Способ создания искусственного дефекта в сварном соединении
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1742010
Авторы: Горбачевский, Мамон
Текст
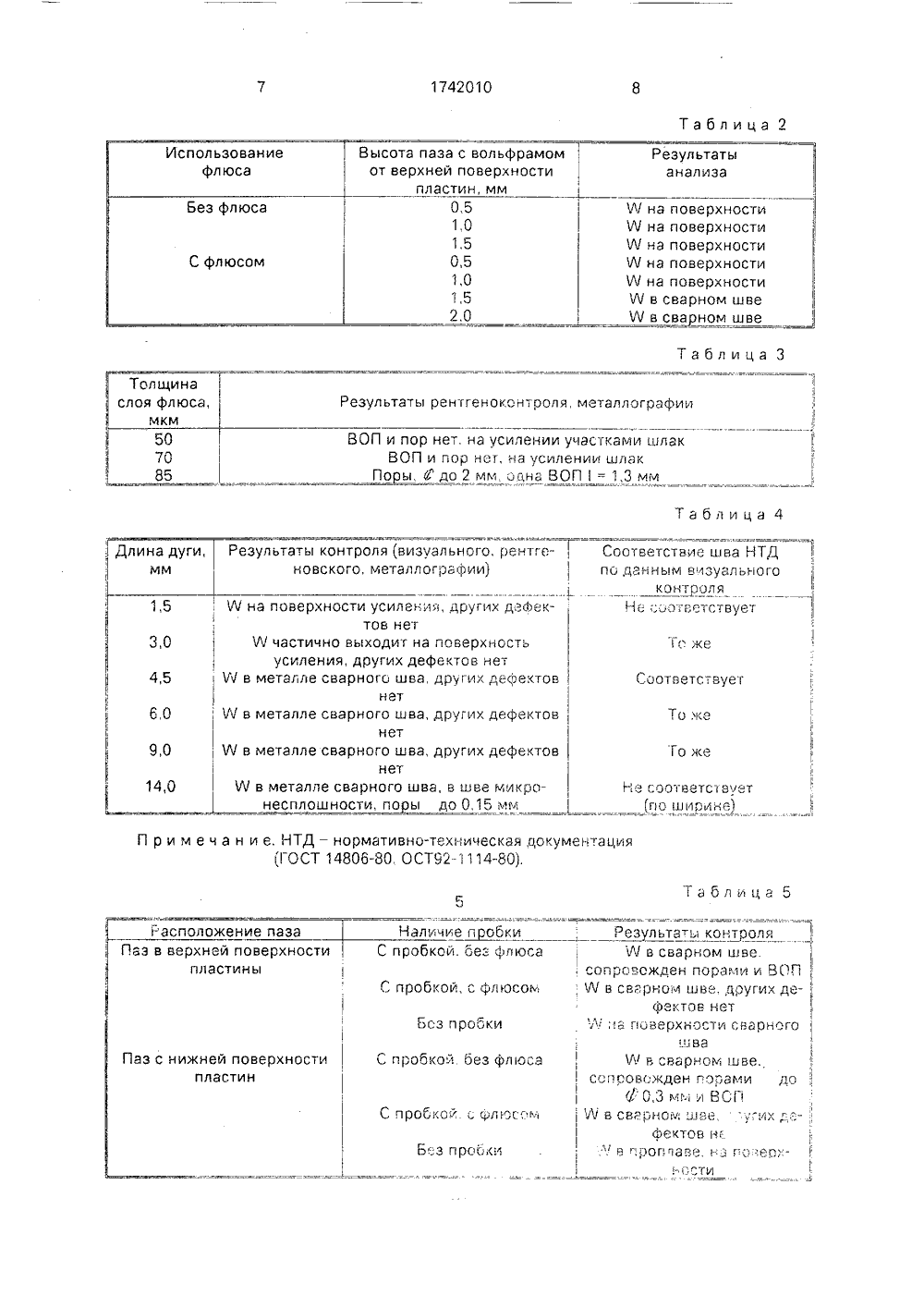
( 9)51)5 В 2 ГОСУДАРСТВЕННЫИ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР АНИЕ ИЗОБР Е КОМУ СВИДЕТЕЛЬСТВУ В А. В, Горбач088.8)етельство С3 К 28/00, 1етельст:;оК 28/00, 19 евский(54) СПОСОБ СОЗДАНИЯ ИСКУССТВЕННОГО ДЕФЕКТА(57) Использование; в исследовательских Изобретение относится к металлургии, в частности к сварке и способам получения дефектов в сварных швах преимущественно легких сплавов, для исследования их поведения и влияния на рабочие характеристики сварных конструкций, Изобретение может быть использовано при установлении норм дефектов в нормативно-технической документации.Известен способ получения искусственного дефекта типа вольфрамовое включение в сварных швах легких сплавов, в котором с целью повышения надежности, точности и стабильности включение получают путем сбрасывания капли вольфрама с торца электрода при сварке за счет формирования вблизи заданного места сварного шва капли на торце злектрода и механического сбрасывания ее другим вольфрамовым прутком. Однако за счет сил поверхностного натяже(21) 4753870/08(56) Авторское свидЛЬ 1400827, кл, В 2Авторское саидйг 903035, кл. В 23 дственное объединение 1742010 А 1 работах по сварке для изучения поведения сварных соединений с дефектами в шве, Сущность изобретения: способ получения искусственных дефектов необходимой формы заключается в подготовке образца-вкладыша, свариваемых пластин, сборке и сварке. Поверхность изготовленных необходимой геометрической объемной формы и размеров образца-вставки из вольфрама и паза покрывают слоем флюса, Помещао покрытый вольфрамовый образец-вставку в паз и фиксируют его, Сварку ведут с а длиндуги на бо - 200;4 выше оптимальной сваро ной для данной свариваемой толщины, 2 з. и. ф-лы, 5 табл. ния, тяжести и смачиваемости жидкои каплл вольфрама, вольфрамовое включение получается только правильной сферической формы, Получение включения любой заданной формы (в том числе и сферической), с острыми гранями и углами, на которых происходит резкое увеличение внутренних напряжений металла сварного шва, данным способом невозможно. Также пролсходит местное искажение геометрии сеарнсго шва вследствие нарушения стабильностл процесса сварки при сбрасывании капли.Наиболее близким к предлагаемому является способ создания искусственного дефекта в сварном соединении, при котором изготавливают из исследуемого материала образец-вставку (пластинку) заданных размеров и формы, в пластине подготавливают площадку - ответный паз на заданной глубине. помещают образец-вставку (пластин 1742010ку) в паз и приваривают его к пластине, а далее производят сборку и сварку пластин,Приварка образца-вставки производится с целью его фиксации в пазу и, что основное, соединения его с пластиной, т, е, создания монолитности и металлической связи, которая при дальнейшей сварке пластин препятствует "выталкиванию" образца-вставки на поверхность шва конвективными потоками и фронтом направленной кристаллизации,Однако этим способом невозможно получить в металле шва дефекты типа вольфрамовое включение в легких сплавах, поскольку