Способ сборки безопочных форм в вертикальную стопку и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК 149 22 С 11/ ОБ ЕТЕ Я ВИДЕТЕЛ ЬСТВУ АВТОРСКО 2 з ции на позици форм.Одним из ре ется использова ки", которая пос ляется отсут- едотвращаюГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР ОПИСАН И(71) Харьковский филиал Всесоюзного научно-исследовательского института литейногомашиностроения, литейной технологии иавтоматизации литейного производства(56) Авторское свидетельство СССРМ 810363, кл. В 22 С 11/10, 1979.(54) СПОСОБ СБОРКИ БЕЗОПОЧНЫХФОРМ В ВЕРТИКАЛЬНУЮ СТОПКУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(57) Изобретение относится к литейномупроизводству и предназначены,для использования при изготовлении отливок на автоматических линиях безопочной формовки сосборкой форм в вертикальную стопку. Цель Изобретение относится к литейному производству и предназначено для использования при изготовлении отливок на автоматических линиях безопочной формовки со сборкой форм в вертикальную стопку.Известен автомат для стопочной формовки, включающий механизмы разборки стопки пустых опок, заполнения опок формовочной смесью, уплотнения смеси, вытяжки модели и сборки форм в стопку на поддоне, а также направляющие для перемещения опок и поддонов.Недостатком автомата явствие защитных устройств, пр изобретения - уменьшение брака форм по засору при сборке и повышение производительности. Способ включает подачу формы в камере к сборщику, выталккйвание формы из камеры плитой выталкивания на стопку ранее собранных форм, обдув верхней плоскости собранной стопки, причем обдув производят с началом движения плиты выталкивания в исходное положение и заканчивают при возврате ее в исходное положение, и установку собранной стопки форм на транспортное устройство. УстройСтво сборки безопочных форм в вертикальную стопку включает сборщик форм, плиту выталкивания с полостью и приводом ее перемещения, поддон для установки форм, рамку обдува с приводом ее перемещения в вертикальной плоскости, причем рамка обдува расположена в полости плиты выталкивания. 2 э.п. Ф-лы, 2 ил,щих засор готовых форм при их сборке, что приводит к повышенному браку отливок по асору.Причины засора готовой формы следующие: попадание смеси с соседней позиции формообразования при работе коробчатого дозатора и прессовых механизмов, при работе механизмов обдува и опрыскивания моделей, при транспортировке форм с позию, при работе сборщика ений этого вопроса являие так называемой "штор- сборки очередной формызакрывает всю стопку сверху, препятствуяпопаданию засора на верхний лад, Однакоиспользование "шторки" не решает проблемы эасора формы при работе сборщикаформ.Известен также способ сборки безопочных форм в вертикальную стопку и сборщикформ, включающий подачу формы в камерек сборщику, выталкивание формы из камеры на поддон и стопку ранее собранныхформ и установку собранной стопки формна транспортное устройство.Известное устройство сборки беэопочных форм в стопку включает сборщик формс приводом вертикального перемещения,поддон для установи форм и выталкиватель форм из формовочной камеры на сборщик.Устройство работает следующим образом,При первоначальном полном подъемесборщик с поддоном занимает крайнее вер.хнее положение до уровня формовочной камеры. Выталкиватель опускает форму нэсборщик и вместе со сборщиком опускаетсяна величину, равную толщине формы. Послеокончания сборки плита выталкивателя поднимается вверх, возвращаясь в исходноеположение, проходя через камеры. При выполнении этой операции происходит засорформ в момент выталкивания формы из камеры и еще больший в момент прохождения,плиты выталкивания через камеру при возврате ее в исходное положение. Устройства,предотвращающие засор форм при сборке,отсутствуют.