Способ изготовления плоских колец из листового металла
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1687343
Автор: Ларин

Текст
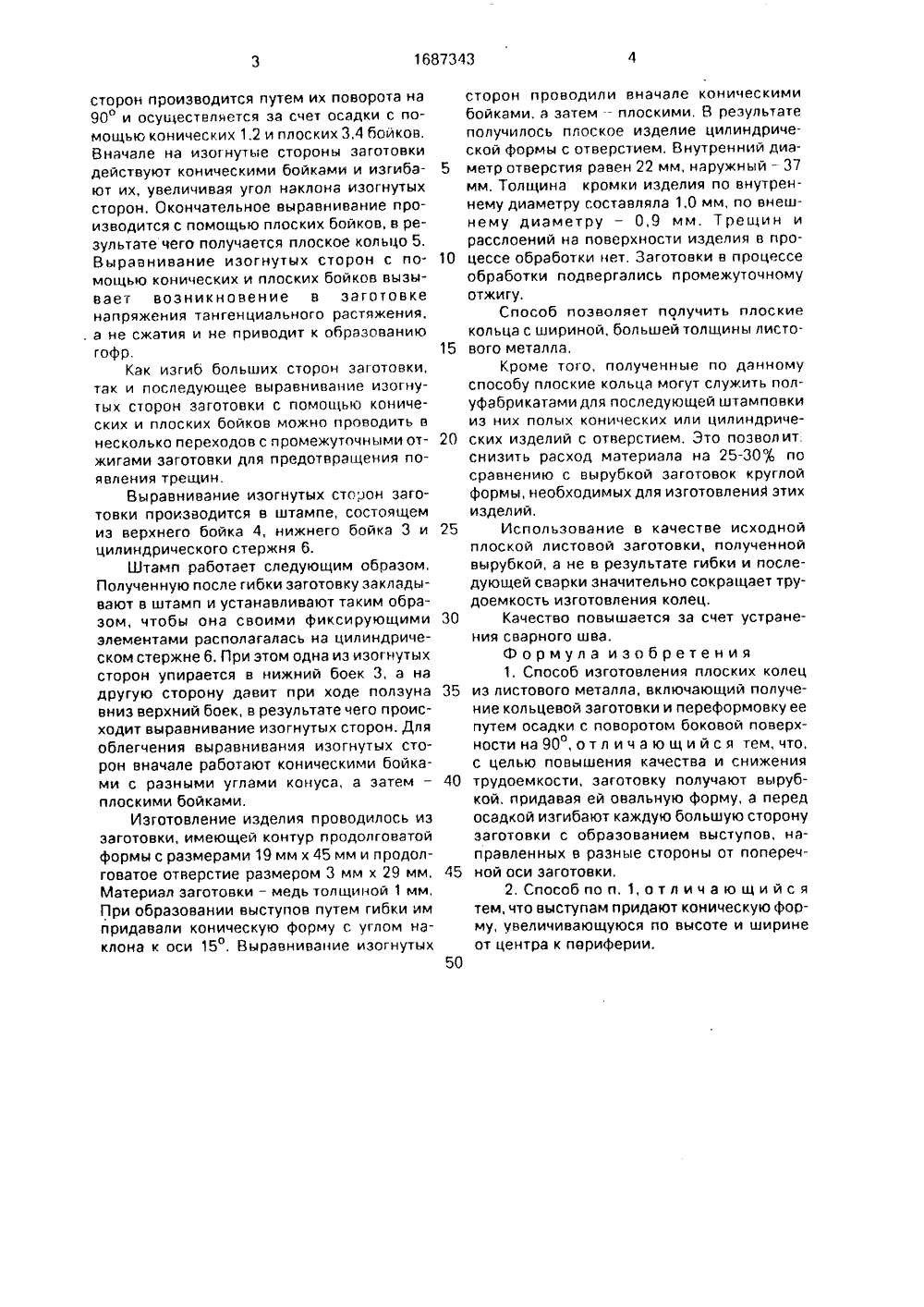
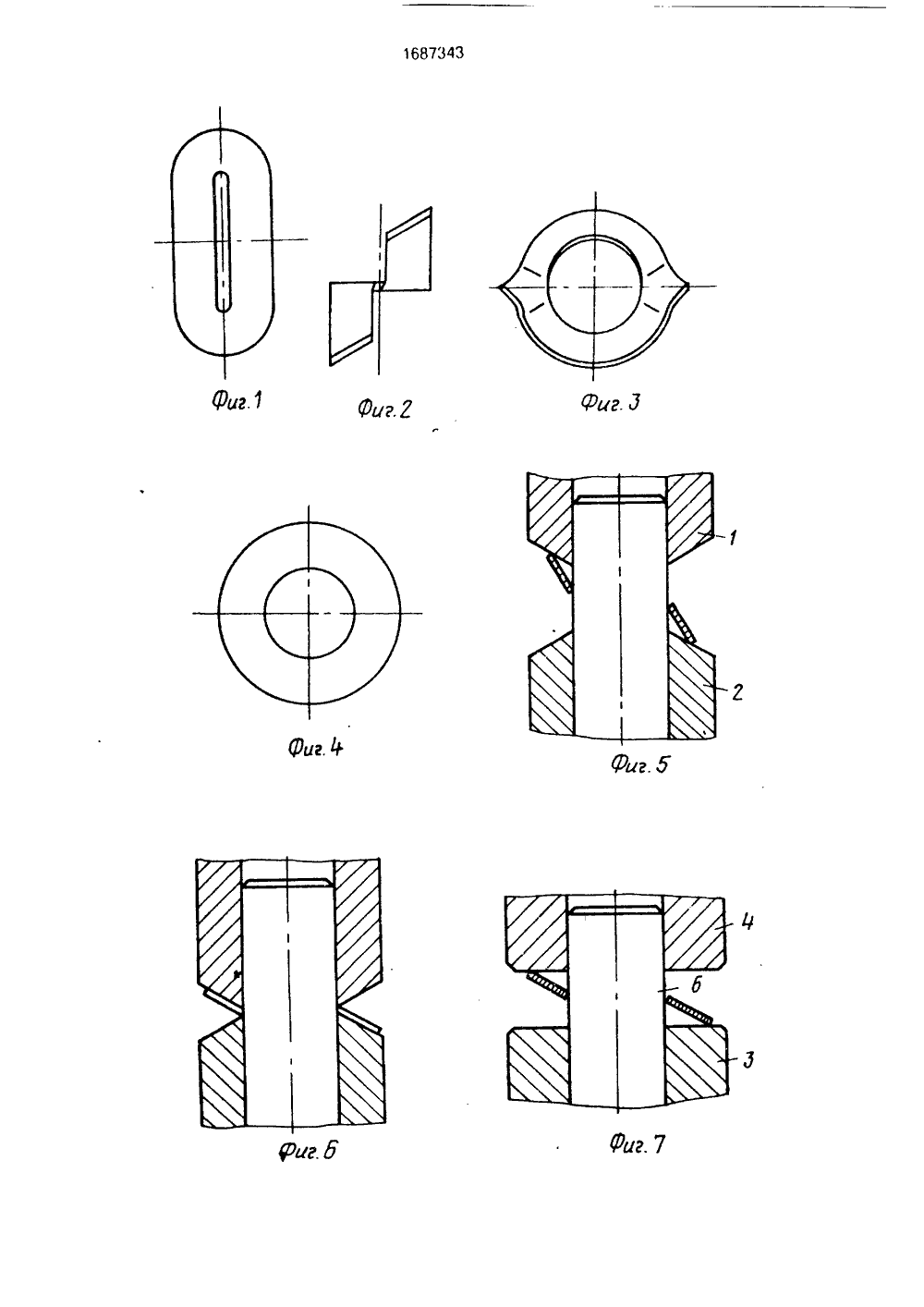
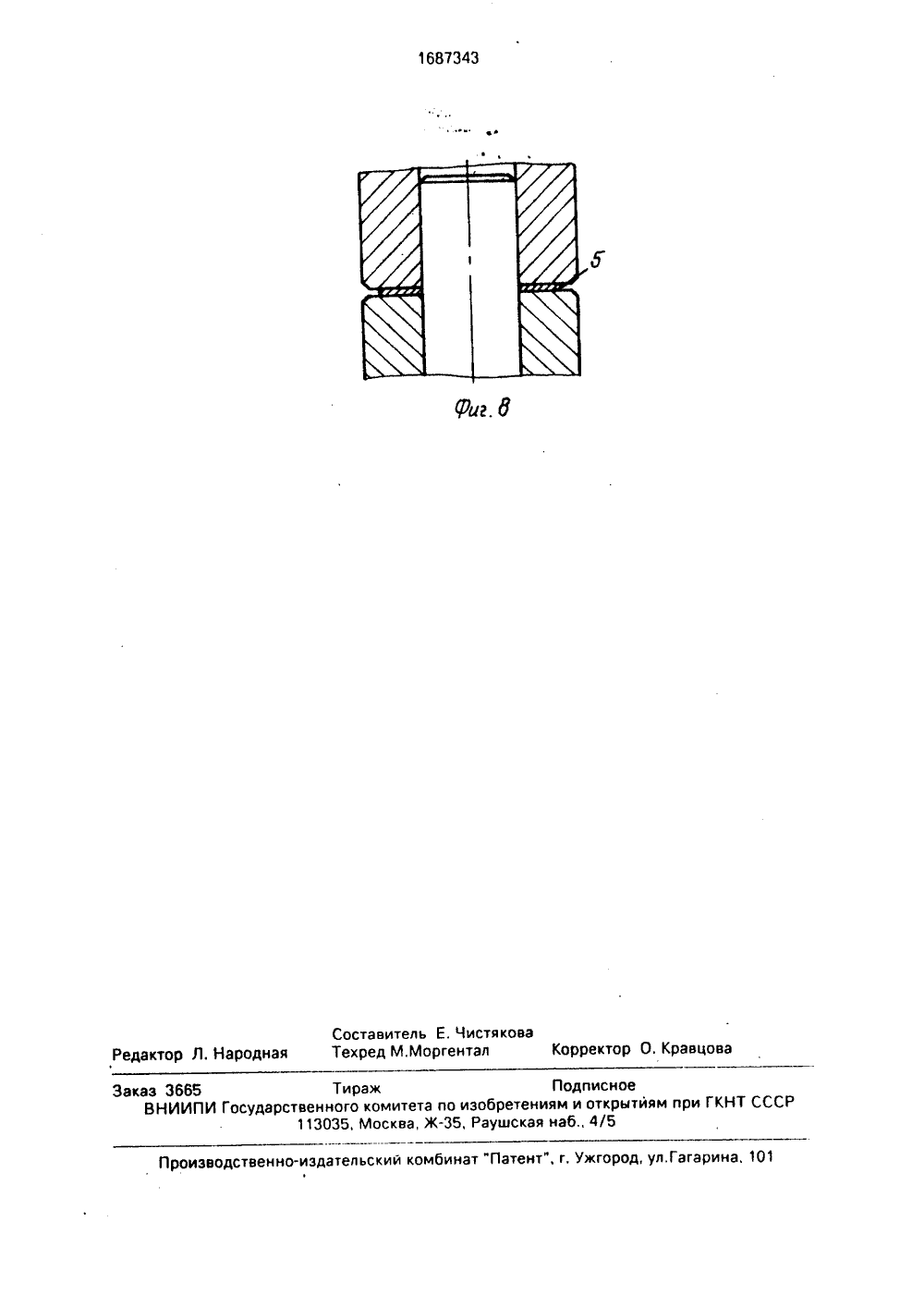
(5)5 В 21 Р 53/16 САНИЕ ИЗОБРЕТЕНИЯ ОМУ СВ ЕЛЬСТ К АВ кщ ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(56) Авторское свидетельство СССРМ 383501, кл, В 21 Р 53/16, 1971.(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХКОЛЕЦ ИЗ ЛИСТОВОГО МЕТАЛЛА(57) Изобретение относится к обработке металлов давлением, в частности к способамизготовления плоских колец из листовогометалла. Цель изобретения - повышение качества и снижение трудоемкости изготовления. Заготовку с контуром и отверстиемпродолговатой формы вырубаютиз листа. Изменение формы иразмеров производят предварительно иэгиИзобретение относится к обработке металлов давлением, в частности к способам изготовления плоских колец из листового металла,Целью изобретения является повышение качества и снижение трудоемкости.На фиг, 1 показана заготовка, имеющаяконтур и отверстие продолговатой формы; на фиг, 2 - заготовка после гибки больших сторон; на фиг. 3 - то же, план: на фиг, 4 - плоское кольцо, изготовленное по предложенному способу; на фиг. 5 - схема штампа для предварительного выравнивания изогнутых сторон с помощью конических бойков: - в исходном положении; на фиг, б - то же, в конечном положении; на фиг. 7 - плоские бойки штампа; на фиг. 8 - окончание осадки., Ы 1687343 А 1 бая посередине каждую большую сторону до образования на каждой из них по выступу, расположенному вдоль продольной оси заготовки и направленному в разные стороны от нее. Затем производят выравнивание изогнутых сторон путем их поворота на 90 за счет осадки. Для увеличения эффекта в процессе