Способ изготовления поршневых колец двигателей внутреннего сгорания
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1782202
Автор: Потапов
Текст
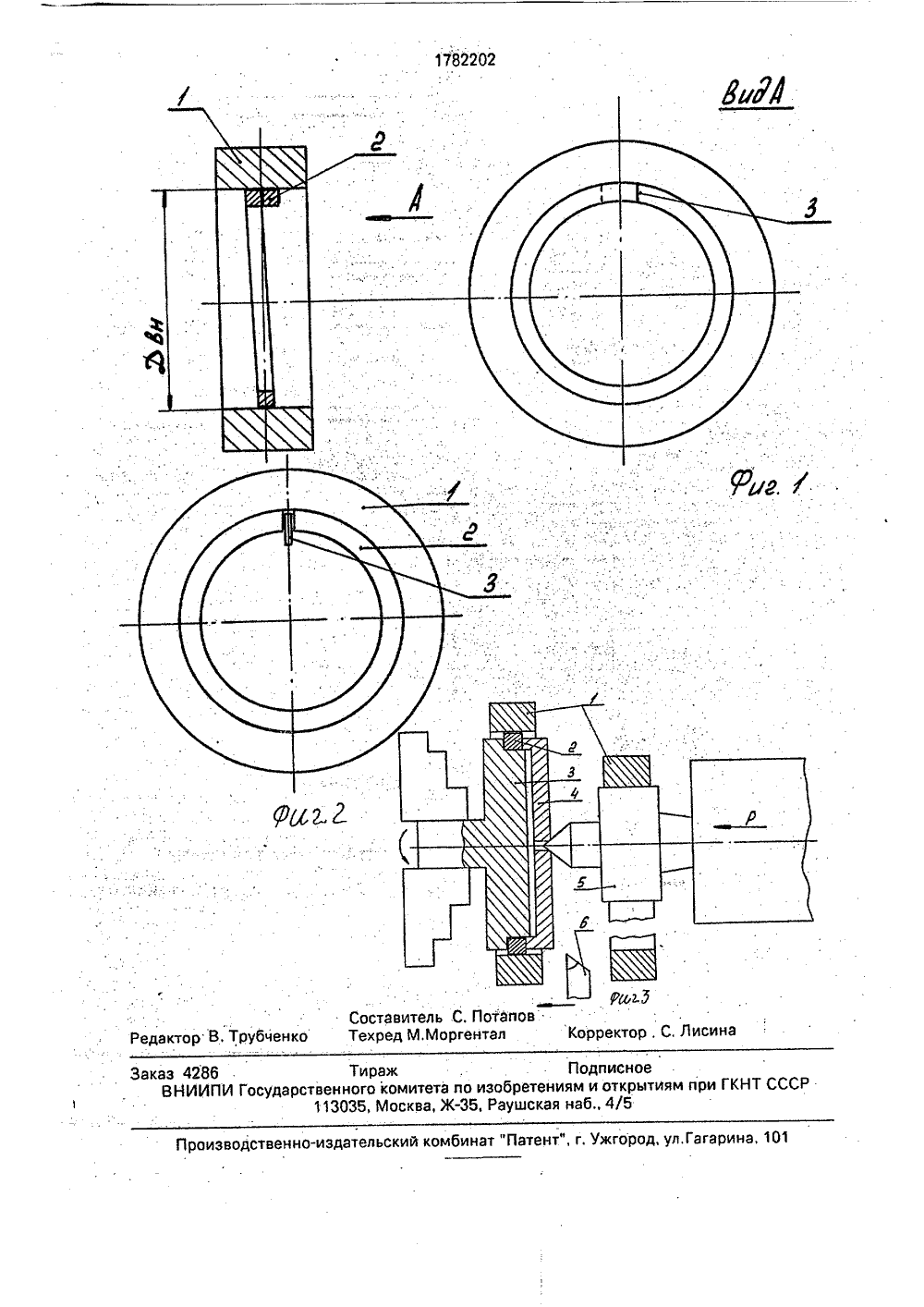
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ ДВИГАТЕЛЕЙ ВНУТРЕННЕ-ГО СГОРАНИЯ(57) Использование: область автомототехники, в частности изготовление разрезных упругих поршневых колец ДВС, Сущностьизобретения. способ заключается в установке поршневого кольца увеличенного диИзобретение относится к области автомототехники, а точнее к способу изготовления разрезных упругих поршневых колец Д В С, а именно к способу получения таких колец необходимого размера.Известны аналогичные способы, например способ изготовления поршневых колец, заключающййся в получении кольцевой заготовки, предварительной обработке всех поверхностей кольца, формообразук)щей копирной обработке и вырезке замка, в котором вырезку замка осуществляют до формообразующей обработки с базированием колец по замку, а кроме того заготовку кольца получают разрезкой по спирали.Недостатком этого способа является сложность формообразующей копирной обработки с базированием по замку,.т.к. это требует спецоборудования, также сложна вырезка колец по спирали. Поэтому этот ГОСУДАРСТВЕННОЕ ПАТЕНТНВЕДОМСТВО СССРГОСПАТЕНТ СССР) аметра в разметочную втулку,: внутренний диаметр которого больше требуемого размера поршневого кольца на одну третьот "увеличения" вставляемого кольца, где "увеличение" - это разность между диаметрами вставляемого и требуемого кольца. Концы кольца во втулкесдвигают вместе, т.е. располагают внахлест, отмечают излишек с одной стороны, после чего у извлеченного из втулки поршневого кольца удаляЮт излишек, затем устанавливают кбльцо в разметочную втулкуи контролируют"зазор в замке, базируют йа оправку, зажимают по торцам, после чего сйимают втулку и производят последйююоперацию- обработку наружной поверхности кольца в требуемый размер. 3 илюи способ применим в промышленности и не-пригоден для индивидуального изготовления поршневых колец - . если не удалось приобрести заводского изготовления.Известен также способполучения необходимых колец при отсутствии поршневых колец заводского изготовления, например, методом вытачивания из литой толстостенной трубы мелкозернистого чугуна за один установ, с последующей разрезной ножовочным полотном толщиной 0,5 - 0,8 мм и дальнейшей разводкой до получения в сты.ке величинь 1 12 - 15 мм и необходимой термообработкой.Недостатком данного способа является сложность в индивидуальных условиях, изготовления необходимой отливки-заготовки, из спецчугуна, сложность разводки и термообработки, а также недостаточная упругость и механическая прочность колец много лет, а кольца меняют часто и бывшихполученных таким способом в употреблении накопилось много, то, когдаИзвестен также способ изготовления нет необходимых поразмеру колец, можнонеобходимых поршневых колец при отсут-: подобрать новые или изношенные, но близствии заводских, наиболее близко совпа кие по размерам, т.