Ближайшим по технической сущности идостигаемому результату к предлагаемомуявляется устройство в котором нет.механизмов защиты форм от засоров, воэможностькоторых имеется при выполнении технологических операций выталкивания формы изкамеры плитой выталкивателя и при возврате последней в исходное положение в момент прохождения ее через камеру.Возможен засор форм и при работе соседних позиций, особенно позиции формообразования.Цель изобретения - устранение бракаформ по эасору и увеличение производительности, Для достижения цели предложены способ и устройство для егоосуществления,В способе, включающем подачу формыв камере к сборщику, выталкивание формыиз камеры плитой выталкивания на сборкуранее собранных форм и установку собранной стопки форм на транспортное устройство, согласно изобретению послевыталкивания очередной формы из камеры осуществляют обдув верхней плоскости собранной атопки, причем обдув производят сначалом движения плиты выталкивания висходное положение и заканчивают при5 возврате ее в исходное положение.Для осуществления. этого способа устройство для сборки безопочных форм в вертикальную стопку, включающее сборщикформ, плиту выталкивания с полостью и10 приводом ее перемещения и поддон дляустановки форм согласно изобретению,снабжено рамкой обдува и приводом ее перемещения в вертикальной плоскости, причем рамка обдува расположена в полости15 плиты выталкивания.На фиг.1 изображена установка (план)для безопочной вертикально-стопочнойформовки; на фиг,2 - разрез А-А на фиг.1.Установка включает в себя формовоч 20 ный блок 1 и транспортное устройство 2.Формовочный блок состоит иэ четырехпозиционного поворотного стола 3 с камерами 4, верхнего и нижнего прессовыхмеханизмов, пескодувной головки (на фигу 25 рах не показаны), механизма выталкиванияформы из камеры 5, сборщика форм 6, механизма укрытия форм 7,Механизм выталкивания форм из камеры 5 включает в себя цилиндр выталкивания30 форм из камеры 8 и цилиндр перемещениярамки обдува верхнего лада формы 9, которые закреплены на траверсе 10, трубу подвода сжатого воздуха для обдува формы 11,плиту выталкивания формы из камеры 13 и35 рамку обдува формы с соплами 12, расположенную в полости плиты выталкивания,Механизм укрытия форм состоит изстойки 14, на которой закреплен цилиндрперемещения 15 со шторкой 16,40 Работает устройство следующим образом.Изготовленная на позиции формообразования форма 17 поворотным столом 3 подается на позицию сборки.45 Во время поворота стола шторка 16 находится в левом положении над стопкой ранее собранных форм, предохраняя формыот возможных засоров при повороте стола,Включается цилиндр 8 на перемещение50 вниз плиты выталкивания. форм из камеры13, а последняя перемещает за собой рамкуобдува формы с соплами 12, при этом выдвигая шток цилиндра 9. Плита выталкивания форм 13, пройдя зазор, соприкасается с55 формой 17 и начинает выталкивать ее изкамеры. Первоначально форма движется впределах камеры, так как ее высота меньшевысоты камеры, В это время шторка 16 перекрывает ранее собранные формы. Послесовпадения нижнего края формы и камерыцилиндр выталкивания форм 8 останавливается и дает команду на перемещение шторки 16 вправо, в исходное положение, по достижении которого сборщик форм 6 с установленным на нем поддоном 18 и формами поднимается до положения приемки формы из камеры и после этого цилиндр выталкивания 8 продолжает работу, выталкивая форму из камеры на сборщик форм, При этом высота плиты выталкивания 13 и ход цилиндра 8 выбраны таким образом, что плита выталкивания форм 13 в крайнем положении не выходит из камеры 4:После этого плита выталкивания 13 начинает возвращаться в исходное положение, при этом цилиндр перемещения рамки обдува 9 удерживает рамку обдува 12 в нижнем положении, не давая ей подняться вверх вместе с плитой выталкивания 13, Как только между плитой выталкивания 13 и формой образовался зазор 20-30 мм, включается подача воздуха и лад формы начинает обдуваться, убирая возможный засор, который образуется,при обратном ходе плиты выталкивания.