невозможно приварить образец- ставку из вольфрама к пластине из-за того, что данные металлы разнородны и имеют существенные различия в темпеоатуое плавления и свойствах, Вследствие отсутствия металлической связи и плохого смачивания жидким металлом (пластины) неприваренный твердый образец-вставка из вольфрама выталкивается на поверхность шва конвективными потоками сварочной ванны и фронтом направленной кристаллизации металла шва, Такое явление имеет место при преднамеренном введении кусочка твердого вольфрама в кромку пластины и в расплав сварочной ванны сплава АМгб, а также при введении твердого куска серебра в алюминиевую сварочную ванну, В данном способе происходит также и изменение исходной (первоначальной) геометрической формы и структуры образца- вставки (пластинки) при ее расплавлении в процессе сварки вследствие неоднородности вставки и пластины, т, е. образуются дефекты, существенно или полностью отличающиеся по форме и структуре от первоначальных,Целью изобретения является обеспечение получения дефекта типа вольфрамовое включение заданной (любой) формы в металле сварных швов, преимущественно легких сплавов,Сущность способа заключается в изготовлении образца-вставки из вольфрама необходимой геометрической объемной формы и размеров, выполнении в свариваемых кромках пластин паза на высоте не боле 2/3 толщины кромок от нижней поверхности пластины, по форме близкой к выбранному образцу-вставке из вольфрама, нанесении тонкого (толщиной до 70 мкм) слоя очищающего флюса на поверхности вольфрама и паза, помещении и фиксировании вольфрама в пазу, сборки и сварки на длине дуги на 50 - 200% выше оптимальной сварочной для данной свариваемой толщины. 5 10 15 20 25 30 35 40 4 Г 50 55 Поставленная цель достигается путем обеспечения смачивания расплавом сварочной ванны твердого вольфрамового образца-вставки (вольфрамового включения), снижения сил поверхностного натяжения на границе твердый вольфрам-расплав, седиментации, превышающей направленную кристаллизацию металла шва, отсутствия существенных конвективных потоков и перемешивания в сварочной ванне,Образец-вставка из твердого вольфрама не меняет своей первоначальной геометрической формы, размеров и структуры в процессе сварки. Выполнение паза по форме вольфрама и покрытие его поверхности флюсом необходимо для обеспечения контакта расплава металла с вольфрамом и обеспечения отсутствия вокруг вольфрама в сварном шве других дефектов - включений окисных плен, пор и др. Нанесение флюса на повеохность вольфрама объясняется необходимостью снижения сил поверхностного натяжения и обеспечения смачиваемости и седиментации вольфрама в расплавленном металле шва. Толщина слоя флюса не более 70 мкм выбрана исходя из того, что при крупности частиц флюса более 70 мкм эффективность флюса резко снижается (в 2 и более раза, так как они неравномерно покрывают поверхность и осыпаются), Минимум слоя ограничивается дисперсностью порошка флюса (20 мкм),Высота расположения паза в пластине выбрана опытно-экспериментальным путем не выше 2/3 толщины свариваемых кромок от нижней поверхности, чтобы в процессе сварки вольфрам не достигал дна кратера.