е; имеющие увеличениедающий по технической сущности с подиаметруна 1-2 мм. Важнейшийэлементзаявляемым (прототип), представляющий " кольца - зазор в замке, поскольку при износобой изготовление отливки-заготовки из се диаметра кольца, например на 0,2 мм(т,ечугуна,"вытачивание с припуском кольца,: всего на 0,1 мм на сторону), величина зазоравырезание из него "дольки". обжйм кольца; 10 в замке будет уже 0,628 мм (т.к.окр.=О л)," нажатиерго-по торцам на оправке, проточка износ цилийдра, например на 0,03 мм, до"наружной поверхности и затем в спецоп-.: бавляет зазор в замке еще почти на 0,1 мм.равке внутренней поверхности в требуемйе . В сумме это уже чувствительно для. совреразмеры:.:,: :.:.:,:.: менных ДВС, имеющих высокую степеньНедостатком этого способа является 15 сжатия; и такйе кольца зачастую меняют,сложность получения необходимого сплава хотя физически онй еще могут работать, т.е.и отливки заготовки для кольца в индивиду-изношенные кольца могут.еще раз эксплуаальйыхусловиях. Высокаятрудоемкостьиз- тироваться, но в цилиндрах с несколькоготовления необходимой оснастки и самого меньшими диаметрами, что обеспечиваеткольца. А также невысокие эксплуатацион им "вторую жизйь". Для этого следует наные свойства готового кольца, в связи с чем ружную поверхность кольца при сомкнутыхсуществует опасность поломки его в двига- концах обработать в размер цилиндра (т,е.теле. :.:. :;,:в необходимый.размер). Но при этом кольцоИзвестно также (прототип), что при от- не должно значительно изменять свои парасутствии соответствующих колец заводско метры, сечение его должно обеспечить дого производства; испОльзуют кольца статочную упругость, прочность инесколько больших диаметров, если "увели- износостойкость, Заявленное техническоечение" диаметра не превышает 1,0-1,5 мм., решение отличается от прототипа тем, чтоВ этом случае длину окружности кольца увеличенное на 1-2 мм подиаметрукольцо-.уменьшают несколько более чем на 3 - 4,5 мм, 30заготовку вставляют с закручиванием в разт.е. обрезают излишек;" .: . меточную втулку, внутренний диаметрНедостатком этого способа является то, которой рассчитывают по формулечто такое кольцо приобретает форму эллипса,т.е. в цилиндр ложится с "искажением",;:20+О,долго не прирабатывается, портит цилиндр, 35 ." 3перегревается, а когда притрется то имеетбольшой зазор в замке, Применение этого где О - номинальный диаметр поршневогоспособа невозможно на современных тяже- кольца;: лонагруженных двигателях,: : "Оэ - диаметр кольца-заготовки,Цель изобретения - повышение качест Концы вставленного кольца-заготовкива изготовления, а также вторичного ис-. совмещают внахлест и отчеркивают излипользования изношенных колец.шек с одной стороны, вынув кольцо-эаготовДостижениецеливозможно,засчетиз- ку из втулки уменьшают его длинуготовления требуемых колец из колец окружности(обрезавизлишек).