки груяпово режима ыми тся прерывии обра н схема ого деления, сложнои кинематик 1Изобретение относится к области мет лообработки и может быть использовано д изготовления борфрез с групповым спиральным зубом, например шлифованием,Известен способ изготовления шлифованием, при котором издели резанием последуюшего одноименн группы выводят из-под круга и п прерывистое деление на величину (где тп - число групп), доворач ред врезанием круга в последуюш именный зубья группы изделие во центра на углы на величину 1/п ( число зубьев в группе), а шлифов дого разноименного зуба группы законами кривых производят кине сложением элементарных движени ния, поворота шлифовального круг ного движения оси изделия в гори ном положении, т, е, на различных резанияОднако такой способ харакеизкой производительностью из-за отки разноименных зубьев на различных режимах резания. Ц лью изобретения является увеличениеодительности,доститается тем, что вращение издеосуществляют с постоянной угловоскоростью и в процессе делени на раз;-:оп:.:епные зубья изделие доворачивают вокргт з-,и на угол, равный угловому шагу между зубьями группы и меняют положение оси изделия на постоянную угловую величину, причем д- ление одноименных зубьев осу",цесчвляог на величину К /тп, где Х - постоянное чист о не кратное тп,тпчисло групп зубьев а разноименные зубья - на величинукп3подачей шлифовального круга по дуге окружности.Изделие 1 с хвостовиком 2 устанавливают , например, вертикально относительношлифовального круга 3 (положение 1 ) ипридают ему постоянное вращение вокругсвоей оси М И , а затем подают на шлифовальный круг 3 на глубину клавки 4 иповорачивают вокруг оси 00 на величину Ч(положение И ), где Ч - угол между край- Оними положениями оси изделия во время поворота вокруг оси 00, При этом нарезается зуб 5, который является центральнымзубом группы,Для нареэания каждого последующего пер вого зуба 5 изделие выводят из-под кругаи кинематически поворачивают вокруг оси ММна величину, равную 1/в или кратную угловому шагу между одноименными зубьями К/1 п,где к - прэстэе числэ не кратнэе Р 1, 01, - рчисло групп зубьев.Для нарезания всех вторых одноименныхзубьев 6 изделие выводят из-под круга икинематпчески делят на величину, равнуюК/гн . Причем перед врезанием круга изп.ление доворачивают на величину Р вокрутоси 0 О, .-.вную угловому шагу междузубьями группы (положение ), затем поворачивают в процессе шлифования вокругоси 00 изделия на угол(положение 1 ) 30и осуществляют врезание на щлифовальныйкруг 3 во время прохождения канавки 4 первого зуба групп над точкойпересечениянаикратчайшего межцентрового расстоянияс периферией круга 3 в вер дине профиля. ЗЬТаким образом, доворот изделия 1 относительно оси М И для образования последующих разноименных зубьев 6,7 и 8 группыосулчествляют на величину 2 Й, 34и так далее, а поворот вокруг оси 4000 - на величину Ч , Положения 1, Ш,( и Ч соответствуют полэжению эси изделия после доворотов при нарезании зубьев5-8 на величину углового шага у ,7)с4При нарезании разноименных зубьев группы, т.