Линия для бездеформационной закалки колец подшипников качения
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
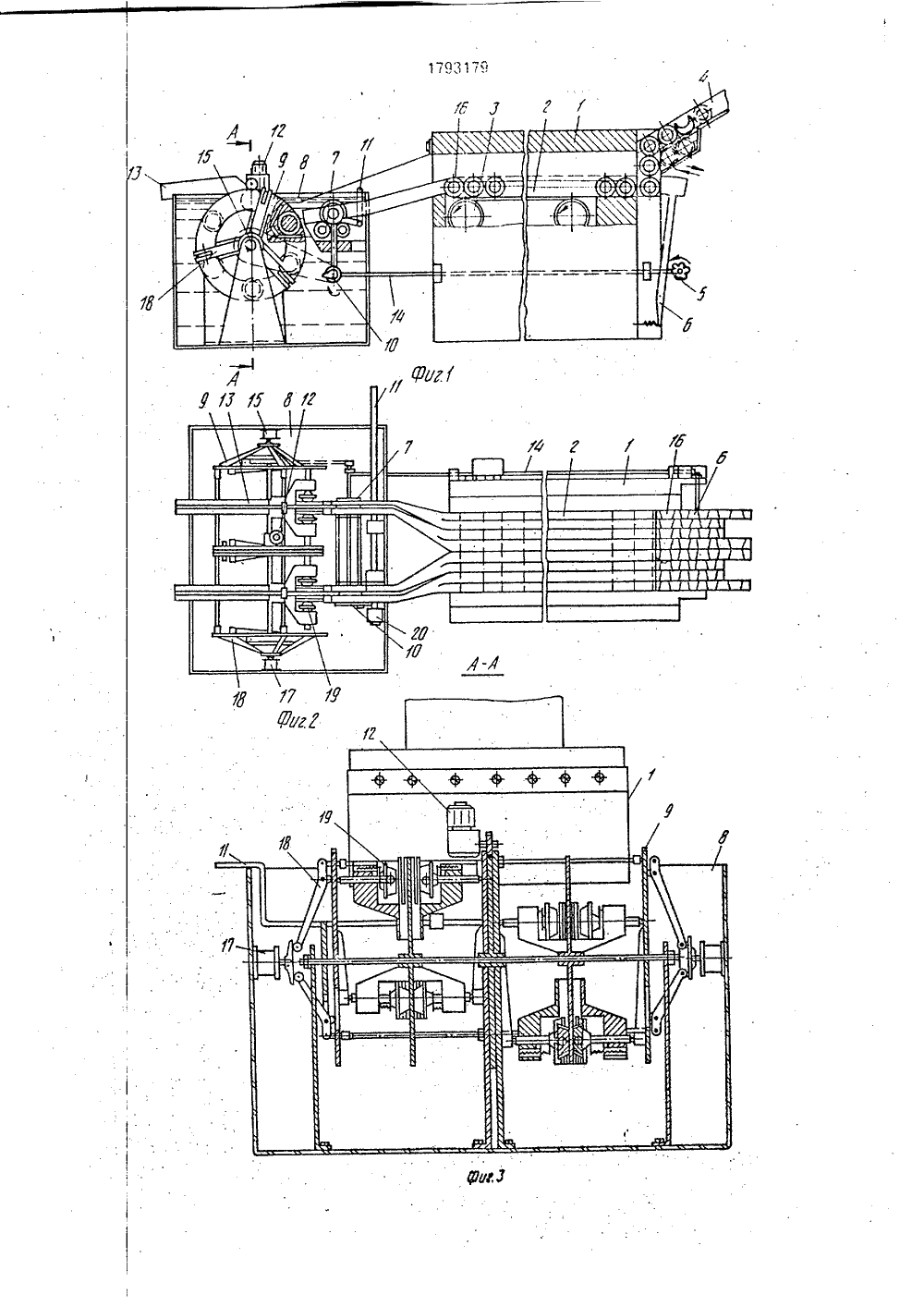
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 9) ТЕНТНО ГО УДАРСТВЕННОЕ ВЕ ОМСТВО СССР (ГО ПАТЕНТ СССР) 4821052/0230.03.9007.02.93. БюВнедренчесив техническтенийН.Н.Иванов(57 для без- шипнирева с д к шиностро аботки по я повыше- охранении ни кач вид линии,то же, вид на фиг,1; на опрессовки зоне предг,5- разрез в увеличенр свфивва новлена на ановлен ло- идуальным а 1 уст ой устинди, Р по ст то 2 ах, внутри коранспортер ОРСКОМУ СВИДЕТЕЛЪСТВУ Авторское свидетельство ССС 95441, кл, С 21 0 1/673, 1974. Авторское свидетельство ССС 134612, кл. С 21 О 1/56, 1985. Авторское свидетельство ССС 55015, кл, С 21 О 1/63, 1981. ЛИНИЯ ДЛЯ БЕЗДЕФОРМАЦИОННОЙ АЛКИ КОЛЕЦ ПОДШИПНИКОВ КАЧЕСущность изобретения: линия ормационной закалки колец под качения содержит печь наИзобретение относится к мав области термической обри никовых колец.Целью изобретения являетпроизводительности приства обработки,На фиг,1 изображен общийдальный разрез; на фиг,2 -рху; на фиг.3 - разрез А - А.4 - положение кольца в зоневеличенном виде) и разрез вительного охлаждения; на фина фиг,4 (зона охлаждениявиде),учьевая пеЧь нагрев а 1)5 Г 27 В 19/02, С 21 О транспортером в виде конвейера с установленными над ним направляющих и расположенных на выходе рычагов, передаточное устройство (У), У закалки (3) и У выгрузки. Передаточное У выполнено в виде соединенных с направляющими изогнутых лотков (Л) с отверстиями, отсекателей (О), установленных в отверстиях и соединенных с рычагами через трансмиссйюи" кулачковый вал, У 3 выполнено в виде бака, приспособления предварительной 3 и роторного процесса, соединенного с О. Приспособление предва-. рительной 3 - в виде спрейера, установленного по боковым сторонам Л по периметру О, валков, имеющих возможность вращения и расположенных под Л с обеих сторон О. Использование данной конструкции позволяет повысить производительность, обеспечиваемой непрерывным процессом совмещенной 3 и транспортировки колец в охлакдаемой среде. 5 ил. приводом, а для ориентации колец в определенном положении передлотком установлен ориентатор 4 с четырьмя точками, после ориентации переходящих в 8-й ручьевой лоток с вертикальным расположением, в которыйот воздействия кулачкового валика 5 на рычаги 6 подается попеременно парами на вращающиеся ролики 7, установленные в зоне предварительного охлаждения, в закалочном баке 8, где установлен закэлочном баке 8, где установлен закалочный пресс 9 роторного типа, кулачка 10 выдачи колец, спрейера 11, электропривода 12, лотков 13 сброса колец, трансмиссии 14 в виде вала, связанного цепной передачей с валом ротора 15, закаливаемого кольца 16, а для уменьшения объема цилиндры 17, усилия1793 179 передаются рычагами 18, при этом пуансоном в штампе является конусная оправка 19, а для вращения роликов в зоне предварительного охлаждения применен электро- привод 20. 