Длина дуги на 50-200;4 выше оптимальной сварочной выбрана из необходимости снижения удельноо давленля сварочной дуги на поверхность расплава, уменьшения конвективных потоков и перемешивания металла сварочной ванны особенно при наличии полного проплавления, сбеспечения ровного усиления и качества сварного соединения, Если длина дуги увеличена менее чем на 50 % от оптимальной, то в результате воздействия существенных коныективных потоков и давления сварочной дуги, заложенный вольфрам перемещается в металле сварочной ванны и, в крайнем случае, может вынести его на поверхность усиления или проплава, Если длина дуги более чем на 200, выше оптимальной сварочной, то получают очень широклй сварной шов, металл с ;ного швэ прогревается, образуя микроне; эшности и другие дефекты, при э"ом также с .,каются свойства сварного соедин ения,1742010 Таблица 1 верхпор и сто неП нетностьОП нет Получение дефекта данного типа возможно не только при сварке двух пластин встык, но и при наплавке на одну пластину. При этом паз выполняется в верхней и (или) нижней поверхности пластины, а вольфрамовый образец-вставка фиксируется пробкой из металла, идентичного по составу металлу пластины, причем для устранения дефектов типа включений окисных плен (ВОП), несплавлений и пор пробка также покрывается слоем очищающего флюса. Использование пробки объясняется необходимостью исключить выпадание вольфрама, расположенного со стороны проплава при сборке и сварке, а также прямого воздействия сварочной дуги на вольфрам, расположенный со стороны усиления.Необходимо получить дефекттипа вольфрамовое включение заданной формы (куб, тетраэдр со стороной 1,5 мм, диск Ф 2 мм, толщиной 1 мм) в сварном шве на расстоянии 40 +1 мм друг от друга: при сварке пластин сплава АМгб толщиной 4 мм, при наплавке на пластинах сплава АМгб толщиной 4 мм.Оптимальный режим сварки; св=240 й 5 А; Чсв=18 м/ч, д=3 мм,Присадочная проволока сплава АМгб 2 мм.В табл. 1 приведены результаты контроля, где св=240 А; Чсв=-18 м/ч; д=б мм,В табл, 2 приведены результаты анализа, где св=240 +5 А: Чсв=18 м/ч; д=б мм,В табл. 3 приведены результаты рентгеноконтроля дефект - тетраэдр),В табл.4 приведены результаты контроля (дефект-тетраэдр, покрытый слоем флюса толщиной до 70 мкм). Таким образом, результаты, приведенные в табл, 1 - 4, подтверждают правильность выбора условий получения дефекта типа вольфрамовое включение при сварке,В табл, 5 приведены результаты контроля (получение дефекта при наплавке).Результаты табл, 5 подтверждают правильность выбора условий получения де 5 фектов типа вольфрамовое включение принаплавке.Предлагаемый способ позволяет гарантированно создать в металле шва дефекттипа вольфрамовое включение заданной ге 10 ометрической объемной формы в определенном месте. Способ позволяет до более10 раз повысить точность получения дефектов требуемой формы, а также экономитьэлектроэнергию, материалы и трудозатра 15 ты,Формула изобретения1. Способ создания искусственноо дефекта в сварном соединении, при которомизготавливают заданных размеров и формы20 образец-вставку, в пластине на заданнойглубине выполняют ответный паз, помещают в него образец-вставку, фиксируют его иосуществляют сварку, о т л и ч а ю щ и й с ятем, что, с целью расширения технологиче 25 ских возможностей путем обеспечения возможности получения дефекта типавольфрамовое