Агрегат для сортировки пучков бревен и формирования из них поперечных рядов плотов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
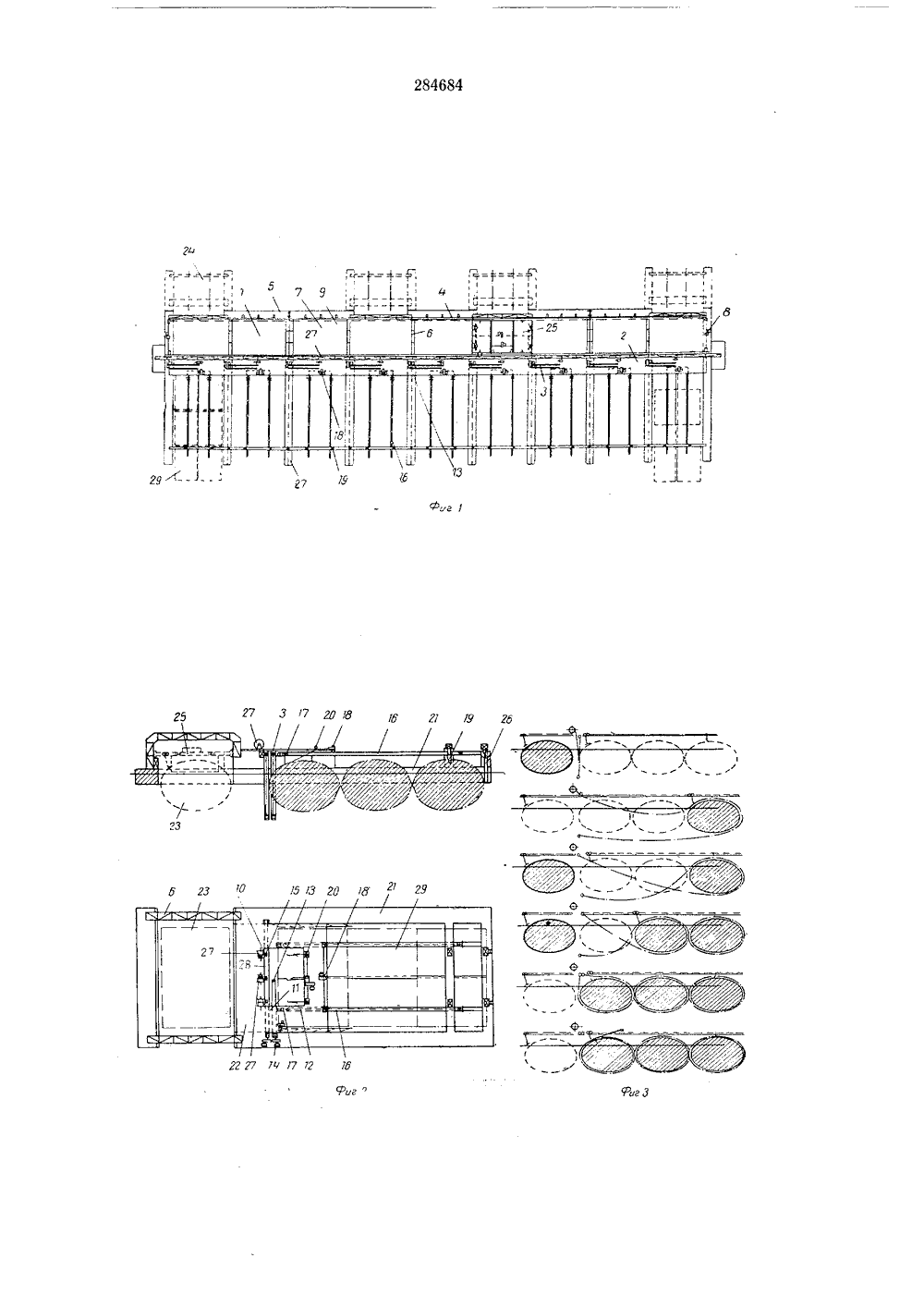
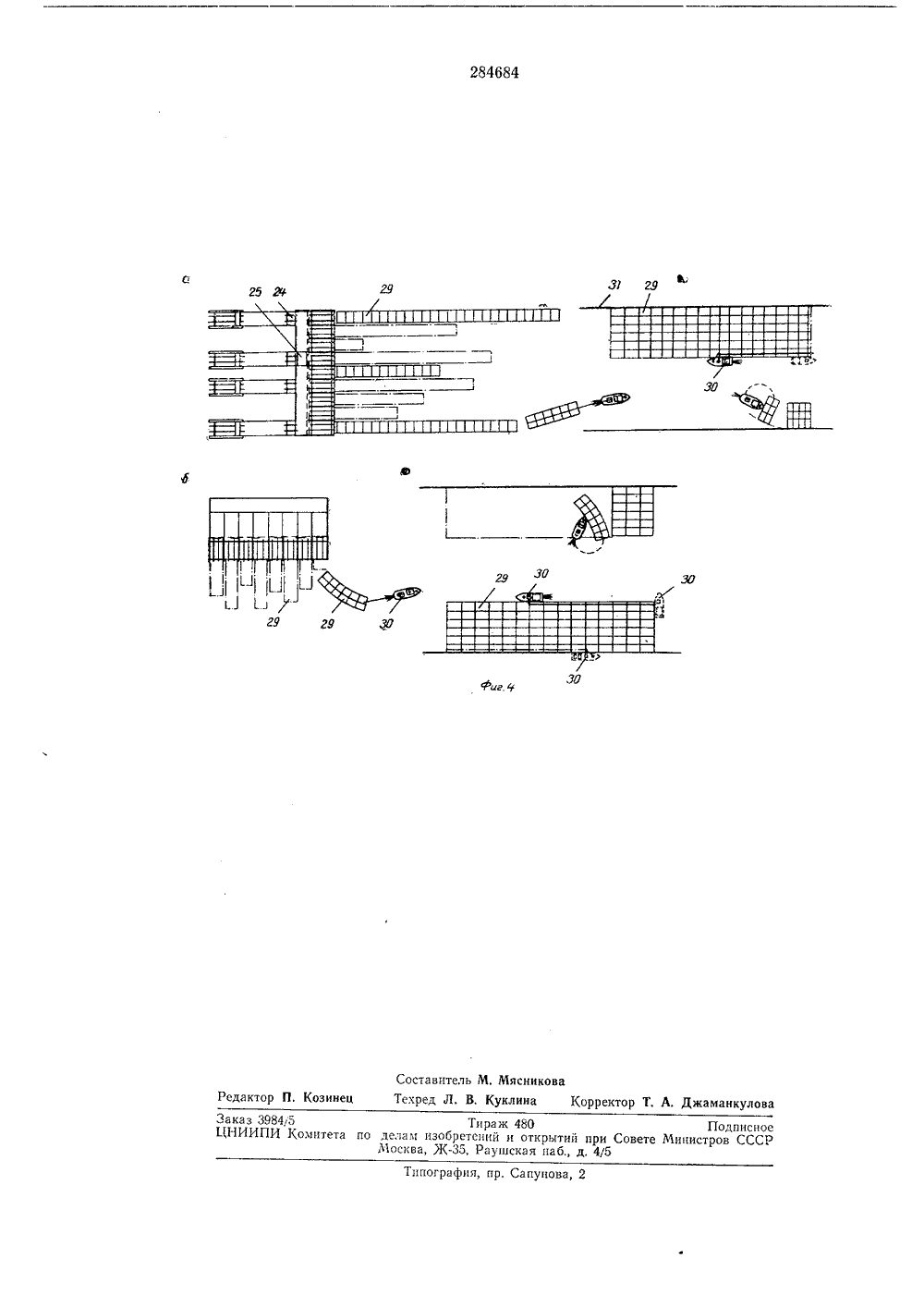
Союз Советских Социглистичвскив РеспубликПриоритет Комитет по лелем изобретений и открытий при Совете Министров СССРЗаявитель АГРЕГАТ ДЛЯ СОРТИРОВКИ ПУЧКОВ БРЕВЕН И фОРМИРОВАНИЯ ИЗ НИХ ПОПЕРЕЧНЬ 1 Х РЯДОВ ПЛОТОВИзвестны агрегаты для сортировки пучков бревен и формирования из них поперечных рядов плотов, имеющие устройство для сортировки пучков, формировочиые машины и транспортер для подачи такелажа к рабочим местам. Такие агрегаты металлоемки, требуют больших трудозатрат и времени.Цель изобретенця - создание агрегата, позволяющего механизировать работы по формированию пучковых плотов, а также снижение металлоемкости агрегата.Для этого агрегат выполнен с сортировочноформировочными секциями, имеющими смонтированные на понтонах механизмы для установки и затяжки поперечного такелажа и приспособление для продвижения пучков вдоль каждой секции и вывода готовых рядов пучков из камер секций. Предусматривается выполнение механизма для затяжки поперечного такелажа с поворотными в вертикальной плоскости приводными балками. Приспособление для продвижения пу псов бревен вдоль секции имеет перемещаемые по направляющим путям каретки, соединенные трособлочной системой с приводом,На фиг. 1 изображен схематически предлагаемый агрегат, на фиг. 2 - сортировочноформировочиые секции агрегата (вид сбоку и сверху); ня фиг. 3 - схема работы агрегата; на фиг. 4 - технология формирования плотов(а) к сплоточным машинам, б) к сортировочно-сплоточному агрегату).Агрегат состоит из устройства 1 для рассортировки пучков, формировочных машин 2,5 транспортера 8 для подачи такелажа к рабочим местам, путей 4, понтонов 5, жестких связей б, сортировочного коридора 7, привода 8, сортировочцо-формцровочных секций 9, количество которых равно количеству градаций 10 сортиментов, занимающих основную массу вобщем объеме перерабатывамой рейдом древесины. Длина секции равняется ширине плота пли полуплота.