При достижении плитой выталкивания 13 крайнего верхнего положения обдув прекращается и цилиндр перемещения рамки обдува 9 возвращает рамку обдува с соплами 12 в исходное положение.Шторка 16 перемещается в левое положение. Цикл повторяется,Таким образом, предложенное устройство и способ сборки позволяет предотвратить засор собранных форм от движущихся механизмов и, самое главное, от движения плиты выталкивания форм из камеры при еевозврате в исходное положение, а такжеотносительно повысить производительность за счет параллельного выполнения5 технологических операций: движения плиты выталкивания в исходное положение иобдув форм.формул а изобретения1. Способ сборки безопочных форм в10 вертикальную стопку преимущественно наавтоматах беэопочной формовки, включающий подачу формы в камере к сборщику,выталкивание формы из камеры плитой выталкивания на стопку ранее собранных15 форм и установку собранной стопки формна транспортное устройство, о т л и ч а ю щи й с я тем, что, с целью уменьшения бракаформ по засору при сборке и увеличенияпроизводительности, после выталкивания20 очередной формы из камеры осуществляютобдув верхней плоскости собранной стопки,причем обдув производят с началом движения плиты выталкивания в исходное положение и заканчивают при возврате ее в25 исходное положение,2. Устройство для сборки безопочныхформ в вертикальную стопку, содержащеесборщик форм, плиту выталкивания с полостью и приводом ее перемещения, поддон30 для установки форм, от л и ч а ю щ е е с ятем, что, с целью уменьшения брака формпо засору пои сборке и увеличения производительности, оно снабжено рамкой обдуваи приводом ее перемещения в вертикальной35 плоскости, причем рамка обдува расположена в полости плиты выталкивания,1719149Составитель Ю.Винюков Редактор Г.Моэжечкова Техред М,Моргентал Корректор каз 727 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СС113035, Москва, Ж, Раушская наб 4/5Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 1
СмотретьЗаявка
4606536, 16.11.1988
ХАРЬКОВСКИЙ ФИЛИАЛ ВСЕСОЮЗНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА ЛИТЕЙНОГО МАШИНОСТРОЕНИЯ, ЛИТЕЙНОЙ ТЕХНОЛОГИИ, АВТОМАТИЗАЦИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
ВИНЮКОВ ЮРИЙ ГЕОРГИЕВИЧ, ПОПОВ АЛЕКСЕЙ ИВАНОВИЧ, КОШАРНЫЙ ВАЛЕНТИН СТЕПАНОВИЧ, КУЧИН АЛЕКСАНДР ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B22C 11/10
Метки: безопочных, вертикальную, сборки, стопку, форм
Опубликовано: 15.03.1992
Код ссылки
<a href="https://patents.su/4-1719149-sposob-sborki-bezopochnykh-form-v-vertikalnuyu-stopku-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ сборки безопочных форм в вертикальную стопку и устройство для его осуществления</a>
Центробежная машина для заливки формы в герметизированной камере

Номер патента: 387784
Опубликовано: 01.01.1973
МПК: B22D 13/00
Метки: герметизированной, заливки, камере, формы, центробежная
...вращение стола 18.В нижнем положении крышка 4 удерживается на упоре 15. Подъем и опускание крышки 4 производится подачей жидкости или воз духа под давлением через отверстия 1 б и 17,Камера 8 сверху закрывается крышкой 18, Разливка металла производится из тигля19 через желоб 20 и воронку 21. Камера 22 совместно с тиглем 19 вращается валом 28 во круг неподвижного патрубка 24.Герметизация при вращении в камере 22достигается уплотнением 2 б. Камера 22 закрывается сверху герметичной крышкой 2 б.Центробежная машина работает следую щим образом.Когда машина включена, крышка 4 находится в нижнем полояении на упоре 1 б.При этом между камерой 8 и крышкой 4образуется зазор, позволяющий свободно об.30 служивать стол центробежной машины.Воронка 21...