5Линия работает следующим образом, Закаливаемые кольца 16 подаются по четырем желобам, прокатываются по наклонной плоскости до ориентируемого от-. верстия ориентатора 4. Если закаливаемое .10 кольцо 16 окажется в нижнем положении, то оно будет повернуто в определенном положении конусом кольца относительно верхнего кольца в желобе, а не провалившееся закаливаемое кольцо 16 конусом окажется 15 в другом положении относительно предыдущего.Таким образом, представляется возможным осуществлять подачу в вертикальные лотки 2 двух колец с одинаковым 20 расположением конусов и другие также по парам, кольца 16 поступают ввертикальные лотки согласно схеме расположения в вертикальных лотках. По этой схеме ориентатор 4 повернут с возможностью применения 25 прокатки колец по желобу как транспортному средству.После заполнения вертикальных лотков, согласно требуемым расположениям колец относительно конуса и согласно З 0 рекомендуемого расположения от воздействия кулачкового валика 5 и от рычагов 6, кольца 16 периодически подаются попарно на вращающиеся ролики 7 с противоположнь 1 м расположением конусов, после опреде- З 5 Формула изобретения 1, Линия для бездеформационной закалки колец подшипников качения, содержащая последовательно установленные бункер, печь для нагрева с транспортером перемещения колец, передаточное устройство, устройство закалки в виде бака и расположенного в нем приспособления предварительного охлаждения в виде спрейера, пресса и устройство выгрузки, о т л ич а ю щ а я с я тем, что, с целью повышения производительности при сохранении обработки путем обеспечения фиксированного перемещения колец во время обработки, транспортер выполнен в виде конвейера с установленными над ним параллельными ленной (заданной) выдержки в предварительном охлаждении и от воздействия вала ротора 15, через цепную передачу на кулачок 10, который выдаст в момент подхода к позиции штампа 19(конусная оправка) кольца 16 и поступит он в зев призмы, после чего взаимодействует ускоренный проворот ротора 9 (закалочный пресс роторного типа), затем согласно профиля неподвижных цилиндрических кулачков производится перемещение ролика 7 по конусу кулачков, вследствие этого произойдет полная нагрузка, затем встречается второй подъем, выдерживая в момент мартенситного превращения постоянный натяг, после чего профиль кулачка переходит на холостой ход, а затем при последующем провороте ротора оправка конусная отходит от кольца, оно находит на сбрасыватель и по наклонному лотку 13 схватывается на последующее свободное охлаждение,Практическая раскладка выдачи попеременно колец из вертикальных лотков на вращающиеся ролики состоит в следующем: при вращении закалочного поесса 9 ротор- ного типа по позиции через 60 воздействуют кулачки 5, при этом подача колец осуществляется по следующей схеме; 1 ж 8 ж-желобы общего лотка 2, последовательность подачи пары колец - это 2 ж и 4 ж, 5 ж и 7 ж, 1 ж и Зж, 6 ж и 8 ж. После чего первая пара колец 2 ж и 4 ж и т.