Секции имеют механизм 10 для установки 15 поперечного такелажа, механизм 11 затяжкипоперечного такелажа, приспособление 12 для продвижения пучков вдоль каждой секции 9 и вывода готовых рядов пучков из камер послед 20 Механизм 11 выполнен с поворотными ввертикальной плоскости приводными балками И с приводом 14. Предусматривается выполнение балок 13 цельными или консольными. На цельной балке устанавливаются трп - 25 пять замков 15, на консольной - один замок.Приспособление 12 имеет перемещаемые понаправляющим путям 1 б каретки 17, соединенные трособлочиой системой с приводом 18 и датчиками, срабатываемыми под действием 30 пучка бревен.ваются борткомплекты, он разматывает последние, опоясывая себя пмп, Включаетсяпривод 18, балка 12 выходит пз-под воды, рабочий перед закрывапцм замков 14 утягивает5 борткомплекты при помощи барабанов 20 сприводом до необходимого усилия (порядка2 - 3 т).Образование ряда и аложсния счала может идти как по автоматическому циклу, так10 и неавтоматическому, т, е, управляться дистанционно оператором,После того как поперечный ряд готов, т. е,набран целиком, подается звуковой пли световой сигнал, после чего чироцзводится утягпва 15 пие такелажа барабанами 20 с приводом, готовый ряд из камеры секции 9 выводится прппомощи кареток 17 с приводом 18 после расстопорения стоек 2 б.При примыкании описываемого агрегата к20 сортировочно-сплоточному агрегату Поток отпадает необходимость в сортировке пучковбревен, а следовательно, можно будет, отсоединив сортировочный узел, примкнуть секции 9непосредственно к секциям Потока - 4.25 Последовательность формирования плотов.Готовые поперечные ряды 29 буксирнымикатерами 80 транспортируются к местам формирования 81, где устанавливаются в плот.Когда количество плотов равно шлюзуемо 30 му плоту, по бортовым пучкам, при помощикатера типа формировщик Иньвенского рейда, треста Камлесосплава укладываютсябортовые летки и утягиваются усилием 3 - 5 т. 1. Агрегат для сортировки пучков бревен иформирования из нпх поперечных рядов плотов, включающий устройство для рассортпров ки пучков, формнровочные машины и транспортер для подачи такелажа к рабочим местам, отлича(оцийся тем, что, с целью механизации работ по формированию пучковых плотов, агрегат выполнен с сортировочно-фор мировочными секциями, имеющими смонтированные на понтонах механизмы для установки и затяжки поперечного такелажа, и приспособлением для продвижения пучков вдоль каждой секции и вывода готовых рядов пуч ков