е, при переходе, например, сзуба 5 на зуб 6, а с зуба 6 на зуб 7, производят деление на величину (, и 1Хгде к- любое число ряда (к =0,1,2,3щ);- число зубьев групп;2 - общее число зубьев борфрезы.Реализация способа осуществляется также при повороте шлифовального круга 3 вокруг центра иэделия 1 на величину ЧПредложенный способ позволяет повысить производительность при изготовлении борфрез с групповым зубом за счет непрерывного деления и простоты кинематики.Формула изобретенияСпособ изготовления борфреэы, например, шлифованием включающий врезание шлифовального круга в заготовку борфрезы, поворот шлифовального круга вокруг центра изделия с одновременным вращением изделия вокруг своей оси для ньреэания спиральных канавок и деления и:делия, о т л ич а ю ш и й с я тем, что, с целью увели чения производительности, вращение изделия осуществляют с постоянной утловой скоростью и е процессе деления на разноименные зубья изделие доворачивают вокруг оси на угол, равный угловому шагу между зубьями группы и меняют положение оси изделия на постоянную угловую величину, причем деление одноименных зубьев осушесствляюг на величину К/гп , где К - простое число не кратное в , гп - число групп зубьев, а разноименных зубьев - на величинуЕ где К, - любое число ряда ( К =0,1,2 1 п -1)- число зубьев группы;- общее число зубьев борфрезы.Составитель Н. Грибков Редактор Т. фадеева Техред И. Асгалош Корректор А, Гриценко Заказ 1285/75 Тираж 1086 ПодписноеШИИПИ Государственного комитета Совета Министров СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5филиал ППП "Патентф, г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
2070125, 25.10.1974
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТРУМЕНТАЛЬНЫЙ ИНСТИТУТ
БЕЛЕНЬКИЙ ЛЕВ ВЕНИАМИНОВИЧ, ТЕРЕХИН ГЕННАДИЙ КУЗЬМИЧ
МПК / Метки
МПК: B24B 1/00
Метки: борфрезы
Опубликовано: 25.05.1977
Код ссылки
<a href="https://patents.su/4-558781-sposob-izgotovleniya-borfrezy.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления борфрезы</a>
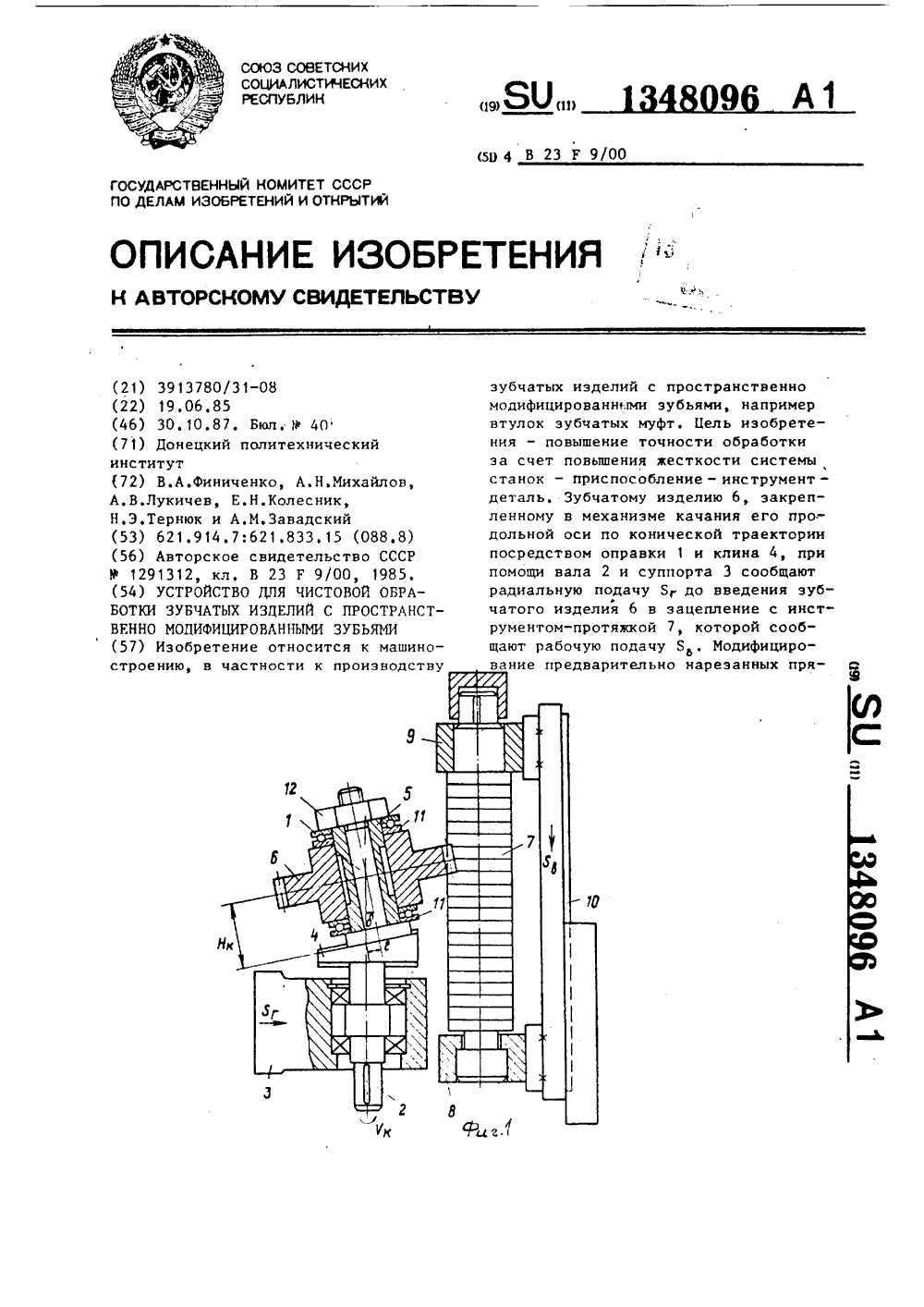
Устройство для чистовой обработки зубчатых изделий с пространственно модифицированными зубьями
Номер патента: 1348096
Опубликовано: 30.10.1987
Авторы: Завадский, Колесник, Лукичев, Михайлов, Тернюк, Финиченко
МПК: B23F 9/00
Метки: зубчатых, зубьями, модифицированными, пространственно, чистовой
.... - протяжкой 7, запе пленной межлу двумя балкакти - переднейВ и заднс и 9 которы крепятся цавертикальных салазках 10, При этомизделие 6 размеп;ецо на втулке 5 вупорцых подпптпциках ,1 прц помопцгаек 12, а оправка 1 закреплена нпазу клина ч с эксцентриситетом относительно осц вала 2 прц томоптисменных угаров 13, прикт;еплсццых кклицу ч винтатц 1,размещается, зубчатое изделие 6, закрепленное гайками 12, Обрабатывающийинструмент 7 закреплен в передней 8и эадттеи 9 бабках, размещенных навертикальных салазках О, и соединенс захватом,Зубчатому иэделию 6, закрепленному в механизме качания его гродольнойоси по конической траектории посред 10ством оправки 1 и клина ч при помотгт 1 вала 2 и суппорта 3, сообщаютрадиальную подачу Ч до введения...