Способ футеровки центробежной формы центробежная форма

Номер патента: 501829
Опубликовано: 05.02.1976
МПК: B22D 13/00
Метки: форма, формы, футеровки, центробежная, центробежной
...в торцах корпуса формы и закрепляются герметично.10 Продольные вставки 3 монтируются такимобразом, чтобы они находились поблизости с рабочей поверхностью изложницы пли контактировали с ней. После соответствующей подготовки приводят форму во врашение и про изводят нанесение футеровки 4 в жидкомвиде. Продольные вставки 3 (фиг, 1, 2) расположены по границе контакта футеровки 4 с рабочей поверхностью изложницы 1, при этом оольшей частью вставки 3 находятся в 20 контакте с футеровкой 4 и одновременносвоими торцами сообщаются с внешней средой (атмосферой). После затвердевания жидкой футеровки 4 продольные вставки 3 извлекают из формы.25 В результате этого в центробежной формеобразуется система вентиляционных каналов 5, размеры и формы...
Установка для изготовления, сборки и перемещения безопочных форм, собранных в непрерывную горизонтальную стопку
Номер патента: 1183284
Опубликовано: 07.10.1985
Авторы: Ахтырская, Винюков, Куликов, Труфанов
МПК: B22C 11/10
Метки: безопочных, горизонтальную, непрерывную, перемещения, сборки, собранных, стопку, форм
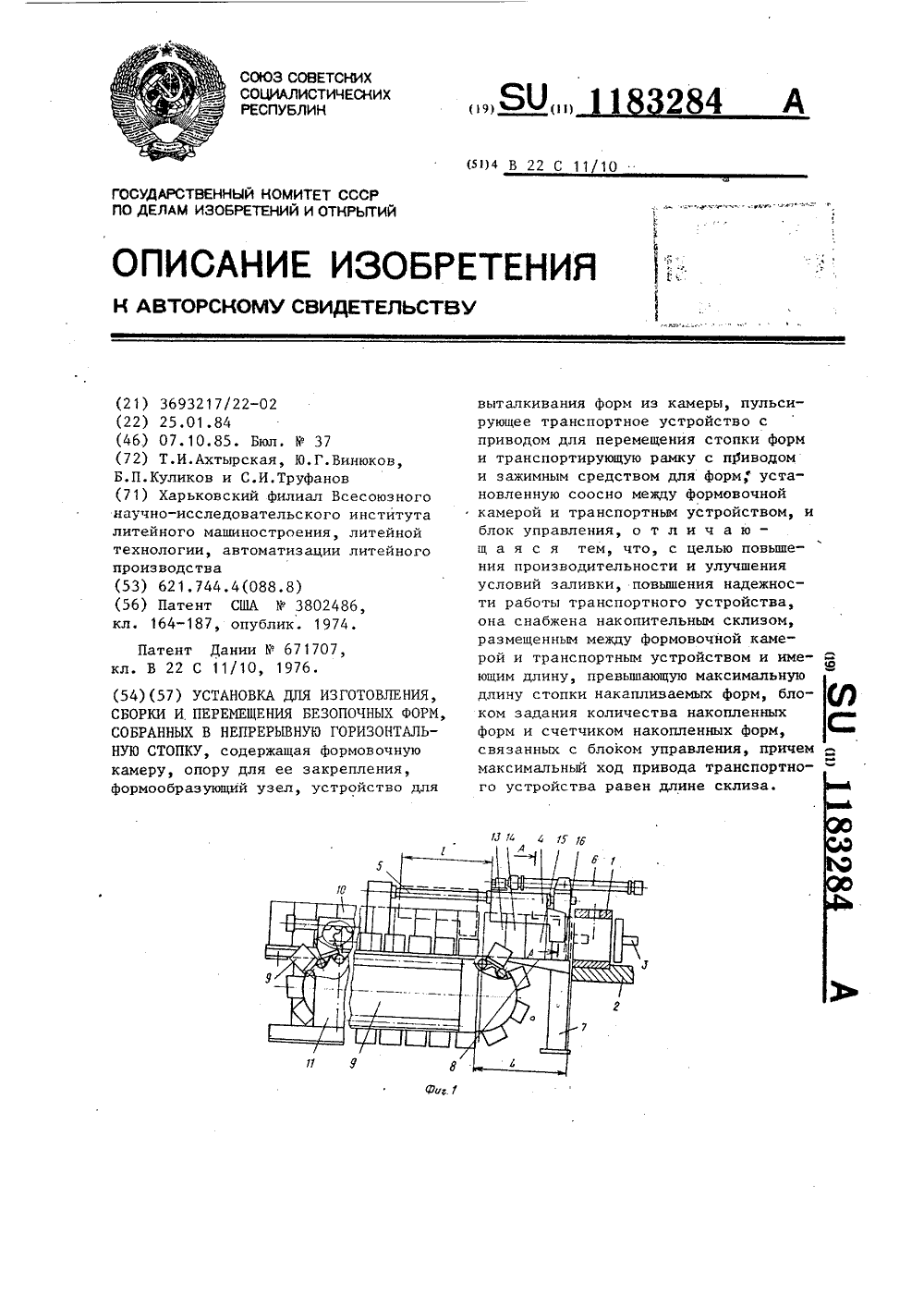
...23 и 24, датчики переднего положения рамки 25 и давления 26, счетчик 27 и блок 28 задания количества накапливаемых форм. Блок 28 задания (фиг.4),Фнапример, включает переключатели 29 и 30, делители 31 и 32 напряжения, по 50 вторители 33 и 34 сигнала. Установка для изготовления сборки и перемещения безопочных форм, соб" раиных в непрерывную горизонтальную стопку, работает следующим образом., В исходном положении приводы выгалкивателя 3, привод 6 транспорти 84 грующей рамки 4 и привод 11 транспортного устройства 9 находятся со стороны формовочного блока, счетчик 27 сброшен в "0", приводы 23 и 24 отключены. Переключатели 29 и 30 задают число накапливаемых Форм. При работе формовочного блока выталкиватель 3 в каждом цикле блока выталкивает...