гибки выступам придают коническую форму так, что они увеличиваются по высоте и ширине от центра к периферии, Плоские кольца, изготовленные данным способом, могут служить полуфабрикатами для последующей штамповки иэ полых конических или цилиндрических изделий с отверстием. Это позволяет снизить расход металла на 25-30 по сравнению с вырубкой заготовок круглой формы, необходимых для изготовления этих изделий, 1 з,п. ф-лы, 8 ил. Из листового металла вырубают эаГотовку, имеющую контур и отверстие продол- Офговатой формы, Затем каждую большую 00сторону заготовки предварительно изгибают посередине до образования на них по (,Двыступу, расположенному вдоль попереч- ,ной оси заготовки и направленному: один - (вверх, другой - вниз. Выступы, образующиеся в процессе предварительного изгиба за- сготовки, придают ей жесткость, В процессегибки выступов им придают коническую фформу так, что они увеличиваются по высотеширине от центра к периферии,После гибки заготовки между ее большими сторонами, изогнутыми в противоположные стороны, образуется отверстие,которое служит фиксирующим элементомдля последующей операции по выравниванию заготовки. Выравнивание изогнутыхсторон производится путем их поворота на 90 и осуществляется эа счет осадки с помощью конических 1.2 и плоских 3,4 бойков. Вначале на изогнутые стороны заготовки действуют коническими бойками и изгибают их, увеличивая угол наклона изогнутых сторон. Окончательное выравнивание производится с помощью плоских бойков, в результате чего получается плоское кольцо 5. Выравнивание изогнутых сторон с помощью конических и плоских бойков вызывает возникновение в заготовке напряжения тангенциального растяжения, а не сжатия и не приводит к образованию гофр.