Способ нарезания зубчатых изделий с продольной модификацией зуба

Номер патента: 1348097
Опубликовано: 30.10.1987
Авторы: Гутенберг, Лукичев, Робер, Толока, Уткин, Финиченко, Чернышев
МПК: B23F 9/00
Метки: зуба, зубчатых, модификацией, нарезания, продольной
...устройства, вызванных дополнительной радиальной подачей и изменением межцентрового расстояния (по профилю копира). Таким образом результирующая радиальная подача определяется по формуле -8 :8 + сР" "аВключаемая радиальная подача 8 превьппает по своей величине максимальное значение переменной радиальной подачи 8 и поэтому является доминирующей для привода следящего устройства. В результате подача Б, является постояной по направлению (противоположно направлена Б ) и пеа ременной по величине, а следовательно, двигатель работает без реверса, что позволяет существенно (на 20-307) повысить точность профиля зуба и сократить время на ремонт двигателя (так как поломки его случаются реже),П р и м е р .Рассмотрим нареэание зубчатых втулок...
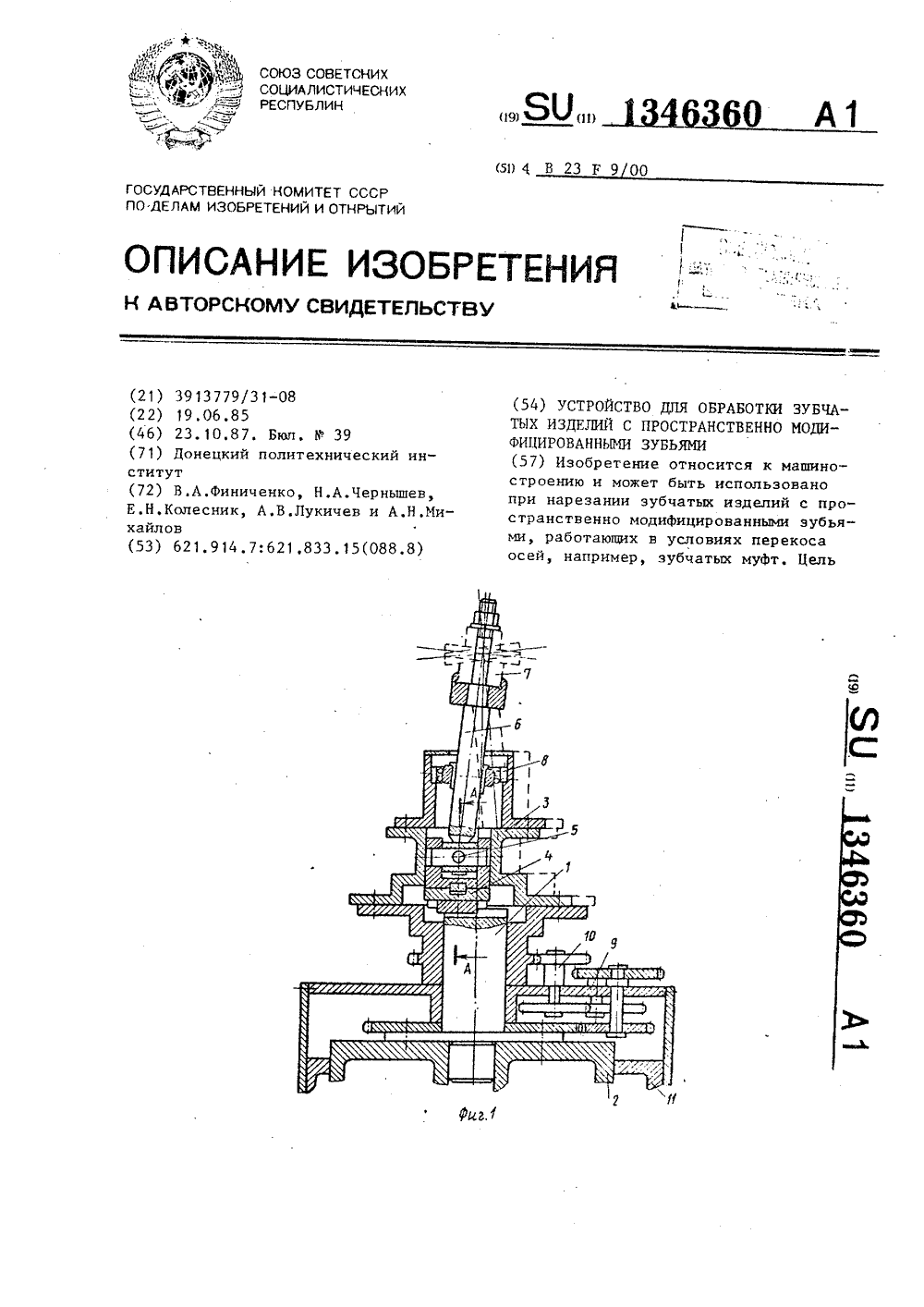
Устройство для обработки зубчатых изделий с пространственно модифицированными зубьями
Номер патента: 1346360
Опубликовано: 23.10.1987
Авторы: Колесник, Лукичев, Михайлов, Финиченко, Чернышев
МПК: B23F 9/00
Метки: зубчатых, зубьями, модифицированными, пространственно
...Связан с корпусом 11 зубаобрабатыва 1 д- ;5 щего станка. Перед обработкой зубчатого изделия устройство настраивается ня заданный у 1 Ол наклона Оправки, Цл 51 этого бо 1- )д ты, ссед 1 тняющи Фя-.юнцы Флянцевых донне, собранной нз Фланцевых опор. Колонна 3, вращаясь вокруг оси стола 2, посредством эксцентрично устанбвленных Обойм задает шарниру 5 и подшипнику О перемещение па окружности вокруг Оси стала, что обусловливает перемещение оси Оправки по конической траектори 1 л. Это обеспечивает получение зубчатых изделий с пространственной модификацией зубьев высокой точности, 2 ил,Обойм, отпуска 1 отся, и от сдвига фланцевых обойм. Одной относительно другой перпендикулярно оси стола оправка наклоняется. Взаимный сдвиг Фланпевых обойм...
Способ определения положения кромки изделия относительно рабочего органа промышленного робота