включение в легких сплавахза счет использования образца-вставки извольфрама, перед помещением образца 30 вставки в паз его поверхность и поверхность стенок паза покрывают слоем флюса,а сварку ведут на длине дуги на 50 - 200 О/овыше оптимальной сварочной дуги для данной свариваемой толщины.35 2, Способ по и. 1, о т л и ч а ю щ и й с ятем; что при получении дефекта в стыковомсварном соединении паз выполняют на торцовой поверхности кромки по крайней мереодной из свариваемых пластин.40 3. Способ по и. 1, о т л и ч а ю щ и й с ятем, что при получении дефекта при наплавке паз выполняют на поверхности пластины. подвергаемой наплавке.ольфрамомерхностимм на ПОВ 8 рхности на поверхности ост но ерхн ости шве м шве лица зультаты рентгеноконтроля, металлографи ОП и пор нет, на усилении участками шл ВОП и пор нет, на усилении шлак П Ю" 2 мм Одна ВОП=1,3 ммаблица ы контроля (визуального, рентге-Соответствие шва НТДовского, металлограФии) , по данным визуальногконтооля Не соответс ния, других де рхно ет 3,0 18 Ж на поверхностьдефектов нетва, других дефектов Соответст гих де ектов а Го же 0 их дефекто ва,И/ в металле сесплош е соответствует(го щи "и 4 ШВ 8 МИКРО 0,15 мм а,и е, НТД - нормативно-техническая дскументация ГОСТ 1480 б, О СТ 92-1114-80),имеч р бки Результа-ь контооля асположен иен С пробкой. без флюсаС пробкой, с флюсомБез пробки Г 1 аз В В 8 РХНВЙ П сварном шве, жден порами и ном шве. други фектов нет ВОП ,де сопповИ/ астины в свг НОГО ДоИ; и;верхности Гза робкой без флюса сти неи пов ластин В СварНОМг а е СОПР ми.ждЕн, О0 8 м г,; и ЯРНОМ ШВЕ П С пробкой с люсе" Ч всв рх фектов н ;рог аве,- н 3 сти 8 пх - Р 8 З ПРООКИ е сти усилтов н И/ частично Выходиусиления, другихИ/ в металле сварного шнетИ/ в металле сварного шнетИ/ в металле сварного ш И/ на пов И/ на пов И/ на пов И/ в свар И/ в сва
СмотретьЗаявка
4753870, 27.10.1989
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "КОМПОЗИТ"
МАМОН МИХАИЛ ДАНИЛОВИЧ, ГОРБАЧЕВСКИЙ АЛЕКСЕЙ ВИКТОРОВИЧ
МПК / Метки
МПК: B23K 31/12
Метки: дефекта, искусственного, сварном, соединении, создания
Опубликовано: 23.06.1992
Код ссылки
<a href="https://patents.su/4-1742010-sposob-sozdaniya-iskusstvennogo-defekta-v-svarnom-soedinenii.html" target="_blank" rel="follow" title="База патентов СССР">Способ создания искусственного дефекта в сварном соединении</a>
Способ устранения дефектов сварного шва

Номер патента: 1349929
Опубликовано: 07.11.1987
МПК: B23K 15/00
Метки: дефектов, сварного, устранения, шва
...пуча.Сварное соединение получается за один сварочный цикл с заполнением расплавленным металлом верхней части кратера. Расплавляемый металл интенсивно перемешивается сканирующим лучом, что способствует активной дегазации жидкого металла, а согласованное взаимодействие тока луча с амплитудой сканирования позволяет исключить несплавления, особенно в случае значительных поперечных размеров вставки, Этоприводит к повышению качества сварного соединения.П р и м е р, Выполняют электроннолучевую сварку плит из алюминиевого 45 сплава АМгб толщиной 20 мм на режиме: 0 ск = 27 кВ, 1 сб = 210 мА -1 (ро,= 73 мА, Ч, = 30 м/ч в нижнем положении, Расстояние от электронно-лучевой пушки до поверхности свариваемых плит 170 мм.Для имитации появления дефектов...