из камер секций.2. Агрегат по п. 1, отличаошийся тем, чтомеханизм для затяжки поперечного такелажа выполнен с поворотными в вертикальной плоскости приводными балками, а приспособление 55 для продвижения пучков бревен вдоль секцииимеет перемещаемые по направляющим путям каретки, соединенные тросо-блочной системой с приводом,Для стопорения первого пучка бревен в заданном положении с целью предотвращенияего движения в ту пли иную сторону до техпор, пока не будет образован полный поперечный (3 или 6 пучков), в зависимости от бассейцовых путевых условий транспортировкиплотов, предусмотрено устройство 19.Утягивание счалов и борткомплектов производится устройсгвом 20, выполненным в видебарабана,Механизмы 10 и 11, приспособление 12, устройства 19 и 20 смонтированы ца понтонах 21,соединенных жесткими связями би мостами 22.Формирование поперечного ряда осуществляется следующим образом,Пучок бревен 28 из дворика-накопителя нагнетателем-отсекателем 24 подается в камеруустройства 1 для рассортировки пучков, снабженного сортировочной тележкой 25, Оператор, зная сортимент данного пучка, одновременно с включением привода 8 тслежки 2 адает сигнал на устройство, установленое унужной сортировочно-формировочной секции 9,коснувшись которого тележка 25 выключаетсвой привод и включает тормоз, подтормаживающий тележку с пучком бревен 28. Когдатележка достигает оси формировочной секции,от тележки поступает второй импульс к приводу 8, под действием которого включится тормоз окончательно затормаживающий тележкупримерно по оси секции 9. После окончательной остановки тележки с пучком бревен 28 автоматически включаются привод щитов, привод выталкивающих кареток, расстопориваются стойки (на чертеже не показаны), и пучок 35 Предмет изобретениябревен 28 выталкивается из камеры тележкии в формировочную секцию 9. Пучок бревен28, проходя под каретками 17, отклоняет стойки последних и через датчик с выдержкойвремени включает привод 18, под действиемкоторого через трособлочную систему каретки 17, захватив стойками-толкателями, продвигают пучок бревен 28 до упорных стоек 26, гдепучок бревен стопорится устройством 19,Наложение счала и борткомплектов происходит так.