Затемсновазаводского изготовления (высоколегиро устанавливают кольца-заготовку в размеванных), что обеспечивает им высокие экс- . точную втулку и контролируют тепловой за " плуатационные свойства. зор в замке(при необходимости припиливаяЗа счет окончательной обработки на- торцы), установив торцы в стык. Затем, неружной поверхности в требуемый размер, вынимая кольцо-заготовку из втулки, базичтообеспечиваетхорошую приработкуира руют его по внутреннему диаметру на опботу в двигателе.. . равке и зажимают по торцам, после чегоИспользование колец заводского из- . снимают разметочную втулку, остается обготовления обеспечивает простоту йх работатьнаружнуюповерхностькольца-за"доработки" и возможность вторичной экс- готовки в номйнальный (требуемый) размер,плуатации изношенных (снятых) колец, 55 кольцо готово.Сущность изобретения заключается в На фиг. 1 дано сечение разметочнойтом, что орентируясь по таблице размеров втулки со ставленным в нее кольцом-загопоршневых колец, эксплуатируемых в раз- товкой концы которого соединены внахлест,личных ДВС и их ремонтных увеличений, и, а также вид сбоку, где показана "отметка"исходя из того, что техника эксплуатируетсяизлишка (нанесение риски) на кольце-заго- например, реставраторам, владельцам инотовке; нэ фиг. 2 - контроль щупом, теплово- марок, при налйчии дефицита, изготовитьго зазора в замке кольца-заготовки нужные поршневые кольца й индивидуэльустановленного в разметочную втулку(кон- ных условиях, используя.изношенные (сняцы кольца-заготовки расположены "встык"); 5 тые) кольца чуть- большего .размера отна фиг. 3 - базирование кольца-заготовкина другой техники. Поскольку кольцо изготовоправке с помощью разметочной втулки ляется из "фирменного" то его физико-мехаП ример. Йадвигатель ВАЗ 2101 после ническйе свойства не устуйают новомукапремонта нужны поршневые кольца диа- поршневому кольцу, а соответственно наметром 76,4 мм, приобрести которыене уда ружного диаметрадиаметру цилиндра обеслось, но имеются изношенные (снятые с печивает хорошую прирабатываемость идвигателя) кольца от мотоцикла "Урал", диа- долговечйость. Вторичное использованиеметр которых (у новых) 78 мм. Увеличение йзношенных поршневыхколец, кроме того,составляет порядка 1,5 мм. Для примене- . будет выгодно автохозяйствам, предприяния имеющихся колец вытачиваютразме тиям и т.д.точную втулку 1 с внутренним диаметром2 Он + Оз 2 76,4 + 78 230,8=76,9 мм .; .: . . ".: Способ изготовлеййя поршневых колецвставляют в нее кольцо-заготовку 2, совме двигателей внутреннего сгорания, при котощают концы кольца-заготовки. внахлест иром уменьшают длину окружности поршнеотмечают излишек (наносят риску) (фиг, 1), вого кольца-заготовки диаметром, большимудаляют иЗлишек(обрезав строго по риске), номинального, радиальнообжимают его довставляют кольцо-заготовку 2 в разметоч-, сведения концов кольца, базируют его поную втулку 1(установив концы кольца встык) 25 внутреннему диаметру на оправке и эажии контролйруют пощупу 3 тепловой зазор, мают по торцам с последуЮщей обработкойнеобходимый на номинальном поршневом наружной поверхности в требуемый размер,кольце(фиг. 2). Затем, замерив минималь-" о т л и ч а ю щи й с я