д., цикл повторяется, Линия повышает производительность при сохранении качества обработки. направляющими и распложенных на входе печи рычагов, передаточное устройство выполнено в виде соединенных с направляющими изогнутых лотков с отверстиями и размещенных в них отсекателей, соединенных с рычагами через трансмиссию и кулачковый вал, а пресс выполнен в виде ротора, соединенного через цепную передачу с от-секателями.2. Линия поп 1,отличающаяся. тем, что приспособление предварительного охлаждения выполнено в виде расположенных под лотком с обеих сторон отсекателей валков, имеющих возможность вращения, а спрейер установлен по боковым сторонам лотков по периметру отверстий.ректор С.П а нно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 изво Заказ 492 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СС 113035, Москва, Ж, Раушская наб 4/5
СмотретьЗаявка
4821052, 30.03.1990
ВНЕДРЕНЧЕСКО-ИЗОБРЕТАТЕЛЬСКИЙ КООПЕРАТИВ ТЕХНИЧЕСКИХ ОПЫТНЫХ РАЗРАБОТОК ИЗОБРЕТЕНИЙ
ИВАНОВ НИКОЛАЙ НИКОЛАЕВИЧ, ШЛЯХТИН НИКОЛАЙ НИКОЛАЕВИЧ, АБРАМОВ ЮРИЙ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: C21D 9/40, F27B 19/02
Метки: бездеформационной, закалки, качения, колец, линия, подшипников
Опубликовано: 07.02.1993
Код ссылки
<a href="https://patents.su/4-1793179-liniya-dlya-bezdeformacionnojj-zakalki-kolec-podshipnikov-kacheniya.html" target="_blank" rel="follow" title="База патентов СССР">Линия для бездеформационной закалки колец подшипников качения</a>
Дифракционный преобразователь для формирования светового пучка в виде прямой линии

Номер патента: 1522039
Опубликовано: 15.11.1989
Авторы: Гнатовский, Логинов, Медведь, Плевако
МПК: G02B 27/42
Метки: виде, дифракционный, линии, прямой, пучка, светового, формирования
...единственного рабочего дифракционного порядка может быть осуществлено либо применением фазовой 50 дифракционной структуры (прямоугольные ступеньки, эшеллет), имеющей один порядок дифракции, либо экранированием нерабочих порядков, С учетом выражения (1) угол дифракции 55КЪ аХ6 = агс зхп ------- . (3) Из этого выражения следует, чтоугол дифракции различен для различных,участков дифракционного преобразователя 1, Формирование линии н плоскости 2 наблюдения происходит за счетнепрерывного изменения угла дифракции вдоль направления ОХ, что является следствием плавного изменения пространственной частоты дифракционногопреобразователя, Если штрихи дифракционного преобразователя выполненыпрямолинейными (т.е. дифракционныйпреобразователь является...