Как изгиб больших сторон заготовки, так и последующее выравнивание изогнутых сторон заготовки с помощью конических и плоских бойков можно проводить в несколько переходов с промежуточными отжигами заготовки для предотвращения появления трещин.Выравнивание изогнутых сторон заготовки производится в штампе, состоящем из верхнего бойка 4, нижнего бойка 3 и цилиндрического стержня б.Штамп работает следующим обоазом, Полученную после гибки заготовку закладывают в штамп и устанавливают таким образом, чтобы она своими фиксирующими элементами располагалась на цилиндрическом стержне б, При этом одна из изогнутых сторон упирается в нижний боек 3, а на другую сторону давит при ходе ползуна вниз верхний боек, в результате чего происходит выравнивание изогнутых сторон. Для облегчения выравнивания изогнутых сторон вначале работают коническими байками с разными углами конуса, а эатем - плоскими бойками,Изготовление изделия проводилось иэ заготовки, имеющей контур продолговатой формы с размерами 19 мм х 45 мм и продолговатое отверстие размером 3 мм х 29 мм. Материал заготовки - медь толщиной 1 мм, При образовании выступов путем гибки им придавали коническую форму с углом наклона к оси 15 О, Выравнивание изогнутых 5 10 15 20 25 30 35 40 45 50 сторон проводили вначале коническими бойками, а затем - плоскими, В результате получилось плоское изделие цилиндрической формы с отверстием, Внутренний диаметр отверстия равен 22 мм, наружный - 37 мм. Толщина кромки изделия по внутреннему диаметру составляла 1,0 мм, по внешнему диаметру - 0,9 мм. Трещин и расслоений на поверхности изделия в процессе обработки нет, Заготовки в процессе обработки подвергались промежуточному отжигу.Способ позволяет получить плоские кольца с шириной, большей толщины листового металла,Кроме того, полученные по данному способу плоские кольца могут служить полуфабрикатами для последующей штамповки из них полых конических или цилиндрических изделий с отверстием. Это позволит снизить расход материала на 25-30;ь по сравнению с вырубкой заготовок круглой формы, необходимых для изготовления этих изделий.