Номер патента: 667362
Опубликовано: 15.06.1979
МПК: B23K 11/24
Метки: изделия, кромки, органа, относительно, положения, промышленного, рабочего, робота
...с кромкой, фиксируемого моментом падения напряжения в цепи питания проводника, перемещение последнего прекращают и измеряют величину произведенного перемещения. Результат измерения определяет положение кромки по одной координате. После соприкосновения проводника с кромкой измеряют также величину напряжения или тока в проводнике, затем изменяют полярность на концах проводника, снова измеряют величину напряжения или тока в проводнике и по разности результатов измерения судят о положении кромки по второй координате,Высокоомный проводник 1 закреплен двумя концами в вилке 2, ориентирован перпендикулярно плоскости изделия 3. Вилка 2 установлена на руке 4 робота, несущей рабочий орган 5, с возможностью перемещения в направлении изделия 3...
Способ определения положения кромки изделия относительно рабочего органа промышленного робота

Номер патента: 727420
Опубликовано: 15.04.1980
Авторы: Антоненко, Линкин, Сергацкий
МПК: B25J 9/00
Метки: изделия, кромки, органа, относительно, положения, промышленного, рабочего, робота
...находят величину другой координаты, 40значение которой в зависимости от местасоприкосновения кромки с той или инойточкой по длине рычага будет изменяться в функции тангенса от угла поворота рычага. Таким образом, одним инструментом находят две координатыкромки.На фиг. 1 показан пример выполненияспособа; на фиг, 2 - характер зависимости между величиной искомой вто- ярой координаты и углом поворота рычага.На рабочем органе 1 закреплен датчик 2 угла поворота с рычагом 3. Перемещают рабочий орган 1 в направлениикромки изделия 4 до соприкосновения в 55любой точке на рычаге 3 м"ежду концоми осью поворота. Момент соприкосновенияопределяют по появлению сигнала на вы-,Перемещение датчика 2 угла поворота может вьпюлняться при неподвижном рабочем...
Предыдущий патент: Делительный стол
Следующий патент: Планетарная шлифовальная головка
Случайный патент: Устройство для управления колесами прицепа