Роторно-конвейерная линия для вертикально формуемых изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1694383
Автор: Бойко




Текст
,Б.Бойко и А.П.Бойко8.8)идетельство СССР28 В 7/24, 1986. АЯ ЛИНИЯЕМЫХ ИЗ роительнои ению строиом обложенних стен и строения и ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР двторСИ 0 МУ СвидстЕл ЬС 154) РОТОРНО-КОНВЕЙЕРН ДЛЯ ВЕРТИКАЛЬНО ФОРМУ ДЕЛИЙ(57) Изобретение относится к с индустрии, а именно к изготовл тельных изделий в вертикальн нии панелей перекрытий, внутр других изделий в области дом Изобретение относится к строительной индустрии, а именно к изготовлению строительных изделий в вертикальном положении панелей перекрытий, внутренних стен и других изделий в области домостроения и промышленном строительстве,Цель изобретения - повышение производительности линии,На фиг.1 показана роторно-конвейерная линия, общий вид; на фиг,2 - фрагмент линии, вид сбоку; на фиг,З - то же, вид сверху ( передаточное устройство в виде неполноповоротного сектора с постами подготовки); на фиг.4 - досылатель с поворотными упорами; на фиг.5 - разрез Б - Б на фиг,З,Роторно - конвейерная линия для вертикально формуемых изделий содержит оппозитно-расположенные кассетные установки 1, включающие вертикальные формы 2, перемещающиеся по направляющим 3 и ЯО 1694383 промышленном строительстве, Цель - повышение производительности линии. Роторно-конвейерная линия содержит оппозитно расположенные кассетные установки 1 с вертикальными формами 2, соединенные между собой рельсовыми направляющими 3 с размещенными на них технологическими постами, и передаточные устройства, выполненные в виде шагового привода перемещения и досылателя, рельсовые направляющие выполнены радиальными, на них расположены посты подготовки форм с шагом, кратным шагу перемещения привода, последний - в виде неполно поворотного сектора 10 с приводом от: силового цилиндра. 5 ил,запираемые в автономные пакеты известными в технике замковыми устройствами, периодически взаимодействующими с механизмами распэлубки 4, закрепленными на передвижных распалубочных устройствах 5, реверсивно перемещающихся по направляющим 6Радиальные участки направляющих линии снабжены постами подготовки форм - чистки 7, смазки 8, армирования и комплектации 9 с шагом, кратным шагу перемещения привода реверсивно неполно поворотного сектора 10 с приводом 11, с таким же кратным шагом установлены на поворотном секторе и поворотные упоры 12, периодически контактируемые с вертикальными формами 2,Для досылания вертикальных форм на пост сборки и сплачивания их в пакет для формовки, где установлено устройство с виброблоками 13, линия снабжена досыла 1594 ЗВЗ1 елем 14, жестко прикрепленным своей нижней плоскостью к основанию уров я поля и шарнирно прикрепленным своими штангами к каретке с поворотными упорами 15,Работа роторно-конвейерной линии г:роисходит в следующей последовательносги,С постов распалубки расположенных по диагонали на прямых участках линии механизмами распалубки 4, распалубочных устройств 5 отпираются замковые устройства с последующим поочередным перемещением вертикальных форм 2 в исходное положение "С",откуда реверсивным движением неполно поворотным сектором 10 с помощью г 1 оворотных упоров 12, формы 2 перемещаются циклично по радиальным участкам направляющих линии на посты подготовки форм - чистки 7, смазки 8, армирования и комплектации 9 и затем в исходное положение "К", откуда досылателем 14 формы 2 дотэлкиваются на посты сборки и сплачивания их в автономные пакеты, расг.