Использование в качестве исходной плоской листовой заготовки, полученной вырубкой, а не в результате гибки и последующей сварки значительно сокращает трудоемкость изготовления колец.Качество повышается за счет устранения сварного шва.Формула изобретения 1, Способ изготовления плоских колец из листового металла, включающий получение кольцевой заготовки и переформовку ее путем осадки с поворотом боковой поверхности на 90, о т л и ч а ю щ и й с я тем, что, с целью повышения качества и снижения трудоемкости, заготовку получают вырубкой. придавая ей овальную форму, а перед осадкой изгибают каждую большую сторону заготовки с образованием выступов, направленных в разные стороны от поперечной оси заготовки,2, Способ по и. 1, отл и ч а ю щи й с я тем, что выступам придают коническую форму, увеличивающуюся по высоте и ширине от центра к пориферии.1687343фСоставитель Е. Чистякова Редактор Л. Народная Техред М.Моргентал Корректор О. Кравцова Заказ 3665 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., 4/5Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101
СмотретьЗаявка
4686761, 05.05.1989
ПРЕДПРИЯТИЕ ПЯ В-2239
ЛАРИН ВЯЧЕСЛАВ ИВАНОВИЧ
МПК / Метки
МПК: B21D 53/16
Метки: колец, листового, металла, плоских
Опубликовано: 30.10.1991
Код ссылки
<a href="https://patents.su/4-1687343-sposob-izgotovleniya-ploskikh-kolec-iz-listovogo-metalla.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления плоских колец из листового металла</a>
Способ изготовления деталей параболической формы из плоской заготовки

Номер патента: 1353556
Опубликовано: 23.11.1987
МПК: B21D 22/24