Пресс-форма для вулканизации камеры

Номер патента: 735423
Опубликовано: 25.05.1980
Авторы: Ермошин, Камзолов, Размолодин
МПК: B29H 5/10
Метки: вулканизации, камеры, пресс-форма
...фиг. 1 изображена предлагаемая пресс-форма в исходном положении, продольный частичный разрез; на фиг. 2 - то же, в рабочем положении; на фиг. 3 разрез А - А на фиг. 2,Пресс-форма для вулканизации камеры содержит неподвижно и подвижно установленные полуформы 1, 2. В неподвижно установленной полуформе выполнен радиальный паз 3 для вентиля заготовки камеры. Соосно с отверстием для вентиля установлены штуцер 4 линии подачи воздуха в полость заготовки камеры и подпружиненная в радиальном направлении коническая головка 5, воздействующая на вентиль.В пресс-форме имеется ограничитель поперечного смещения вентиля заготовки камеры, который выполнен в виде ролика 6 с вогнутой рабочей поверхность а, радиус кривизны которой соответствует...
Литьевая форма с двухступенчатой системой выталкивания

Номер патента: 897542
Опубликовано: 15.01.1982
Автор: Пятышев
МПК: B29C 7/00
Метки: выталкивания, двухступенчатой, литьевая, системой, форма
...полуматрице 2, В процессе раскрытия формы хвостовик формы наталкивается на упор машины и плиты выталкивателей и останавливается. Вместе с ними останавливаются и все детали закрепленные в плитах выталкивателей, т.е. выталкиватели изделия центрального литника и контртолкателя, Контртолкатель 7 упирается во внутреннюю стенку разжимного кольца, а кольцо в подвижную полуматрицу 2 и она тоже останавливается, При этом наружная часть разрезного кольца упирается в ограничитель разжатия раэжимного кольца и кольцо не может преждевременно разжаться (фиг.1 и 2).При дальнейшем раскрытии формы опорная плита 3 продолжает движение и происходит раскрытие по линии разьема Л , Разжимное кольцо 9, связывающее кольцевую проточку контртолкателя с кольцевой...
Предыдущий патент: Литниковая система
Следующий патент: Установка для изготовления литейных форм и стержней
Случайный патент: Способ определения адгезии тонких металлических