Автоматическая линия тепловой сборки роторов электродвигателей

Номер патента: 504628
Опубликовано: 28.02.1976
Авторы: Андреев, Арпентьев, Гордиенко, Куценко, Святенко, Сероштанов, Толокнов
МПК: B23P 11/02, B23Q 41/04
Метки: автоматическая, линия, роторов, сборки, тепловой, электродвигателей
...для опускания в нее собранного узла,над которой смонтирована вращающаяся кре 20 стовина с подвесками, на которые в соответствии с темпом выпуска выдается со сборочного устройства собранный узел ротора.Охлаждение производится в замкнутой системе циркуляции охлаждающей жидкости.Работа автоматической линии происходитследующим образом,Бункер для валов и магазин для сердечников роторов заполняются деталями. Операторна пульте управления устанавливает переклюЗ 0 чатель режимов работы на положение автомат и нажимает кнопку пуск. Включаются все устройства и механизмы линии, На приемный лоток б сборочного устройства из бункера 1 выдается вал, а из магазина 3 загрузочного устройства через систему досылки в индукционно-нагревательное устройство...
Автоматическая линия термической сборки роторов электродвигателей

Номер патента: 998080
Опубликовано: 23.02.1983
Авторы: Бар, Горне, Лысенко, Удовенко
МПК: B23P 11/02, B23Q 41/04
Метки: автоматическая, линия, роторов, сборки, термической, электродвигателей
...собранных роторов к оборудованию последующей обработки и в накопительное устройство; на фиг.9 - .привод конвейера устройства нагрева; на фиг.10 - разрез Г-Г на фиг.9. Автоматическая линия термической сборки роторов электродвигателей содержит загрузочное устройство 1 для валов, загрузочное устройство 2 для сердечников роторов с приводным цепным конвейером 3 и ложементами 4, устройство для нагрева сердечников, представляющее собой проходную электропечь 5 сопротивления, снабженную цепным шагающим конвейером б со стойками, на которых расположены ложемен-. ты 7, приводом для которого служит колесо 8 с равномерно расположенными по периферии толкателями 9, сборочное устройство 10 с механизмом ориентации, содержащим центрирующую...
Автоматизированная линия для балансировки роторов электродвигателей

Номер патента: 1226088
Опубликовано: 23.04.1986
Авторы: Галицкий, Грушецкий, Краснич, Стельман, Шкор
МПК: G01M 1/38
Метки: автоматизированная, балансировки, линия, роторов, электродвигателей
...шаговый накопитель 1, осуществляющий поштучную выдачу роторов на позицию 8 загрузки. Отсекатели 10 позиции 8загрузки находятся в крайнем верхнем положении и совместно с наклонными направляющими 9. Ось ротора14 на позиции 8 ориентируют параллельно перемещениям каретки 6 портального манипулятора 5. В исходномположении каретка 6 находится науровне позиции 8 загрузки,Для определения величины и направления дисбаланса ротор 14 переноситсякареткой 6 по монорельсу 7 на измерительную позицию 2, где устанавливаетсяна опоры 13. Затем механизмом вращения (не показан) ротор 14 разгоняетсядо частоты вращения при балансировке.Измерительно-управляющая система (непоказана) на балансировке замеряетдисбаланс и пересчитывает его в необходимое количество...
Автоматическая линия для балансировки роторов

Номер патента: 1322100
Опубликовано: 07.07.1987
МПК: G01M 1/38
Метки: автоматическая, балансировки, линия, роторов
...в транспортную ячейкутранспортера 13 в вертикальном положении, поступает на позицию 12 заг 00 2рузки, где захватывается рабочим органом манипулятора 2, переносится напозицию 4 измерения балансировки ивставляется в центрирующую виброизмеритульную опору 15 и привод 17,после чего рабочие органы манипулятора 2 переходят в нейтральное положение, Вслед эа этим движением приводом16 в рабочее положение устанавливается верхняя опора 15, ротор 3 раскручивается и производится измерениедисбаланса, после чего опора 15 отводится вверх и начинается второй тактбалансировки.На втором такте балансировки ротор 3 переносится на позицию 5 ориентирования, а на позицию 4 измерениядисбаланса поступает следующий ротор3. На позиции 5 ориентирования ротор3...
Предыдущий патент: Мартеновская печь
Следующий патент: Закалочно-отпускной агрегат
Случайный патент: Устройство для съема полосы с пуансона