Метки: заготовки, параболической, плоской, формы
...полуфабриКат 5, готовая деталь б.Способ осуществляется следующимобразом.25Одну из поверхностей плоской заготовки 4 подвергают механической обработке (например, шлифбвке с последующим полированием) до получения требуемой чистоты поверхности (до зеркального блеска), После этого заготовку 4 устанавливают в большей ступени матрицы 1, причем механически обработанную поверхность располагают со стороны, обращенной к пуансону 2, Кольцевым выступом пуансона 35 2 защемляют периферийную часть заготовки 4 и упруго деформируют ее до получения полуфабриката 5 сферической формы, вследствие чего на его вогнутой механообработанной поверхности создаются напряжения сжатия, а на выпуклой - напряжения растяжения. Не снимая усилия сжатия со стороны...
Заготовка для прокатки листов из спеченных порошковых металлов

Номер патента: 1057131
Опубликовано: 30.11.1983
Авторы: Логинов, Лунев, Ниязматов, Перемкулов, Ткаченко, Ходос, Щукин
МПК: B21B 1/38
Метки: заготовка, листов, металлов, порошковых, прокатки, спеченных
...образовано двумя дополнительными равнобедренными трапециями, примыкающими своими большими основаниями к двум противоположным сторонам прямоугольника, причем угол наклона боковых сторон трапеций к их основанию, примыкающему к большей сторонепрямоугольоника,. составляет 1-10 , угол наклона боковых сторон трапеций к их ос.3 10571нованию, примыкающему к меньшей сто-роне прямоугольника, 3-31 , а высота этих трапеций равна 0,004-0,03размера заготовки. в данном направлении. 5На фиг.изображена заготовка,.в аксонометрической проекции; нафиг, 2 - то же, в плане.Заготовка выполняется в виде прямойпризмы. Основания. призмы 1 ОАВСОЕГКМЙОР и Л В С 01 Е 1 Г 1 К 1 ИИОРимеют форму двенадцатиуголъников,каждый из которых образован прямоугольником ВЕ 1.0 и...