оложенные по диагонали с противоположных сторон прямых участ ков роторно-конвейерных линий, после укладывается бетонная смесь и уплотняется устройством с виброблокэми 1 З, После окончания формовки на двух г 1 остэх, расположенныхо диагонали линии, одновременно освобождаются посты рэспалубки, тогда в этот г:ериод распэлубочные устройства 5 перемещают все пакеты на один шэг и цикл снова повторяется аналогично первому, В период цикла подготовки форм в заформованный пакет подается пар или другой источник тепла для термообработки изделий 5 до следующего цикла перемещения пакета.После поста термообработки до поста распалубки термообработка осуществляется за счет изотермии, Аналогичные технологические операции повторяются с каждым паке том роторно-конвейерной линии,Формула изобретения Роторно-конвейерная линия для вертикально формуемых: иэделий, содержащая 15 оппозитно расположенные кассетные установки с вертикальными формами, соединенные между собой рельсовыми направляющими с размещенными на них технологическими постами, и передаточные 20 устройства, о т л и ч а ю щ а я с я тем, что, сцелью повышения производительности линии, передаточные устройства выполнены в виде шагового привода перемещения и досылателя, рельсовые направляющие - ради эльными, на которых расположены постыподготовки форм с шагом, кратным шагу перемещения привода, последний - в виде неполноповоротного сектора с приводом от силового цилиндра, досйлатель - в виде ЗО приводной каретки с поворотными упорами, при этом поворотный сектор и поворотные упоры контактируют с вертикальными формами кассетных установок.1694383 Составитель В. КосареТехред М,Моргентал дактор Н, Г рректор черяв каэ 4117 1 ираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СС 113035, Москва, Ж, Рауаская наб 4/5 Производственно-издательский комбинат "Патент", г, Ужгород, ул.Г
СмотретьЗаявка
4302547, 20.07.1987
Б. Р. Бойко, Ю. Б. Бойко и А. П. Бойко
БОЙКО БОРИС РОМАНОВИЧ, БОЙКО ЮРИЙ БОРИСОВИЧ, БОЙКО АЛЕКСАНДРА ПАВЛОВНА
МПК / Метки
МПК: B28B 7/24
Метки: вертикально, линия, роторно-конвейерная, формуемых
Опубликовано: 30.11.1991
Код ссылки
<a href="https://patents.su/4-1694383-rotorno-konvejjernaya-liniya-dlya-vertikalno-formuemykh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Роторно-конвейерная линия для вертикально формуемых изделий</a>
Кремальерное приспособление для периодического вращения и остановки отделочных форм в стеклодельных машинах конвейерной системы

Номер патента: 35338
Опубликовано: 31.03.1934
МПК: C03B 9/28
Метки: вращения, конвейерной, кремальерное, машинах, остановки, отделочных, периодического, системы, стеклодельных, форм
...12 (фиг, 3) она вначале,посредствомдвух зубьев, скользит погладкой косой плоскости подвижной части,которая, поворачиваясь на шарнире 14,отводится вниз.Когда первый из двух зубьев шестернивстречается с первой же впадиной 15зубьев на подвижной части зубчатойрейки оЯ заходит в эту впадину, и такимобразом исключается возможность наскакивания зубьев шестерни на зубья рейки. При получении сцепления шестерни ; с подвижной частью зубчатой рейки, она действием пружины 16 отводи сся в прежнее положение.На фиг. 3 изображен момент сцепле-. ния шестерни с подвижной частью зубчатой рейки (показан пунктиром), Для уменьшения износа и трения укрепленных на верхней и нижней шестернях роликов 10 и 17 последние выполнены вращающимися на шариках.С...