Перед входом пучка бревен 28 в камеруформцровочной секции 9, рабочий-формовщик устанавливает бухты тросов на барабаны 27 механизма 10. Верхние концы борткомплектов и счалов с барабанов 27 закрепляются за замки 14, установленные на балке 12,а вторые концы - за замки на барабанах 27,включается привод 18 и балка 12 уходит подводу на необходимую глубину, разматываяпри этом поперечный счал, а при необходимости борткомплекты (см. фиг. 3: позиция 1).При входе пучка бревен, на который наклады284684 л гя Фиг 9 Составитель М. Мясниковаактор П, Козинец Текред Л. В. Куклина Корректор Т, А. Джаманкулов Типография, пр, Сапунова, 2 Заказ 398415ЦНИИПИ Когяптета по Тираж 480 Подписное елагп изобретений н открытий при Совете Министров СССР осква, Ж, Раушская паб., д. 4/5
СмотретьЗаявка
894005
М. Н. Фоминцев, Н. П. Житин Центральный научно исследовательский институт лесосплава
МПК / Метки
МПК: B63B 35/34, B63B 35/58, B65G 69/20
Метки: агрегат, бревен, них, плотов, поперечных, пучков, рядов, сортировки, формирования
Опубликовано: 01.01.1970
Код ссылки
<a href="https://patents.su/4-284684-agregat-dlya-sortirovki-puchkov-breven-i-formirovaniya-iz-nikh-poperechnykh-ryadov-plotov.html" target="_blank" rel="follow" title="База патентов СССР">Агрегат для сортировки пучков бревен и формирования из них поперечных рядов плотов</a>
Способ переключения секций полупроводникового выпрямительного агрегата на электроподвижном составе однофазно-постоянного тока

Номер патента: 108782
Опубликовано: 01.01.1957
Автор: Голованов
МПК: H02M 7/06
Метки: агрегата, выпрямительного, однофазно-постоянного, переключения, полупроводникового, секций, составе, электроподвижном
...как вся нагрузка воспринимается агрегатом основных секций, соединенных по параллельной схеме, При этом собирается схема, соответствуюшая четвертой позиции с выпрямленным напряжением 2 ЛГ.11 свход ия И 5 т 110 ИОзиц 330 пс)чи 13 с 1 стс 53 с ТОГО, что пя 1)я;ГлслыО контато)у 2 с) с помощьн);Ямыка 10 щихс 5 кОПГакторов 4, 1 э и 16 г 10 Д 3(,10- чяетс 5 опог)нитсльцьГЙ вс 33 тиль, послс СГО п 1 эедстяв;яетс 51 ВОзхОжпость без разрыва тока отключить контактор 29. Затем, аналогично тому, как эт пРОРГсходило нс 1 пс 3)В.х тРсх позици 5)х, сРЯО)тываОт контакт 01)ы 2, 5, 6, в результате чего обесточиваются секции 11 с - 1с и нагрузка восприни)яется параллельно соединеТИЫГР секциями эс - 10 с, а также секциями 1 с, 2 с. Так собираются схемы,...