Способ прокатки листа и заготовки прямоугольного сечения из цилиндрических слитков цветных металлов

Номер патента: 618145
Опубликовано: 05.08.1978
Авторы: Козиненко, Локтионов, Мусикевич, Нестеренко
МПК: B21B 3/00
Метки: заготовки, листа, металлов, прокатки, прямоугольного, сечения, слитков, цветных, цилиндрических
...деФормацию производят перпендикулярно оси цилиндрическогослитка 1, который задается в валки кле-,ти с помощью последующего слитка 4рядового металла. 1 Ьщиндрический сли 5так 1 после первого пропуска цриобретает овальную, форму сечении (приплюснутый цилиндр) и для дальнейшего обжали и задачи его в валки клети используют предыдущий раскат 5 рядового металла, находящийся на транспортном рольганге 6.Предварительную деформацию произ.водят плавно с суммарным обжвтием до0,3-0,5 диаметра слитка. Дальнейшуюпрокатку производят вдоль оси с раскантаекой деформированного цилиндрическогоослитка 4 на 90,Минимальная суммарная величина предварительной деформации, равнаи 0,3 диаметра цилиндрического слитка, обуславли,вается тем, что при меньшем ее...
Способ подготовки металлических литейных форм к заливке металлом

Номер патента: 969419
Опубликовано: 30.10.1982
Авторы: Иткин, Крайнов, Мешков, Шестаков
МПК: B22C 3/00
Метки: заливке, литейных, металлических, металлом, подготовки, форм
...формы до 130180"С, нанесение зашитного жидко стекольного покрытия, продувку сжатьтм воздухом вентиляциоцных каналовс нерабочей стороны Формы, заливкуметаллом, извлечение отливки и удаление защитного покрытия с рабочейповерхности формы, перед удалениетлзащитного покрытия на ттого наносятразупрочцяющее покрытие на. основевоска или парафина при температуреформы 150-250 С,Способ осуществляется следутотцттттобразом,Металлическуто форму нагреваютдо 130-180 С, с помощью пульверизатора наносят "еплоизоляционное покрытие на основе окиси цинка и жидкогостекла. При зтом через вентиляционные канатты с нерабочей стороны формыподается сжатый воздух, который,проходя через каналы, предохраняетих от засорения. После нанесенияпокрытия производят заливку...
Заготовка для тары шестигранной формы

Номер патента: 1016227
Опубликовано: 07.05.1983
МПК: B65D 5/02
Метки: заготовка, тары, формы, шестигранной
...16, расположенные параллельно одна другой под углом60 к линии перегиба клапанов, при этом10 все клапаны 10 - 15 имеют ромбическуюформу,На сторонах ка зго клапана, образующих свободный остры" угол ю, выполненыполукруглые вырезы 17 и 18, соединенныемежду собой дополнительной линией 19 перегиба, а на плоскостях клапанов выполненыпрорези 20 длиной, равной длине дополнительной линии 19 перегиба, и шириной, равной толщине материала, из которого изготовлена загоговка.Прорези 20 по отношению к линии 9перегиба клапанов выполнены под угломер,равным углам наклона у, образуемым линиями 19 дополнительного перегиба к просечкам 16, образующим клапаны.Поперек прямоугольников, образующих5 боковые грани 2 - 7 тары, вдоль заготовкипо всей ее, длине...
Предыдущий патент: Устройство для изготовления плоских металлических деталей из проволоки
Следующий патент: Устройство для изготовления проволочных стяжных хомутов
Случайный патент: Механо-акустическая часть циклического измерителя скорости звука в жидкости