Способ электронно-лучевой заварки сварочных дефектов типа кратер

Номер патента: 1581519
Опубликовано: 30.07.1990
МПК: B23K 15/00
Метки: дефектов, заварки, кратер, сварочных, типа, электронно-лучевой
...может быть подсчитан по Формуле 20с ( агсц, (В + й) /2 Р 3,где, Рн - наружный диаметр нижнеготорца вставки;Й - диаметр осевого отверстиявставки;Р - высота вставки.Первоначальное положение точки Вв осевом отверстии вставки можетбыть определено по Формуле30Н 1 = 0,5 й ссц Ы,где Н, - глубина, на которой расположена точка В в осевом отверстии вставки.35При первоначальном оплавлении нижнего торца вставки мощность электронного пучка выбирают именно с учетомэтого расплавления .и,сварки нижнеготорца вставки с основным металлом 4сварного соединения, В дальнейшемвыбранная мощность пучка поддерживается на постоянном уровне, а оплавление вышележащих объемов вставки производят за счет перемещения точки. 45 В (вверх по чертежу), За счет этого в...
Станок для обдувки форм резиновых изделий без шва, при изготовлении их путем макания, преимущественно конвейерным способом

Номер патента: 28321
Опубликовано: 30.11.1932
МПК: B29C 33/58, B29C 33/72, B29C 41/34
Метки: изготовлении, конвейерным, макания, обдувки, преимущественно, путем, резиновых, способом, станок, форм, шва
...а на обеих фиг,. 1 и 2 показано положение подаваемой к станку конвейерной цепью рамки с формами для изделий,Обдувала форм послесъемки с них, резиновых изделий имеет целью удалить с . форм остатки пудры. Чтобы не допускать распыления .пудры в окружающую станок атмосферу, . обдувка форм производится в закрытом ящике. Верхняя часть ящика снабжена фланцем, который для герметичности соедийен .с ящиком при помощи матерчатого чехла 3; Верхняя поверхность фланца, выложена мягкой резиной, прижимающейся к держателю (рамке) 4 форм 5. Фланец 2 отжимается от ящика, пружинамиб;Л., С.,.АВТ,ОРСНОЕ. СВИЛЕ Сжатый воздух подводится в ящик по гибкому шлангу 7 через воронки 8 и уходит через воронку 9 и шланг 10 наружу Периодический подъем и опускание...
Способ определения склонности сварочных материалов к образованию дефектов

Номер патента: 1445889
Опубликовано: 23.12.1988
Авторы: Волобуев, Журавлев, Потапов, Соколов
МПК: B23K 28/00, G01N 1/00
Метки: дефектов, образованию, сварочных, склонности
...зарождения дефектов - натекание расплавленного металла на шлак, зашлаковка в местах перекрытия валиков и т.д. В результате неизбежно возникают дефекты, и чем раньше они появляются в процессе наплавки, тем в меньшей степени испытываемыематериалы подходят для данного процесса,Наиболее достоверно можно оценитьсклонность к возникновению шлаковых включений и пор, которые, в свою очередь, вследствие разных коэффициентов линейного расширения шлака и металла и в случае их неблагоприятного сочетания приводят к возникновению трещин.П р и м. е р. Изготавливают пластины размером 660150 х 40 с 10 наклонными канавками длиной 40 мм, глубиной 0,5 - 5,0 мм с шагом изменения глубины 0,5 мм, расстояние между канавками 20 мм, ширина канавки 40 мм. На...
Керамический флюс для сварки низколегированных сталей

Номер патента: 1088904
Опубликовано: 30.04.1984
Авторы: Головко, Кушнерев, Походня
МПК: B23K 35/362
Метки: керамический, низколегированных, сварки, сталей, флюс
...последних содержит ильменитовый концентрат и силикат марганца при этом двуокись алюминия введена в виде материала, содержащего не менее 90% о-фазы А 12 О а компоненты флюса взяты в следующем соотношении, мас.%:Магнезит обожженный25 - 35Волластонит 12 - 24.Плавиковый шпат 6 - 10Ферромарганец 0,4 - 2,3Силикокальций 0,1- 1,3Алюминиевый порошок О,1 - 0,8Ильменитовый кон 35 4 - 12 12- 24 центратСиликат марганцаМатериал, содержащийне менее 90% Ы-фазыА 120 З15 - 25 40причем суммарное содержание ильменитового концентрата и 1/2 силикатамарганца составляет 10-20 мас,%,суммарное содержание ферромарганца,силикокальция и алюминиевого поротка - 1,5-2,5 мас.%, а отношение суммарного содержания магнезита обожженного, о(-фазы А 120 и 1/2 волластонита...
Предыдущий патент: Способ электрошлаковой сварки пластинчатым электродом
Следующий патент: Устройство для получения порошкового присадочного материала
Случайный патент: Устройство для гидравлической классификации