Способ автоматического управления выдвижкой секций базы угледобывающего агрегата и устройство для его осуществления

Номер патента: 1052670
Опубликовано: 07.11.1983
Авторы: Ильюша, Попов, Сабитов
МПК: E21D 23/00
Метки: агрегата, базы, выдвижкой, секций, угледобывающего
...схемы 7 совпаденияа нулевой выход соединен с первым входом логической схемы 8 Эквивалентность второй вход которой соединен с единичным выходом второго порогового элемента 6. Нулевой выход второго порогового элемента 6 соединен с вторым входом второй трехвходовой схемы 9 совпадения. Выходы первой 7 и второй 9 трехвходовых схем совпадения соединены соответственно с сум 1052670мирующим и вычитающим входами ревер:ивного счетчика 1 О, вход установки на нуль которого соединен с выходом логической схемы, 8 Эквивалентность. Выходы реверсивного счетчика 10 соединены с входами дешифратора 11, а выходы дешифрато 5 ра 11 соединены с входами трехфазного триггера 12, Первый выход трехфазного триг -гера 12 соединен с третьим входом второй...
Устройство для соединения и защиты от перегрузок проушин секций базы выемочного агрегата

Номер патента: 1335709
Опубликовано: 07.09.1987
Авторы: Аксанов, Клейман, Макаров, Тарабан, Шпитальный
МПК: E21D 23/04
Метки: агрегата, базы, выемочного, защиты, перегрузок, проушин, секций, соединения
...секции осуществляется после замены сломанного паль,ца, 2 ил. при разрушении пальца мгновенную передачу усилий на стержень 11 беэ холостых осевых и поперечных смещенийпальца относительно стержня,Оба конца стержня посредствомпроводов 14 и 15 подключены к гнездам штепсельного разъема 16, связанного винтами 17 с пробкой 18, завинчиваемой в одну из расточек 8 пальца, конец которого охвачен гайкой 19.Для защиты от влаги и механическогоповреждения конец стержня и провод 14залиты компаундом 20.Через кабель 21, соединенный посредством вилки 22 с гнездами штепсельного разъема 16 и электроблока 23, палец подключен к электрической цепи 24 контроля целостностипальцев и управления домкратами передвижения базы известной системыконтроля и управления...
Способ формирования электронных пучков

Номер патента: 1332416
Опубликовано: 23.08.1987
Авторы: Воробьев, Гриднев, Розум, Углов
МПК: H01J 3/02
Метки: пучков, формирования, электронных
...и5соотношение их интенсивностей.,На чертеже дана схема,. реализующаяпредлагаемый способ,Первичный пучок электронов 1 формируют с углом расходимостью Ь 1 с с 0,11 , где ц- угол каналирования, направляют на монокристаллическую мишень 2 под углом 1 р к какой-либо главной кристаллографической плоскос ти 3, например (110), удовлетворяющим условию 0 сЦ й .р Толщину мишени выбирают меньшей длины каналирования, При таких условиях пропускания пучка электроны, двигаясь в кристалле, образуют связанные состояния, характеризующиеся определенными уровнями поперечной энергии с соответствующими квантовыми числами, Прошедший через кристалл электронный пучок имеет для каждого связанного состояния характерное угловое распределение, Так, электронный...
Устройство для поперечной сортировки бревен

Номер патента: 209696
Опубликовано: 01.01.1968
Автор: Бнланин
МПК: B27B 29/00, B27B 31/00
Метки: бревен, поперечной, сортировки
...от групповых приводов 12. Сброска бревен с транспортеров 11 в карманы-накопители 13 производится при помощи двусторонних сбрасывателей 14. Для выгрузки сортиментов из карманов-накопителей могут быть использованы консольно-козловые краны 15, а также козловые краны, передвижные кабель-краны и автопогрузчики,Данный агрегат может производить сорти ровку после раскряжевки хлыстов на высокопроизводительных раскряжевочных агрегатах типа триммер, слешер и др., а также после нескольких агрегатов меньшей производительности.Разделанные сортименты через буферный питатель 1 поштучно выдаются на сортировочный агрегат по заказу оператора из пульта управления. После нажатия оператором соответствующей данному сортименту кнопки бревно с буферного...
Предыдущий патент: Устройство для гашения скорости теченияпотока
Следующий патент: 284685
Случайный патент: Устройство термоконтроля