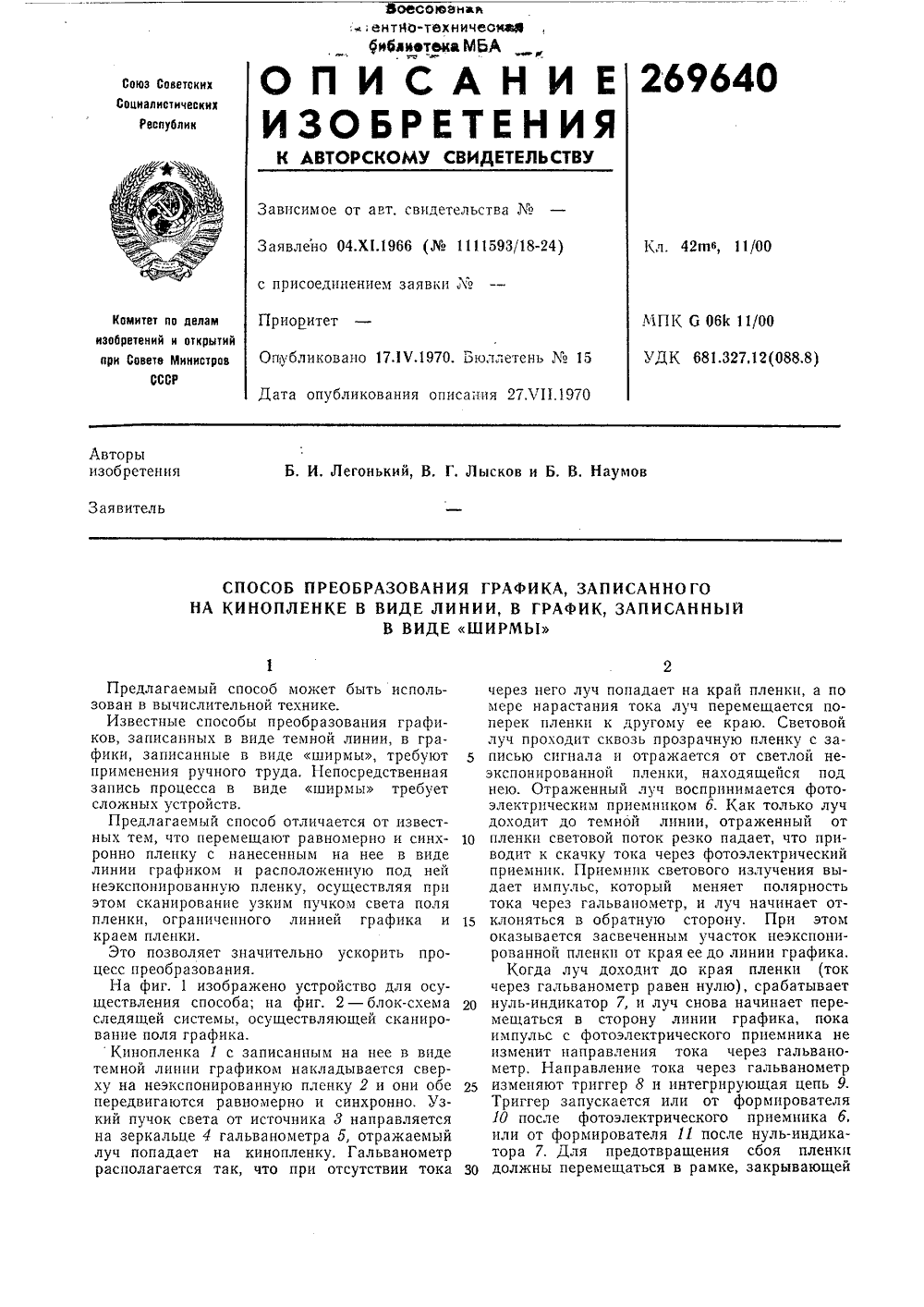
Способ преобразования графика, записанного на кинопленке в виде линии, в график, записанныйв виде «ширмы»
Номер патента: 269640
Опубликовано: 01.01.1970
Авторы: Легонький, Лысков, Наумов
МПК: G06K 11/02
Метки: «ширмы», виде, график, графика, записанного, записанныйв, кинопленке, линии, преобразования
...синхронно. Узкий пучок света от источника д направляется на зеркальце 4 гальванометра 5, отражаемый луч попадает на кинопленку. Гальванометр располагается так, что при отсутствии тока через него луч попадает на край пленки, а по мере нарастания тока луч перемещается поперек пленки к другому ее краю. Световой луч проходит сквозь прозрачную пленку с записью сигнала и отражается от светлой неэкспонированной пленки, находящецся под нею. Отраженный луч воспринимается фотоэлектрическим приемником б. Как только луч доходит до темной линии, отраженный от О пленки световой поток резко падает, что приводит к скачку тока через фотоэлектрический приемник. Приемник светового излучения выдает импульс, который меняет полярность тока через...