тем,. что, с цельюный диаметр внутренней поверхности повышения качества изготовления, а такжекольца-заготовки 2; находящегося в разме вторичного использования изношенных каточной втулке 1, вытачивают оправку 3 с лец, уменьшение длины окружности поршпосадочным пояском по установленномуневого кольча-заготовки диаметром,размеру и шайбу 4 для зажима по торцам. большим номинального, осуществляют поБаэируют кольцо-заготовку 2 на оправку 3, сле его установки в разметочную втулку сне вынимая из разметочной втулки 1, шайбой 35 внутренним диаметром4 за счет усилия Р производят зажим кольца- . Овн = (2 О+ Оз)/3,заготовки 2 по торцам, снимают разметочную где Он - номинальный диаметр поршневоговтулку 1, располагая ее на вращавщемся кольца;центре 5, После чего резцом 6 пройзводят . О 3 - диаметр кольца-заготовки,наружнуЮ обработку кольца-заготовки 2 в 40 при этом концы кольца-заготовки располатребуемый (номинальный) размер 76,4 мм; . гают внахлест и отмечают йзлишек с однойКольцо готово, оно имеет необходимый стороны,апослеумейьшениядлиныокружтепловой зазор в замке и номинальный ности кольца-заготовки устанавливаютразмер диаметра 76,4 мм (фиг. 3): кольцо в разметочную втулку и контролируПредлагаемый способ позволяет в слу ют зазор в замке, затем базируют кольцо начаях, когда нет нужных поршневых колец;.оправке.178 ггог Составитель С. ПотапоТехред М.Моргентал Редактор 8. Трубч ор. С. Лисина К Производственно-издательский комбинат "Патент", г, Ужгород, ул.Гагарина, 10 Заказ 4286 Тираж . Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ С 113035, Москва, Ж, Раушская наб 4/5
СмотретьЗаявка
4888126, 06.12.1990
С. М. Потапов
ПОТАПОВ СЕРГЕЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: B23P 15/06
Метки: внутреннего, двигателей, колец, поршневых, сгорания
Опубликовано: 15.12.1992
Код ссылки
<a href="https://patents.su/4-1782202-sposob-izgotovleniya-porshnevykh-kolec-dvigatelejj-vnutrennego-sgoraniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления поршневых колец двигателей внутреннего сгорания</a>
Автомат для механической обработки, снабженной замком заготовки поршневого кольца

Номер патента: 114347
Опубликовано: 01.01.1958
МПК: B23B 7/14
Метки: автомат, заготовки, замком, кольца, механической, поршневого, снабженной
...установки заготовки 1 поршневого кольца на рабочей позиции шпинделя 3 обжимной конус 7, смонтированный на вращающейся гильзе 8 и поддерживаемый роликами 9, опускается (см. пунктирное изображение конуса), до уровня верхнего диска 4. Движе 1 п 1 ем шпинделя 3 вверх114347производится обжим кольца в конусе до точного диаметра Д цилиндрического участка.Обжатое кольцо с усилием Р прижимается к торцу гильзы 8, обжимной конус 7 отжимает, я в крайнее верхнее положение, а зажатая между вращающимися шпинделем 8 и гильзой 8 заготовка 1 кольца получает вращение и подвергается полной токарной обработке с одной установки, Обточка производится черновым и чистовым резцами 10 с продольного суппорта. Расточка - черновым и чистовым резцами П,...
Поршневое кольцо

Номер патента: 1260549
Опубликовано: 30.09.1986
Автор: Левкин
МПК: F02F 5/00
...углах поперечного сечения, Относительно оси 4 поршневого кольца 1 центр 5 армирующего элемента 2 смещен по диаметральной оси 6, проходящей через замок кольца, в сторону концов кольца, а центр 7 армирующего элемента 3 смещен в сторону спинки, при этом эксцентриситетвыбран равным 0,1 радиальной толщины кольца 1.Армирующие, например стальные, элементы 2 и 3 могут быть расположены концентрично относительно оси 4 кольца 1 и наклонно относительно торцов кольца, причем в районе замка элементы установлены ближе к торцам кольца, а угол наклонацентров 5 и 7 элементов 2 и 3 относительно оси 4 (угол наклона элементов относительно торцов кольца) выбирают по соотноше- нию где Ь, а - осевые высоты кольца иармирующего элемента соответственно, мм;0 -...
Способ бесконтактного контроля кругового перемещения поршневого кольца

Номер патента: 259413
Опубликовано: 01.01.1970
Авторы: Капитанский, Константинов, Рабобский, Храмцов
Метки: бесконтактного, кольца, кругового, перемещения, поршневого
...трсбхот специальной квалпфцка ции обслукпваощсго персонала.Предлагаемый способ отли астся от иззс тцых тем, что измеряют температуру втулк- цилицдра, например, термопарами, нс .,енсе чем в трех то ках поперечного сечения. Тем псратура втулки цилиндра в данный фиксированный .Омецт Врсхсне В зоне прохоихдеция замка поршневого кольца больше, чем тсмпсратура остальной поверхности втулки вследствие прорыва газов через замок цз 20 объема, расположенного цад поршнем. Прп перемещстши поршневого кольца перемещается и зоца повышенного прогрева.На фиг. 1 изображена схема установки для осуществления предлагаемого спосооа; ца 25 фиг. 2 - диаграмма изменения температур втулки 1 цилиндра за определенный промежуток времени.В теле втулки 1 цисредствсцной...
Способ определения износа маслосъемного поршневого кольца двигателя

Номер патента: 949404
Опубликовано: 07.08.1982
Авторы: Ионан, Качурин, Лазаренко, Макаров
МПК: G01N 3/56
Метки: двигателя, износа, кольца, маслосъемного, поршневого
...по формуле990" Формула изобретения ю+е,У:Л1 сс. сти поршня до и послеэксплуатации,с- угол скосов.На чертеже представлено устройство определения износа маслосъемного поршневого кольца для реализации способа.Устройство содержит стержень 1с воэможностью радиального перемещения относительно замка 2 кольца 3, 1 Овтулку 1, узел 5 прижатия стержня 1к замку 2. Торец стержня 1 и замок2 выполнены с клиновидными скосами6 под углом сС, стержень 1 пропущен через радиальное отверстие 7 1 ьв дне поршня 8, узел 5 выполнен,например, в виде пружины. Кольцо 3расположено в канавке 9 поршня, В качестве базовой поверхности поршня используется его прилегающая наружная оповерхность 10.Способ реализуется следующим образом,Перед эксплуатацией двигателя...
Составное поршневое кольцо

Номер патента: 1161753
Опубликовано: 15.06.1985
Автор: Кардаков
МПК: F16J 9/00
Метки: кольцо, поршневое, составное
...д. 4/5 Изобретение относится к уплотнительной технике и может быть использовано для уплотнения поршней компрессоров, двигателей внутреннего сгорания,Цель изобретения - повышение надежности уплотнения путем выполнения выступов разрезного кольца, входящего в составное поршневое кольцо, содержащего два одинаковых кольца, в виде сегмента и среза замка по хорде, параллельной хорде сегментов, что обеспечивает равномерное прилегание колец к поверхности цилиндра. На фиг. 1 показано составное поршневое кольцо в сборе; на фиг, 2 - одно из колец, входящих в составное поршневое кольцо.Составное поршневое кольцо состоит Из двух одинаковых разрезных колец 1 и 2, каждое кольцо имеет выступ 3 в виде еегмента на одном конце и срез 4 по хорде на...
Предыдущий патент: Способ дагиса и кошика восстановления деталей типа втулок
Следующий патент: Робототехнологический комплекс для сборки
Случайный патент: Лаконаливочная головкавсесоюзнаяплвш-: -: ; ккг1ипбу1блиотена.