Оснастка для изготовления безопочных форм с вертикальной линией разъема и простановки стержней

Номер патента: 1388178
Опубликовано: 15.04.1988
Авторы: Машин, Скирдов, Федоров, Чикунов
Метки: безопочных, вертикальной, линией, оснастка, простановки, разъема, стержней, форм
...укладываются стержни 10, а на шпильки 8 навешивается фильтроваль ная сетка 11. Во время операции простановки стержня 10 маска 3 стержнеукладчика поджимается к форме 12, Одновременно с простановкой стержней выступ 9 и шпильки 8 маски стержнеукладчика входят в полости формы, образованные выступом 7 и шпилькой 6, При этом часть фильтровальной сетки 11 входит в зазор между полостью формы и выступом 9 стержнеукладчика, а ниж 50 няя часть ее перекрывает литниковый канал 13. В процессе обратного хода стержне- укладчика фильтровальная сетка остается в полости формы,так как сила трения фильтровальной сетки О формовочную смесь превышает силу ее трения о металл. Для того, чтобы сетка гарантийно оставалась в форме при обратном ходе стержнеукладчика,...
Устройство для перемещения и разгрузки конвейерного поезда

Номер патента: 1346533
Опубликовано: 23.10.1987
Авторы: Гундарцев, Гуськов, Конов, Щетникович
МПК: B65G 47/36
Метки: конвейерного, перемещения, поезда, разгрузки
...упоры 6 с шагом, равным расстоянию между смежными крюками. Упоры 6 обладают подвиж ностью только в направлении подачи конвейерного поезда в зону разгрузки. Конвейерный поезд имеет реверсивный привод 7,Устройство работает следующим образом.Конвейерный поезд подают привод 7, например магнитофрикционным, установленным на путепроводе 5. При этом крюки 3 проходят места установки подвижных упоров без силового взаимодействия с ними.Конвейерный поезд останавливают в позиции, при которой каждый крюк располагают за смежным ему упором. В этой позиции конвейерный поезд по всей своей длине совмещают с фронтом разгрузки.Затем конвейерный поезд посредством привода 7 перемещают в обратном направлении.Расцепление грузовых емкостей 1 с крюками 3...
Привод устройства для газопламенной резки изделий

Номер патента: 1329929
Опубликовано: 15.08.1987
Авторы: Гаряшин, Егоров, Логунов, Чалков
МПК: B23K 7/10
Метки: газопламенной, привод, резки, устройства
...коническим приводным роликом 3; Одна из образующих конической поверхности ролика перпендикулярна образующим кольца. На ролике установленавилка 4 с возможностью ее поворотаотносительно оси закрепления на рычаг 5. Для установки вилки в заданноеположение имеется фиксатор б,Привод работает следующим образом,В соответствии с формой и толщинойстенок обрабатываемого изделия производят разбивку его контура на рядучастков, Для каждого участка подбирается предельно допустимая скоростьрезки Ч , Затем вычисляется угловая1скорость вращения изделия на этихучастках (см. фиг. 3)Ч,)К 1избгде К - радиус контура обрабатываиздемого изделия,и соотношение радиусовКк, р,( - -)= --соз (О - 8 ),Кр В соответствии с величиной Кпроизводят регулировку кольца,...
Предыдущий патент: Установка для формования объемных элементов
Следующий патент: Смазка для металлических форм
Случайный патент: Способ определения моментных характеристик электрических серводвигателей